Производство саморезов | «Метизная торговая компания»
Саморезы производятся методом холодной штамповки. Для изготовления метизов используется обыкновенная, высокоуглеродистая или нержавеющая сталь. Производство саморезов включает несколько этапов.
1. Формирование болванки. На данном этапе создается заготовка будущего самореза. На автомате формируется головка изделия, наконечник и длина. Диаметр метиза определяется сечением используемой проволоки. Острие крепежного элемента изготавливается одновременно с формированием шляпки и стержня.
2. Нарезание резьбы. Обработка метизов производится на автоматах или токарных станках при помощи режущих инструментов – плоских плашек. Заготовки саморезов засыпаются в бункер. Из загрузочного устройства болванки поступают в область нарезки резьбы поштучно, при помощи вибратора и анкера. При этом заготовки ориентированы по отношению к плашкам. Режущие инструменты движутся параллельно друг другу и перпендикулярно к оси крепежного элемента. При создании резьбы плашки плотно прижимаются к стержню метиза.
3. Поверхностная закалка. Осуществляется быстрый нагрев поверхности самореза со скоростью более 1000°С в минуту с последующим охлаждением в закалочной среде. Используются газовые горелки или электролит. Термическая обработка метиза осуществляется до твердости не менее 55 ед. по HRC (по Роквэллу). Поверхностная закалка увеличивает прочность изделия.
4. Защита от коррозии. На саморезы наносится покрытие, обеспечивающее устойчивость изделий к воздействию внешней среды. Обработка крепежных элементов осуществляется следующими способами:
- фосфатирование — нанесение на поверхность метиза слоя химических элементов. Осуществляется путем погружения самореза в раствор фосфатов цинка, марганца, железа и кадмия. Состав нагревается до температуры 90 – 100 °С;
- оксидирование – создание оксидного слоя на поверхности изделия методом окислительно-восстановительной реакции. Саморезы обрабатываются растворами или расплавами хроматов, нитратов;
- гальваническое цинкование — нанесение на поверхность самореза слоя цинка методом электрического осаждения. Изделия и пластины из цинка погружаются в емкость с электролитом и подключаются к источнику постоянного тока.
Получить информацию о приобретении саморезов оптом
Бизнес по производству саморезов | Бизнес в России с нуля!
Саморез – вид крепёжного изделия, позволяющий при соединении разных деталей, нарезать при этом резьбу в одной из них. Очень удобен при работе с деревянными, полимерными и металлическими материалами из-за пропускания промежуточной операции – рассверливания отверстий под соединительный элемент.
Они нашли широчайшее применение в строительном производстве; применяются при изготовлении бытовой техники; используются в машиностроении.
Открыть бизнес по производству саморезов, на сегодняшний день, достаточно выгодно.
Для этого надо пройти несколько этапов:
- ознакомиться с технологией производства саморезов;
- изучить станки и производственные линии;
- составить бизнес-план.
Технология производства саморезов
Технологическая цепочка производства саморезов состоит из нескольких ключевых отрезков:
- Сырьё, как правило, проволока определённого диаметра, поступает на автоматический станок, где формируется промежуточный полуфабрикат: происходит нарезка по требуемой длине; далее, посредством холодновысадочного процесса прессуется шляпка будущего самореза.
- По конвейеру заготовки попадают в станок, где виброзахватами направляются на образование резьбы в следующем станке.
- Почти готовый саморез проходит термообработку с последующей мойкой.
- Следующая стадия – химическая обработка, с целью нанесения антикоррозионных покрытий.
- Последняя обработка – сушка.
- Заканчивается технологическая цепочка контролем качества и упаковкой.
Из описания технологии производства становиться ясно, — для выпуска продукции необходимы несколько различных стадий, соответственно, различные станки и оборудование.
Станки и оборудование саморезной продукции
По сути процесса, выпуск саморезов осуществляется на небольшой производственной линии. В её состав входят:
- Холодновысадочное оборудование. Условно, делится на две группы: с полузащитным кожухом и защитным кожухом. Отличаются производительностью, системой управления, автоматизацией, выпускаемым ассортиментом. Самые простые модели ориентированы на выпуск одного вида продукции.
Более дорогие станки позволяют расширить ассортимент до производства шурупов, винтов и других типов метизов. Производительность станков, в среднем, находится в диапазоне 40…250 шт/мин. Естественно, цены между простыми моделями и высокопроизводительными отличаются в несколько раз. Отдельные модели дополнительно могут формировать сверло на носике самореза. - Резьбонакатной станок. Обеспечивает накатку резьбы посредством плоской сменной плашки. Имеет возможность, в зависимости от модели, варьировать шаг резьбы.
- Термозакалочная печь. Придаёт саморезу поверхностную прочность по шкале Бринелля не менее 55 единиц. Процесс нагревания до температуры примерно 1000 градусов Цельсия длится около одной минуты с последующим охлаждением (отпуском) в специальной закалочной среде.
- Гальваническая линия. Предназначена для образования на поверхности самореза антикоррозионного покрытия. Это может быть оксидирование, фосфатирование и покрытие цинком. Состоит из нескольких ванн, где осуществляются электрохимические реакции по нанесению покрытий.
- Центрифуга. Осуществляет сушку горячим воздухом готовых саморезов после мойки от остатков химических растворов в процессе гальваники.
Покупка одного элемента, из всей производственной линии имеет смысл, если это замена полностью вышедшего из строя оборудования или с целью замены на более совершенный аппарат.
Для начала полного цикла по выпуску саморезов, следует производить экономические расчеты для всей технологической цепочки.
На рынке представлены несколько производителей из Европы, Китая и Тайваня. Если сравнивать по техническим параметрам, то, наиболее экономически выгодным, окажется приобретение производственной линии в Тайване. Можно скомбинировать и составить линию станков от разных производителей.
Например, можно встроить в процесс монтажа оборудования, холодновысадочный станок производства Украины (г.Одесса). Остальные станки взять тайваньского или китайского изготовления.
Прежде чем начинать какой-либо бизнес, необходимо проработать экономическую составляющую производственного процесса. Предварительный анализ возможных прибыльности или убыточности проекта описывается в бизнес-плане.
Бизнес-план по анализу производства саморезов
В этом теоретическом проекте проводится анализ всех операций, начиная от поставки сырья, закупа оборудования для производства и заканчивая сбытом продукции.
Основные составляющие бизнес-плана
Самый первый шаг, который необходимо сделать – это провести исследование рынка на предмет спроса на продукцию, которую предполагается выпускать. Выявляется это анализом потребности торговых сетей, рынков и производства: строительных организаций, машиностроения и мебельных предприятий. Данные фиксируются, они понадобятся для дальнейших расчётов рентабельности производства.
Совет: изучая рынок саморезов, полезно определить, какое количество представлено отечественной продукцией, какое приходится на импортный товар.
Второй шаг – выявить наиболее спрашиваемые позиции. Это определит с чего начинать производственный процесс: закупать станки с узкой специализацией на ассортиментное наполнение или ставить полноценную производственную линию.
Может получиться так, что сначала выгоднее поставить производство на небольшой ассортимент. По мере развития, постепенно улучшать и увеличивать мощности по выпуску продукции, путём приобретения более совершенных станков.
Пример:
- при монтаже гипсокартона на металлопрофиль самый применяемый – это острый оксидированный саморез по металлу длиной 25 мм;
- для крепления фанеры наиболее употребляемы острые оксидированные саморезы длиной 45…55 мм.
Очередной шаг – выбор места под будущее производство.
К расположению будущего мини-цеха есть ряд требований:
- наличие подъездных путей, минимум — автодорога с гравийным покрытием;
- обеспечением силовой энергосетью, — потребляемая мощность производственной линии может достигать нескольких десятков киловатт;
- к площадке должны быть подведены системы канализации и водоснабжения;
- на общей площади территории необходимо разместить производственную линию с удобным доступом ко всем станкам; проездные пути должны обеспечить свободный подвоз и обратную транспортировку, соответственно, исходного сырья и готовой продукции.
Из вышесказанного следует, что оптимальное решение — это будет аренда площади в простаивающих производственных цехах, мастерских.
Предварительные данные по аренде и затратам на энерго -, водо-, теплоснабжение также необходимо занести на бумагу.
Выбор производимого ассортимента продукции.
Выпускаемая номенклатура влияет на быстроту окупаемости проекта:
- чем шире будет представлен ряд метизной продукции, тем больше будет потенциальных потребителей производственной продукции, а соответственно, оборот капитала ускориться;
- более широкий выпускаемый ассортимент, автоматически предполагает наличие производительных станков, но с более высокими затратами на их приобретение.
Примечание: величина номенклатуры будущей продукции и, следовательно, необходимая производственная линия, взаимосвязаны со спросом на метизы.
- Важная, но необходимая часть затрат – это заработная плата персоналу. На производстве, как правило, принята сдельно-премиальная система материального вознаграждения, — иными словами: «больше сделали – больше получили».
Совет №1: на этапе подъёма производства, первые полгода лучше использовать твёрдую тарифную сетку, с постепенным переходом на более прогрессивные методы оплаты.
Совет №2: на квалификации работников экономить не целесообразно. За счёт своего опыта, профессиональный мастер сможет выполнить работу быстрее и с лучшим качеством.
Экономические расчёты по сырью
Стоимость исходного материала – важная компонента в конечной цене самореза. Но не всегда дёшево – значит хорошо.
- Во-первых: цена на сырьё должна учитывать транспортные расходы на доставку до места производства.
- Во-вторых: добротный, качественный металл не может сильно отличаться от средней цены по рынку.
Если это так, то металл или не соответствует требованиям ГОСТа, или возникает вопрос о происхождении продукции.
Примечание: при далеко идущих планах, лучше ориентироваться на надёжных и зарекомендовавших себя поставщиков, которые смогут обеспечить ритмичность поставок, и, при дальнейшей успешной работе, смогут предоставлять различные отсрочки по оплате исходной продукции.
Отдельным абзацем необходимо рассмотреть вопрос сбыта продукции. Без налаживания устойчивого сбыта, затея по организации производства саморезов обречена на провал.
Потенциальные потребители метизной продукции:
- строительные организации, включая малые бригады по отделочным работам;
- предприятия выпускающие бытовую технику;
- мебельные цеха, вплоть до частных небольших мастерских;
- производственные предприятия связанные с выпуском строительно-отделочных материалов;
- рынки со строительным ассортиментом;
- торговые организации как крупные (оптовые), так и небольшие магазины.
Наиболее вероятными и удобными в сотрудничестве окажутся крупные и средние строительные, промышленные и мебельные организации, а также оптовые торговые предприятия и крупные строительные магазины.
Преимущества работы с ними:
- работа осуществляется по долгосрочным договорам;
- возможность получать предоплату под выпуск будущей продукции;
- постоянный источник сбыта;
Работа с небольшими предприятиями, на стадии становления производства, должна основываться только на принципе предварительной оплаты.
Реализация и отсрочка платежа невыгодна по нескольким причинам: большой выручки малые организации не принесут, но в случае задержек платежей, будет потрачено значительное количество времени на получение долгов, чем на занятие своим основным производством.
Основные затраты, разовые и текущие
Для промежуточных расчётов и окончательного составления бизнес-плана в финансовый анализ учитываются следующие расходы:
- стоимость основного и вспомогательного оборудования с учётом доставки, монтажа и подключения;
- аренда помещения за каждый месяц;
- затраты на электро-, водоснабжение за один календарный месяц;
- заработная плата сотрудникам;
- накладные расходы на химические реактивы, смазочные материалы;
- налоговые отчисления;
- ежемесячные затраты на сырьё;
- регистрация во всех фискальных органах для начала деятельности;
- выплата банковских процентов;
- накладные расходы (колеблются в пределах 5…25% от ежемесячных текущих расходов).
Сведя все эти числа к приведённым ежемесячным расходам, можно оценить примерный средневзвешенный объём выпускаемой продукции.
Для таких расчётов необходимо ориентироваться на 25…100 видов номенклатурного ассортимента и отпускную цену, ниже на 10…15% от предполагаемой, — по предварительным договорённостям с клиентами.
Полученные данные – это минимальная рентабельность производства. Она будет расти по мере увеличения сбыта, соответственно – роста производства и снижения себестоимости продукции.
Конкретные числа по затратам не приводятся сознательно – в каждом регионе свои стартовые возможности по организации бизнеса.
При вдумчивом подходе, тщательном анализе рынка, хорошей организации производства срок окупаемости составит, на сегодняшний день, от 1 года до 3 лет.
Оборудование для производства саморезов и шурупов холодным способом
ОБОРУДОВАНИЕ ТАЙВАНЬ МЕТИЗ АЛЬЯНС ДЛЯ ПРОИЗВОДСТВА САМОРЕЗОВ
Саморезы, произведенные на оборудовании Тайвань Метиз Альянс, используются в разных странах мира на многих компаниях-производителях электроники, таких, как SONY, PANASONIC, OLYMPUS, SAMSUNG, BenQ и др. Ниже приведен список стандартной продукции, которую можно производить на оборудовании Тайвань Метиз Альянс.

Саморез по дереву/
Саморез по
бетону

Саморез для
гипсовых стен

Саморез-гвоздь

Саморез
резьбонарезающий

Саморез-клоп

Саморез кровельный
(строительный)

Саморез со сверлом

Саморез по пластику

Саморез по дереву
(мебельный)

Кровельный саморез

Саморез оконный
Биметаллический саморез для крепления конструкций солнечных панелей
Саморез со сверлом и шайбой из нержавеющей стали
Биметаллический саморез
по бетону
Тайвань Метиз Альянс предлагает широкую линейку высадочного и резьбонакатного оборудования для производства саморезов.
На что необходимо обращать внимание перед выбором модели оборудования?

Для того, чтобы правильно подобрать модель и комплект оборудования для саморезов, которая будет гарантировать выпуск продукции на который есть большой спрос на рынке необходимо указать:
- Диаметр продукции.
- Длину производимой продукции.
- Указать наличие сверла/острия.
- Указать тип самореза, его назначение (по дереву, по металлу, по бетону, кровельный, оконный).
- Предоставить чертеж, фото или указать стандарт DIN или ГОСТ.
Для Вашего удобства, мы составили таблицу соответствия оборудования и продукции и оборудования, указали список наиболее популярных саморезов на рынке крепежных изделий.
ХОЛОДНО-ВЫСАДОЧНОЕ ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА САМОРЕЗОВ В ЗАЩИТНОМ КОЖУХЕ
Благодаря полностью герметичной конструкции, модели данного оборудования для производства саморезов и шурупов имеют низкий уровень шума и высокие экологические показатели, соответственно стоят дороже, чем другие модели. Модели с защитным кожухом сочетают в себе расширенные возможности с более сложной системой параметров контроля.
Комплектация оборудования для производства саморезов
Стандартная комплектация
- 1 комплект инструмента
- Размотчик проволоки для высадочных станков
- Рабочее освещение
- Инструменты для технического обслуживания
- Паспорт
- Руководство по эксплуатации на русском языке
- Электрические схемы
- Код ТН ВЭД — 8462 10 900 0
Дополнительная комплектация (опция)
- Инвертер скорости
- Конвейер для удаления стружки
- Сертификация СЕ
Модельный ряд оборудования для производства саморезов и шурупов
/RA-2C.jpg)
RA-2C
/RA-5.5C.jpg)
RA-5.5C
/RA-10C.jpg)
RA-10C
/RA-15C.jpg)
RA-15C
/RA-20C.jpg)
RA-20C
/RA-25C.jpg)
RA-25C
Технические характеристики оборудования для производства саморезов и шурупов
| Модель | Макс. диаметр заготовки | Макс. длина заготовки | Длина хода ползуна | Производительность, шт./мин. | Диаметр основной матрицы | Диаметр отрезной матрицы | Первый пуансон | Второй пуансон | Мощность основного двигателя | Масляный насос | Параметры, ДхШхВ, см | Вес нетто, кг | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| RA-2C | 0.8~3 мм | 24 мм | 38 мм | 190~220 | 20 мм | 13.5 мм | 18 мм | 18 мм | 1 л.с. | ¼ л.с. | 165x110x156 | 860 | 930 |
| RA-5.5C | 2~3.5 мм | 28 мм | 46 мм | 200~250 | 25 мм | 13.5 мм | 18 мм | 18 мм | 1 л.с. | ¼ л.с. | 175x115x185 | 980 | 1050 |
| RA-10C | 2~4 мм | 32 мм | 58 мм | 190~220 | 30 мм | 15 мм | 24 мм | 20 мм | 2 л.с. | ¼ л.с. | 185x130x200 | 1060 | 1360 |
| RA-15C | 4~5 мм | 64 мм | 92 мм | 150~180 | 34.5 мм | 19 мм | 31 мм | 31 мм | 2 л.с. | ¼ л.с. | 198x130x175 | 1930 | 2130 |
| RA-15C | 4~5 мм | 76 мм | 110 мм | 150~180 | 34.5 мм | 19 мм | 31 мм | 31 мм | 2 л.с. | ¼ л.с. | 198x130x175 | 2030 | 2230 |
| RA-20C | 4~6 мм | 76 мм | 124 мм | 80~100 | 45 мм | 25 мм | 36 мм | 36 мм | 3 л.с. | ¼ л.с. | 240x140x150 | 2775 | 2280 |
| RA-20C | 4~6 мм | 102 мм | 160 мм | 80~100 | 45 мм | 25 мм | 36 мм | 36 мм | 3 л.с. | ¼ л.с. | 265x140x188 | 3250 | 3400 |
| RA-25C | 4~8 мм | 102 мм | 160 мм | 65~85 | 60 мм | 32 мм | 38 мм | 38 мм | 7 ½ л.с. | ¼ л.с. | 350x160x180 | 4500 | 4650 |
ХОЛОДНО-ВЫСАДОЧНОЕ ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА САМОРЕЗОВ В ПОЛУЗАЩИТНОМ КОЖУХЕ
Оборудование для высадки (производства) саморезов и шурупов в полузащитном кожухе сравнительно проще в эксплуатации по сравнению с моделями в защитном кожухе, и более экологически чистое. В настоящее время данное оборудование является самым популярным выбором среди наших клиентов. Холодновысадочное оборудование в полу-защитном кожухе представлено станками больших и средних размеров, идеально подходит для производства высококачественных больших и микроскопических винтов, применяемых в машинном оборудовании, автомобилестроении, фото-электронике, точной электронике, мобильных телефонах (iPhone), электротехнике, автомобильной промышленности и др. Крепёжная продукция данного оборудования выдерживает удары и вибрацию.
Модельный ряд оборудования для производства саморезов и шурупов
/RA-5S.jpg)
RA-5S
/RA-5.5S.jpg)
RA-5.5S
/RA-10S.jpg)
RA-10S
/RA-15S.jpg)
RA-15S
/RA-20S.jpg)
RA-20S
Технические характеристикии оборудования для производства саморезов и шурупов
| Модель | Макс. диаметр заготовки | Макс. длина заготовки | Длина хода ползуна | Производ., шт./мин. | Диаметр основной матрицы | Диаметр отрезной матрицы | Первый пуансон | Второй пуансон | Мощность привода | Масляной насос | Параметры станка ДxШxВ, мм | Вес-нетто, кг | Вес-брутто, кг |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| RA-5S | 0.8-3 мм | 24 мм | 38 мм | 170~200 | 20 мм | 13.5 мм | 18 мм | 18 мм | 1 л.с. | ¼ л.с. | 1650x1100x1560 | 820 | 880 |
| RA-5.5S | 2-3.5 мм | 28 мм | 46 мм | 200~250 | 25 мм | 13.5 мм | 18 мм | 18 мм | 1 л.с. | ¼ л.с. | 1750x1150x1550 | 980 | 1050 |
| RA-10S | 2-4 мм | 32 мм | 58 мм | 190~220 | 30 мм | 15 мм | 24 мм | 20 мм | 2 л.с. | ¼ л.с. | 1850x1300x1720 | 1050 | 1160 |
| RA-15S | 4-5 мм | 64 мм | 92 мм | 150~180 | 34.5 мм | 19 мм | 31 мм | 31 мм | 2 л.с. | ¼ л.с. | 2100x1100x1320 | 1750 | 1840 |
| RA-15S | 4-5 мм | 76 мм | 110 мм | 150~180 | 34.5 мм | 19 мм | 31 мм | 31 мм | 2 л.с. | ¼ л.с. | 2100x1100x1320 | 1860 | 1980 |
| RA-20S | 4-6 мм | 76 мм | 124 мм | 90~110 | 45 мм | 25 мм | 36 мм | 36 мм | 3 л.с. | ¼ л.с. | 2400x1400x1500 | 2645 | 2750 |
| RA-20S | 4-6 мм | 102 мм | 156 мм | 80~100 | 45 мм | 25 мм | 36 мм | 36 мм | 3 л.с. | ¼ л.с. | 2650x1500x1500 | 3210 | 3360 |
ХОЛОДНО-ВЫСАДОЧНОЕ ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА САМОРЕЗОВ БЕЗ КОЖУХА
/RA-5.jpg)
RA-5
/RA-5-5.jpg)
RA-5.5
/RA-10.jpg)
RA-10
/RA-15.jpg)
RA-15
/RA-20.jpg)
RA-20
Технические характеристикии оборудования для производства саморезов и шурупов
| Модель | Макс. диаметр заготовки | Макс. длина заготовки | Длина хода ползуна | Производ., шт./мин. | Диаметр основной матрицы | Диаметр отрезной матрицы | Первый пуансон | Второй пуансон | Мощность привода | Масляной насос | Параметры станка ДxШxВ, мм | Вес-нетто, кг | Вес-брутто, кг |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| RA-5 | 0.8-3 мм | 24 мм | 38 мм | 170~200 | 20 мм | 13.5 мм | 18 мм | 18 мм | 1 л.с. | ¼ л.с. | 1370x840x1020 | 500 | 560 |
| RA-5.5 | 2-3.5 мм | 28 мм | 46 мм | 200~250 | 25 мм | 13.5 мм | 18 мм | 18 мм | 1 л.с. | ¼ л.с. | 1750x1100x1600 | 780 | 860 |
| RA-10 | 2-4 мм | 32 мм | 58 мм | 190~220 | 30 мм | 15 мм | 24 мм | 20 мм | 2 л.с. | ¼ л.с. | 1690x1090x1260 | 960 | 1060 |
| RA-15 | 4-5 мм | 64 мм | 92 мм | 150~180 | 34.5 мм | 19 мм | 31 мм | 31 мм | 2 л.с. | ¼ л.с. | 2100x1100x1320 | 1640 | 1750 |
| RA-15 | 4-5 мм | 76 мм | 110 мм | 150~180 | 34.5 мм | 19 мм | 31 мм | 31 мм | 2 л.с. | ¼ л.с. | 2100x1100x1320 | 1750 | 1860 |
| RA-20 | 4-6 мм | 76 мм | 124 мм | 90~110 | 45 мм | 25 мм | 36 мм | 36 мм | 3 л.с. | ¼ л.с. | 2400x1400x1500 | 2400 | 2500 |
| RA-20 | 4-6 мм | 102 мм | 156 мм | 90~110 | 45 мм | 25 мм | 36 мм | 36 мм | 3 л.с. | ¼ л.с. | 2400x1400x1500 | 2400 | 2500 |
| RA-25 | 4-8 мм | 102 мм | 160 мм | 65~85 | 60 мм | 32 мм | 38 мм | 38 мм | 7 ½ л.с. | ¼ л.с. | 3500x1510x1350 | 4000 | 4150 |
| RA-30 | 10 мм | 152 мм | 230 мм | 52~60 | 80 мм | 40 мм | 55 мм | 55 мм | 15 л.с. | ½ л.с. | 4450x1740x1510 | 7000 | 7000 |
| RA-40 | 13 мм | 152 мм | 230 мм | 50~60 | 98 мм | 48 мм | 68 мм | 68 мм | 30 л.с. | ½ л.с. | 5000x2050x1800 | 12000 | 12000 |
ХОЛОДНО-ВЫСАДОЧНОЕ ОБОРУДОВАНИЕ ДЛЯ ВЫСАДКИ ПРОСТЫХ ПУСТОТЕЛЫХ ИЗДЕЛИЙ
Пустотелые изделия
RA-3H
RA-5.5H
RA-15H
RA-20H
Технические характеристики оборудования для высадки пустотелых изделий
| Модель | Макс. диаметр заготовки | Макс. длина заготовки | Длина хода ползуна | Производ., шт./мин. | Диаметр основной матрицы | Диаметр отрезной матрицы | Первый пуансон | Второй пуансон | Мощность привода | Масляной насос | Параметры станка ДxШxВ, мм | Вес-нетто, кг | Вес-брутто, кг |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| RA-3Н | 1-3 мм | 18 мм | 38 мм | 100~120 | 20 мм | 13.5 мм | 18 мм | 18 мм | 1 л.с. | ¼ л.с. | 1370x840x1020 | 500 | 560 |
| RA-5.5Н | 2-3.5 мм | 30 мм | 46 мм | 100~120 | 25 мм | 13.5 мм | 18 мм | 18 мм | 1 л.с. | ¼ л.с. | 1750x1100x1600 | 780 | 860 |
| RA-15Н | 3-6 мм | 64 мм | 92 мм | 70~100 | 34.5 мм | 19 мм | 24 мм | 24 мм | 2 л.с. | ¼ л.с. | 2100x1100x1320 | 1640 | 1750 |
| RA-20Н | 4-6 мм | 76 мм | 124 мм | 90~110 | 45 мм | 25 мм | 36 мм | 36 мм | 3 л.с. | ¼ л.с. | 2400x1400x1500 | 2400 | 2500 |
ОБОРУДОВАНИЕ ДЛЯ ФОРМИРОВАНИЯ СВЕРЛА ДЛЯ ВИНТОВ САМОНАРЕЗАЮЩИХ


Особенности оборудования для формирования сверла саморезов и шурупов
- Оборудование производит саморезы и формирует сверло.
- Спецификация: высокая скорость, стабильность, долговечность.
- Материал: оборудование производит саморезы из нержавеющей стали марки SUS304, углеродистой стали марки SAE1018.
- Комплектация: станок может быть укомплектован стойкой для подачи болванок саморезов. Это позволяет сохранить рабочее пространство и повысить эффективность производства. Стойка может быть совмещена одновременно с холодновысадочным и резьбонарезьбом оборудованием для производства и формирования пера саморезов.
- Набор инструментов.
Технические характеристики оборудования для формирования сверла саморезов и шурупов
| Модель | RG14-125AN | RG14-127AN | RG14-203AN |
|---|---|---|---|
| RG14-125AN-2S | RG14-125AN-2S | RG14-203AN-2S | |
| Главный мотор | 7.5 л.с. × 6 фаз | 7.5 л.с. × 6 фаз | 7.5 л.с. × 6 фаз |
| Инвертор | 5.5 кВт | 11 кВт | 11 кВт |
| Напряжение | 220 Вт /380Вт × 3 фазы | 220 Вт /380Вт × 3 фазы | 220 Вт /380Вт × 3 фазы |
| Принцип работы | Пневматический | Пневматический | Пневматический |
| Контроллер | ЧПУ DC24 Вт | ЧПУ DC24 Вт | ЧПУ DC24 Вт |
| Автоматические системы | Автоматическая система регистрации неисправностей | ||
| Вибро подающее устройство | Ø620 мм | Ø720 мм | Ø850 мм |
| Производительность | 120~520 шт/мин. | 80~520 шт/мин. | 80~520 шт/мин. |
| Рабочий диаметр проволоки | #6(Ø2.8)~#14(Ø5.45), NO.1~NO.3 | #6(Ø2.8)~#14(Ø5.45), NO.1~NO.5 | #6(Ø2.8)~#14(Ø5.45), NO.1~NO.5 |
| Рабочая длина | 9.5~127 мм (3/8”~5”) | 9.5~127 мм (3/8”~5”) | 16~203 мм (3/4”~8”) |
| Спецификация инструмента | MA、MB | MB、MC | MB、MC |
| Размер оборудования в упаковке | 1990 × 1610 × 1790 мм | 2420 × 1820 × 1910 мм | 2420 × 1820 × 1910 мм |
| Чистый вес оборудования | 1944 кг | 2206 кг (2S +2 кг) | 2354 кг (2S +2 кг) |
| Вес в упаковке | 2250 кг | 2556 кг (2S +2 кг) | 2704 кг (2S +2 кг) |
Винт самонарезающий со сверлом
ХОЛОДНОВЫСАДОЧНЫЙ ИНСТРУМЕНТ ДЛЯ ИЗГОТОВЛЕНИЯ САМОРЕЗОВ, ВИНТОВ, ЗАКЛЁПКИ И ШУРУПОВ
Мы имеем возможность разрабатывать инструмент и оснастку согласно чертежам готовых изделий и техническим требованиям заказчика. Для этого необходимо уточнить размер посадочных мест для оснастки, модель используемых холодновысадочных станков и диаметр проволоки, используемый для высадки крепежа, метизов и деталей).
ДОПОЛНИТЕЛЬНЫЕ АКСЕССУАРЫ И МАТЕРИАЛЫ
Стойка для подачи материала на станок


КОМПРЕССОР ДЛЯ ВЫСАДОЧНОГО ОБОРУДОВАНИЯ
Характеристики компрессора
- Давление воздуха: макс. 7-15 кг/см2
- Расход воздуха: 6 литров/сек
- Обращение: 500 об/ мин, макс.
- Диаметр патрубка компрессора: 8 мм (5/16 дюймов)
- Вес: 0.40 кг
Компрессор мощностью 7.5 кВт (10 л.с.) обеспечивает подачу воздуха для 20-30 единиц высадочного оборудования.
Компрессор необходим только для высадочного оборудования (для сдува заготовки после высадки). Резьбонакатное оборудование для производства винтов не нуждается в подачи воздуха.
МАШИННОЕ МАСЛО ДЛЯ ВЫСАДОЧНОГО И РЕЗЬБОНАКАТНОГО ОБОРУДОВАНИЯ
Для высадочного и резьбонакатного оборудования идеально подходит минеральное масло, очищенное, высокой стойкостью к окислению.
Этот тип масла подходит для смазки подшипников коробок передач и общих операций.
Вязкость моторного масла по SAE
Одними из основных свойств моторного масла являются его вязкость и зависимость от температуры в широком диапазоне (от температуры окружающего воздуха в момент холодного пуска зимой до максимальной температуры масла в двигателе при максимальной нагрузке летом). Наиболее полное описание соответствия вязкостно-температурных свойств масел требованиям двигателей содержится в общепринятой на международном уровне классификации SAE J300. Эта классификация подразделяет моторные масла 17 классов от 0W до 60: 8 зимних (0W, 2,5W, 5W, 7,5W, 10W, 15W, 20W, 25W) и 9 летних (2, 5, 7,5, 10, 20, 30, 40, 50, 60) классов вязкости.
Буква W после цифры означает, что масло приспособлено к работе при низкой температуре (Winter — зима). Для этих масел кроме минимальной вязкости при 100 °C дополнительно дается температурный предел прокачиваемости масла в холодных условиях. Предельная температура прокачиваемости означает минимальную температуру, при которой насос двигателя в состоянии подавать масло в систему смазки. Это значение температуры можно рассматривать как минимальную температуру, при которой возможен безопасный пуск двигателя.
Всесезонные масла обозначаются сдвоенным номером, первый из которых указывает максимальные значения динамической вязкости масла при отрицательных температурах и гарантирует пусковые свойства, а второй — определяет характерный для соответствующего класса вязкости летнего масла диапазон кинематической вязкости при 100°С и динамической вязкости при 150°С.
Методы испытаний, заложенные в оценку свойств масел по SAE J300, дают потребителю информацию о предельной температуре масла, при которой возможно проворачивание двигателя стартером и масляный насос прокачивает масло под давлением в процессе холодного пуска в режиме, недопускающем сухого трения в узлах трения.
Аббревиатура HTHS расшифровывается как High Temperature High Shear Rate, то есть «высокая температура — высокая прочность на сдвиг». С помощью данного испытания измеряется стабильность вязкостной характеристики масла в экстремальных условиях, при очень высокой температуре. Большинство присутствующих сегодня на рынке моторных масел являются всесезонными, то есть удовлетворяют требованиям по вязкости как при низких, так и при высоких температурах.
Для всесезонного масла — сдвоенный номер. Первый — вязкость при отрицательной температуры. Второй — вязкость при плюсовой температуре.
| Летние, наиболее вязкие, масла классов: SAE 20, SAE 30, SAE 40, SAE 50, SAE 60. Число после SAE обозначает степень вязкости, чем оно больше, тем больше вязкость конкретного масла. | SAE 20 | SAE 30 |
| Плотность в градусах API (классификация масла по системе Американского института нефти) при 15.6°C | 30.2 | 28.3 |
|---|---|---|
| Вязкость, кинематическая в сантистоксах, cSt при 40°C | 44.18 | 85.3 |
| Вязкость, кинематическая в сантистоксах, cSt при 100°C | 6.68 | 10.56 |
| Индекс вязкости VI | 104 | 107 |
| Температура воспламенения в открытом тигле по Кливленду, СОС, °C | 240 | 254 |
| Температура застывания, °C | -12 | -9 |
| Цвет, D1500 | 3.0 | 3.5 |
| Кислотное число, мг КОН/1г | 0.01 | 0.01 |
| Номер Товара | LB51162 | LB51163 |
ПОЛНЫЙ ЦИКЛ ПРОИЗВОДСТВА САМОРЕЗОВ (ДЛЯ СПРАВКИ)
Проволока проходит несколько этапов обработки, прежде чем превратится в саморез. Формирование заготовки с помощью холодновысадочного станка. На этом этапе изделие приобретает нужную длину, наконечник, головку. Далее на резьбонакатном станке нарезается стержневая резьба. Для повышения качества продукции можно добавить процессы закаливания поверхности для повышения прочности изделия и антикоррозионную обработку. После этого товар упаковывается, фасуется по полиэтиленовым пакетам и коробках..
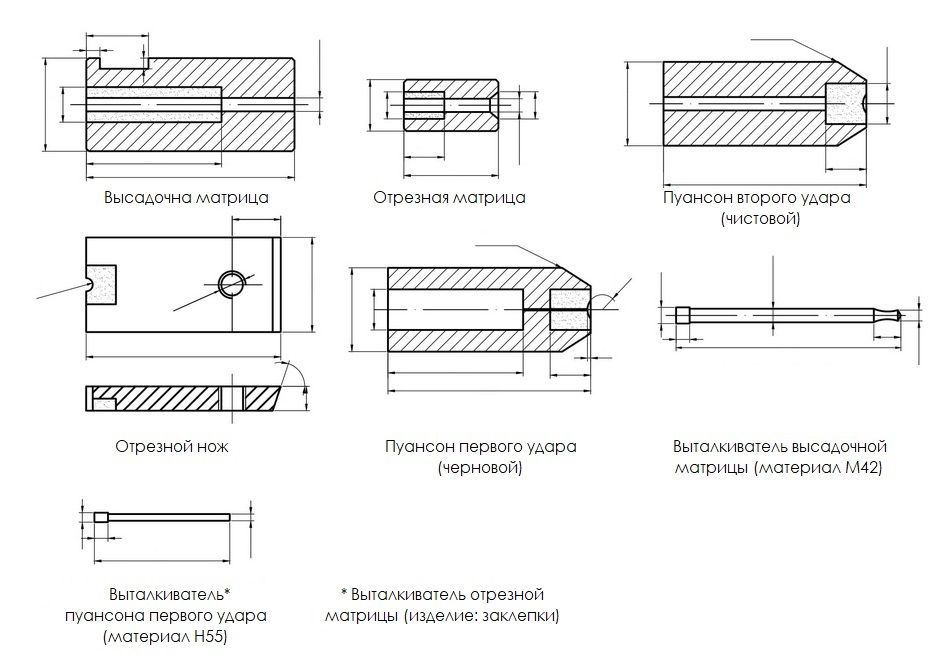
Технология холодной высадки саморезов
Производство заготовок саморезов производится на двухударных однопозиционных автоматах (высадочных станках). Оборудование имеет два пуансона (черновой и чистовой) и одну высадочную матрицу.
Подготовленная проволока устанавливается на разматывающее устройство и подается через систему роликов двухплоскостного рихтующего устройства в приемное отверстие отрезной матрицы. Далее необходимо выставить регулируемый упор на нужную длину заготовки. После этого автомат включается на рабочий ход.
Отрезной нож выполняет рез и прижимными лапками переносит заготовку на позицию высадки где заготовка подхватывается торцом чернового пуансона, заталкивается в высадочную матрицу до переднего конца выталкивателя, после чего происходит предварительная высадка головки.
При втором ходе исполнительного механизма происходит поворот инструментальной головки, в результате чего на позицию высадки выставляется пуансон второго удара, окончательно оформляющий головку самореза.
Во время возвратного хода ползуна холодновысадочного автомата его выталкиватель производит извлечение отштампованной заготовки из полости высадочной матрицы, после чего цикл повторяется. Отштампованная заготовка поступает по лотку в приемную емкость.
Производство саморезов в России — компания «PROF-MET»
Ежемесячно в Россию импортируется около 1000 тонн саморезов. Такие огромные объемы объясняются низким уровнем собственного производства саморезов должного качества. На данный момент на нашем рынке продаётся только около 7% саморезов сделанных в России, а остальные приходятся на долю Китая. Но недавно, компания «Северсталь» запустила новую проволоку для саморезов, которая по качеству не уступает мировым аналогам. И наша компания «PROF-MET» освоила производство саморезов именно из этой проволоки. Теперь у вас есть возможность купить саморезы высокого качества оптом от производителя!
Сейчас Вы находитесь на официальном сайте производителя саморезов и мы рады представить Вам выпускаемую нами продукцию. Так же мы можем изготовить на заказ определённый вид самореза, который полностью будет отвечать вашим требованиям и возможностям.
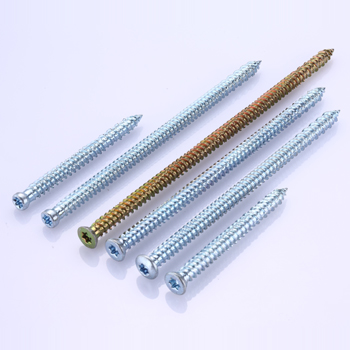
Саморезы оксидированные с крупной резьбой
САМОРЕЗ 3,5/25
- крестообр. шлиц Phillips 2;
- острый наконечник;
- крупная резьба;
- оксидированный;
- с потайной головкой;
- длина 25 мм;
- производство Россия.
Цена 95 руб/кг
САМОРЕЗ 3,5/32- крестообр. шлиц Phillips 2;
- острый наконечник;
- крупная резьба;
- оксидированный;
- с потайной головкой;
- длина 32 мм;
- производство Россия.
Цена 95 руб/кг
САМОРЕЗ 3,5/35- крестообр. шлиц Phillips 2;
- острый наконечник;
- крупная резьба;
- оксидированный;
- с потайной головкой;
- длина 35 мм;
- производство Россия.
Цена 95 руб/кг
САМОРЕЗ 3,5/41- крестообр. шлиц Phillips 2;
- острый наконечник;
- крупная резьба;
- оксидированный;
- с потайной головкой;
- длина 41 мм;
- производство Россия.
Цена 95 руб/кг
САМОРЕЗ 3,5/45
- крестообр. шлиц Phillips 2;
- острый наконечник;
- крупная резьба;
- оксидированный;
- с потайной головкой;
- длина 45 мм;
- производство Россия.
Цена 95 руб/кг
САМОРЕЗ 3,5/51- крестообр. шлиц Phillips 2;
- острый наконечник;
- крупная резьба;
- оксидированный;
- с потайной головкой;
- длина 51 мм;
- производство Россия.
Цена 95 руб/кг
Саморезы оксидированные с частой резьбой
САМОРЕЗ 3,5/25
- крестообр. шлиц Phillips 2;
- острый наконечник;
- крупная резьба;
- оксидированный;
- с потайной головкой;
- длина 25 мм;
- производство Россия.
Цена 95 руб/кг
САМОРЕЗ 3,5/32- крестообр. шлиц Phillips 2;
- острый наконечник;
- крупная резьба;
- оксидированный;
- с потайной головкой;
- длина 32 мм;
- производство Россия.
Цена 95 руб/кг
САМОРЕЗ 3,5/35- крестообр. шлиц Phillips 2;
- острый наконечник;
- крупная резьба;
- оксидированный;
- с потайной головкой;
- длина 35 мм;
- производство Россия.
Цена 95 руб/кг
САМОРЕЗ 3,5/41- крестообр. шлиц Phillips 2;
- острый наконечник;
- крупная резьба;
- оксидированный;
- с потайной головкой;
- длина 41 мм;
- производство Россия.
Цена 95 руб/кг
САМОРЕЗ 3,5/45- крестообр. шлиц Phillips 2;
- острый наконечник;
- крупная резьба;
- оксидированный;
- с потайной головкой;
- длина 45 мм;
- производство Россия.
Цена 95 руб/кг
САМОРЕЗ 3,5/51- крестообр. шлиц Phillips 2;
- острый наконечник;
- крупная резьба;
- оксидированный;
- с потайной головкой;
- длина 51 мм;
- производство Россия.
Цена 95 руб/кг
Компания «PROF-MET» готова изготовить определённый вид самореза под заказ. Звоните!
Оксидированные саморезы черного цвета, имеют блестящую поверхность. Благодаря наличию оксидной пленке, они обладают повышенной устойчивостью к коррозии.
 Различаются оксидированные саморезы по типу резьбы — ее шагу. Редкий шаг (крупная резьба) применяется в основном при работе с деревом, а так же для скрепления деталей из MDF, древесно-стружечных плит (ДСП), ДВП и гипсокартона (гипрок) — это позволяет максимально сохранить их структуру. Частый шаг (мелкая резьба) применяются для скрепления элементов, изготовленных из древесины твердых сортов, а так же для металлоконструкций (каркасов).
Различаются оксидированные саморезы по типу резьбы — ее шагу. Редкий шаг (крупная резьба) применяется в основном при работе с деревом, а так же для скрепления деталей из MDF, древесно-стружечных плит (ДСП), ДВП и гипсокартона (гипрок) — это позволяет максимально сохранить их структуру. Частый шаг (мелкая резьба) применяются для скрепления элементов, изготовленных из древесины твердых сортов, а так же для металлоконструкций (каркасов).
Производимые шурупы имеют плоские или немного вогнутые шляпки, что позволяет полностью входить в соответствующий материал, не выступая над его поверхностью.
При работе с деревянными конструкциями выгодно применять именно саморезы. а не гвозди. Благодаря резьбе, сам крепеж много надежнее, исключено их самовыкручивание со временем, да и сам материал повреждается значительно меньше.
По любым вопросам, связанными с производством и покупками саморезов оптом, обращайтесь в компанию «PROF-MET» (г. Димитровград) по указанным ниже телефонам. Приглашаем Вас к взаимовыгодному сотрудничеству!

ПРОИЗВОДСТВО САМОРЕЗОВ В РОССИИ
Компания «PROF-MET», г. Димитровград, тел. +7 999 723-36-29
Производство саморезов: технология, оборудование
Как начать производство саморезов с нуля и не прогореть? В этой статье собраны самые важные нюансы данного бизнеса и пошаговая инструкция по открытию успешного производства саморезов.
Содержание статьи:
Регистрация
Чтобы зарегистрировать производство саморезов как бизнес, достаточно открыть ИП. Соответствующий код ОКВЭД: 25.94. – «Производство крепежных изделий».
Специальных лицензий не требуется. Важное требование – сырьё должно соответствовать ГОСТу. Для готовой продукции разработаны следующие ГОСТы: 11652-80 – «Винт самонарезающий», 10619-80, 10618-80, 10620-80, 10621-80, 11651-80. Для разных типов винтов свои требования и нормы.
Плюсы предприятия
Почему выгодно организовывать мини-завод по выпуску саморезов:
- Большой «срок годности» продукта. Он может храниться годами, и при отсутствии хороших продаж на старте, вы не потеряете деньги на испортившемся товаре. Главное – обеспечить сухость в месте, отведённом под склад;
- Оптовый сбыт. Подобная продукция закупается исключительно оптом, поэтому нет необходимости работать с мелкими и розничными покупателями;
- Стабильность. В этой нише нет понятия «распиаренности» бренда или жесткой ценовой конкуренции. Как правило, закупщики товара сотрудничают с одним заводом годами. Для получения стабильного дохода требуется наладить продажу в 2-3 места;
- Дешевизна обустройства цеха. Несмотря на дорогостоящее промышленное оборудование, сам цех не требует огромных вложений. Достаточно найти дешёвое помещение на окраине города;
- Отсутствие особых требований к квалификации персонала. Все станки просты в работе и обслуживании, любого работника можно научить ими пользоваться за несколько дней. Не требуется нанимать профессионалов и платить зарплату выше средней.
Помещение
Общая площадь здания для завода – 70 квадратных метров. Цех и станки займут 45 кв. м, склад и подсобные помещения – 25 кв. м.
Выбирайте место за городом, так будет легче получать сырьё и вывозить готовую продукцию на грузовиках, плюс стоимость аренды на окраинах невысока. В месяц такое пространство обойдётся в 400-450 долларов. На ремонт уйдёт примерно 1000 $.
Требования к производственному помещению
- Электросеть 380 В;
- Наличие холодной воды, канализация;
- Потолки от трёх метров;
- Наличие подъездных путей к заводу;
- Душевая и туалет для рабочих.
Технология производства саморезов
На заводе изготовление происходит по методу холодной штамповки.
Основные этапы
Сырьевой материал проходит несколько этапов обработки, прежде чем превратится в готовый продукт:
- Формирование заготовки, или болванки с помощью холодновысадочного станка. На данном этапе изделие приобретает нужную длину, наконечник, головку;
- На резьбонакатном станке нарезается стержневая резьба.
Для повышения качества продукции можно добавить процессы закаливания поверхности для повышения прочности изделия и антикоррозионную обработку. После этого товар упаковывается. Распространена фасовка по полиэтиленовым пакетам по 250, 500 и 1000 штук.
Ассортимент
Хороший автомат для производства саморезов способен изготавливать несколько типов винтов, отличающихся по таким характеристикам, как длина, резьба и вид головки.
Для повышения спроса стоит выбрать несколько типов: например, универсальные, кровельные, для разных материалов (металл, гипсокартон, древесина), востребованы винты для сэндвич-панелей и оконных профилей.
Лучшее оборудование для производства саморезов
Минимальная комплектация завода состоит из следующих автоматов:
- Волочильный. Металлическая проволока поступает в печь, где протягивается через несколько фильер для формирования полуфабрикатов необходимых размеров;
- Холодновысадочный;
- Резьбонакатный;
- Термозакалочная печь для придания прочности.
Покупать каждый станок для производства саморезов по отдельности не имеет смысла, лучше приобрести укомплектованную линию.
Средняя цена «набора» – 20 тыс. долл. Столько стоит оборудование, выпускающее примерно 60 единиц в минуту. При работе в две смены в месяц можно выпускать 1,8-2 млн штук. Дорогие японские аппараты способны формировать до 300 штук за минуту, но покупать их имеет смысл только при наличии больших предварительных заказов.
Качественная и недорогая линия по производству саморезов предлагается тайваньскими компаниями LianTeng и FOB, хорошие автоматы продаёт одесская компания Купра. Стоимость европейского оборудования – от 30 тыс. долл.
Сопутствующие затраты: ящики для хранения готовых изделий, мелкие инструменты (перчатки, вёдра, лопаты и пр.) – в районе 100 $.
Сырьё для изготовления саморезов
Лучшее сырье для изготовления методом холодной штамповки – проволока из стали (нержавеющей, высокоуглеродистой) или латуни. Обычно расходный материал покупается в виде бобин с намоткой, реже – в виде уже нарезанных заготовок необходимой длины. Лучшие марки стальной проволоки — СТ 08 КП и СТ 10 КП.
Стоимость материала – в районе 600-700 $ за тонну. Из одной такой бобины изготавливается около 500 тысяч единиц товара. В месяц понадобится 3-4 тонны проволоки общей стоимостью до 3000 $.
Персонал
Для быстрой окупаемости вложений необходимо организовать работу цеха в две смены: по два работника в каждую. Вести бухгалтерию пригласите внештатного специалиста. Функции управляющего поначалу стоит взять на себя.
Вместе с уборщицей получается пять штатных сотрудников. Зарплатный фонд – около 2000 $ в месяц.
Сбыт товара
Готовый продукт лучшего всего предлагать фирмам, занимающимся ремонтом и строительством, мебельным фабрикам, крупным магазинам стройматериалов и крепёжных приспособлений.
Это предприятия, которые закупают большие оптовые партии. С мелкими заказами (менее 100 тысяч единиц) работать нерентабельно.
Затраты и прибыль
Открывать подобное дело нужно с детального расчёта затрат и будущей прибыли.
Капитальные вложения в дело
- Процедура регистрации – до 40 $;
- Аренда помещения на три месяца + ремонт – 2300 $;
- Покупка и монтаж аппаратуры – 21 000 $;
- Приобретение сырья на первый месяц – 3000 $.
Итого – около 26 000 $.
Ежемесячные затраты
- Аренда – 450 $;
- Стальная проволока – 3000 $;
- Зарплата – 2000 $;
- Коммунальные расходы и оплата логистики – 300 $.
Итого – примерно 5700 $.
Выпуская в месяц 1,7-2 млн винтов по оптовой цене 4,6-5 $ за тысячу штук, получаем выручку в районе 8500-9000 $. Чистая ежемесячная прибыль – примерно 3000 $.
Производство саморезов как бизнес — идея очень выгодная. Огромный плюс – возможность масштабировать бизнес, докупить оснащение и работать с более крупными заказчиками.
Понравилась статья? Поделитесь с друзьями: