Технологический процесс производства стальных дверей
Главная » Технологический процесс производства стальных дверей
 Преимущества металлических дверей
Преимущества металлических дверей
 Преимущества металлических дверей
Преимущества металлических дверейВ отличие от дверей, изготовленных из других материалов, стальные двери обладают рядом преимуществ. При правильной обработке и уходе, конструкции из металла служат гораздо дольше, меньше подвержены износу в процессе эксплуатации, а также механическим повреждениям. Высокая прочность их конструкции служит надёжной защитой от проникновения злоумышленников.
Также при пожаре такая дверь не позволит перекинуться огню из одного помещения на другое. Современные технологии производства и материалы создают герметичное перекрытие входа с высокими показателями тепло- и звукоизоляции.
Технологии изготовления делятся на две основные категории:
- Кустарное производство с преимущественным использованием примитивных подручных средств;
- Производство в заводских условиях. Применяются специализированные станки и высококвалифицированный персонал.
Возможно также комбинированное использование этих процессов, что также даёт хорошие результаты.
Кустарное изготовление дверей
До недавнего времени львиная доля всех металлических входных дверей производилась только по этой технологии. Недостаток заводских мощностей и современного оборудования дал возможность мелким предпринимателям организовать небольшие цеха с использованием минимального набора инструментов. Достаточно было иметь ручной электродуговой сварочный аппарат, «болгарку», дрель и ещё несколько нехитрых инструментов.
Из стандартного металлопроката вырезались части нужного размера, сваривались вручную, шлифовались, красились и собирались. Так как подобный процесс очень ограничивает возможности мастера, изделия имели грубоватый внешний вид, подходящий для гаражей или промышленных помещений. Ставились они также на дома и квартиры, но эстетическая составляющая оставляла желать лучшего. Время на их изготовление уходило много, требовались большие трудозатраты что повышало стоимость изделия.
Производство стальных дверей индустриальным методом
 Производство стальных дверей индустриальным методом
Производство стальных дверей индустриальным методомС ростом благосостояния людей повышались и требования к внешнему виду входных дверей. Полностью реализовать эту потребность стало возможным только применяя современные технологии. Рассмотрим более детально процесс индустриального изготовления входных дверей. Он подразделяется на следующие этапы:
- Отборка металлопроката в зависимости от назначения;
- Разметка и вырезание стальных заготовок;
- Подготовка и обработка заготовок;
- Сваривание конструкции;
- Сборка, подгонка и контроль качества;
- Очистка и окрашивание;
- Монтаж дверной фурнитуры.
Первый этап. Подготовка
На этом этапе металлопрокат подвергается тщательной проверке на предмет заводского брака: деформации, трещин, газовых пузырей и пр. Выполняется очистка от коррозии и окалины. Производится контроль толщины металла и его марки.
Второй этап. Вырезание
Он представляет собой обрезку и раскрой дверного полотна и деталей коробки под нужный размер. Изготовление дверей стандартных размеров стоит дешевле и занимает меньше времени, однако существует возможность заказать дверь с индивидуальными параметрами.
Для раскроя используется стационарный станок под названием гильотина. На нём выполняют обрезку листа для передней и задней части дверного полотна, а также нарезка частей для коробки и других монтажных элементов. При этом линия среза получается ровная и практически не требующая дополнительной обработки.
Для данной операции применяют также плазменный резак, позволяющий выполнять не только прямолинейную обрезку, но и выкройку деталей со сложным контуром. Однако линия реза при этом получается не столь ровная как на гильотине и нуждается в дополнительной обработке. Некоторые цеха оснащаются полностью автоматической системой раскроя, под названием координатно-пробивной пресс. В нём достаточно внести программу с параметрами требуемых элементов, и станок самостоятельно вырежет все детали, а также отштампует нужные отверстия для ручек, замков, глазка и т. п.
Координатно-пробивной пресс есть далеко не везде, поэтому при его отсутствии пользуются комбинированными пресс-ножницами. С их помощью также вырезаются круглые и овальные технические отверстия специальными конусами. Под прессом также вырубаются небольшие детали, из которых изготавливают дверные усилители, выполняющие функцию рёбер жёсткости.
Третий этап. Сгибание
 Третий этап. Сгибание
Третий этап. СгибаниеНа этом этапе края заготовок обрабатываются, ровняются и шлифуются. Таким образом устраняются неровности, заусеницы и прочие погрешности предыдущих этапов. Далее они отправляются на гибочный станок. В отличие от смонтированных из готового металлопрофиля дверей и коробок, в данной конструкции профильные части изготавливают из цельного стального листа и выгибают на станке. В результате получаются четыре профильные перемычки дверной коробки: две вертикальные и две горизонтальные. Таким же образом изготавливают стойки дверного полотна и его усилители.
Четвёртый этап. Сварка
Вырезанные и выгнутые по размеру составные части конструкции свариваются вместе. Соединяются детали коробки и к ним привариваются дверные петли. На специальном стенде на лицевой стальной лист привариваются уголки дверного полотна, к ним крепятся элементы рёбер жёсткости, придающие крепость конструкции. Для соединения металлических частей используется точечная сварка. Она не создаёт грубых швов и при этом надёжно скрепляет между собой детали. Кроме того, она выполняется очень быстро, что позволяет существенно сократить время производства. Далее сваренная конструкция тщательно обрабатывается и шлифуется, с неё удаляется окалина от сварки.
Пятый этап. Спаривание
На этой стадии дверное полотно соединяют с коробкой. Выполняется тщательная подгонка и выравнивание, производится замер и правка зазоров.
Шестой этап. Покраска
Все части двери помещаются в специальную камеру, где они проходят тщательную мойку, очистку и предпокрасочную подготовку. Для этих целей используется фосфатный раствор. Он очищает металл и покрывает его тонкой плёнкой, предотвращающей коррозию.
Далее подготовленную конструкцию окрашивают с помощью краскопульта. Краска не только придаёт поверхности эстетически привлекательный вид, но и защищает от механических повреждений.
Седьмой этап. Установка гарнитуры
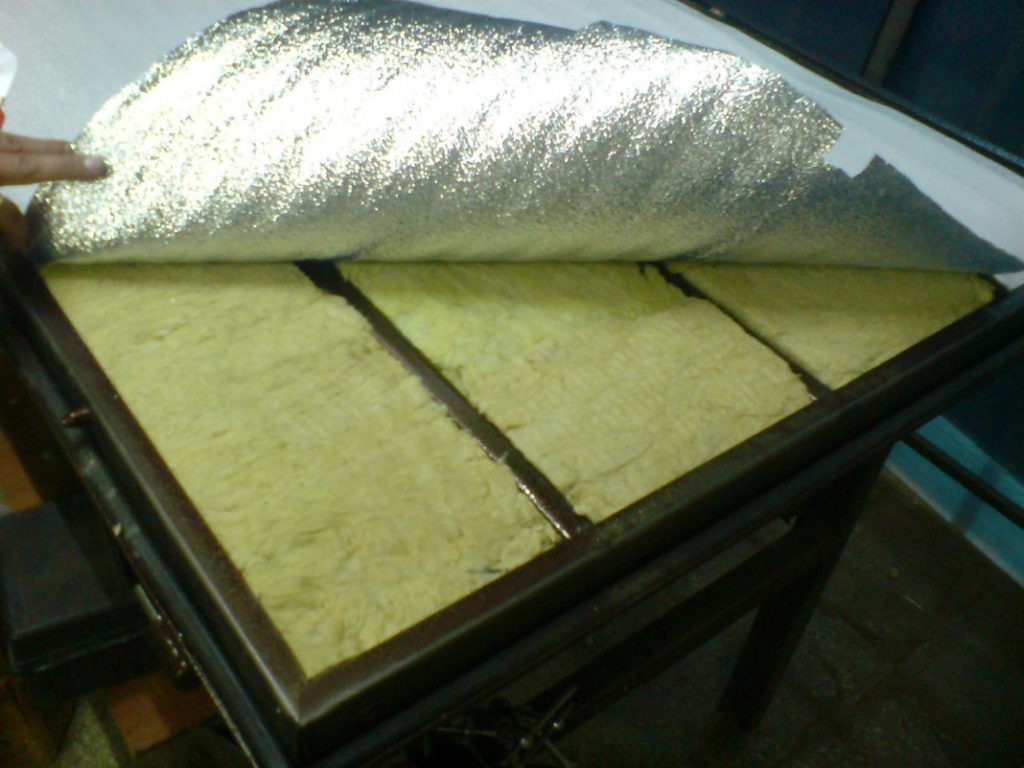
Внутреннее пространство дверного полотна наполняется минеральной ватой, устанавливаются замки, ручки, глазок. Для придания стильного внешнего вида крепятся панели из пластика или другого материала. После этого тщательно проверяется работа замков и герметичность прилегания уплотнителя.
Технология изготовления входной металлической двери. Этапы производства металлических дверей. Оборудование и материалы для изготовления металлических дверей своими руками
Популярность стальных входных конструкций обусловлена в значительной степени их впечатляющими эксплуатационными и эстетическими параметрами. Однако, добиться подобных характеристик далеко не просто и возможно лишь при тщательном соблюдении качества работ на всех технологических этапах производства. Его завершающей стадией выступает сборка металлических дверей. Очевидно, что выпуск надежного и долговечного изделия попросту невозможен без грамотного монтажа отдельных элементов, частей и деталей в единую конструкцию.
Последовательность изготовления стальных дверей
При всей важности технологических операций, происходящих, когда осуществляется сборка и сварка металлической двери, процесс изготовления начинается намного раньше. Он представляет собой несколько последовательно выполняемых действия, от каждого из которых зависит успех конечного результата.
Технологически производство стальной входной конструкции состоит из следующих основных стадий:
- подготовительные работы:
- создание общего эскиза и дизайна изделия;
- разработка каждого отдельного элемента, детали и узла;
- написание программного обеспечения для станков с ЧПУ
- изготовление:
- подготовка стальных листов необходимого размера;
- выполнение на станках с ЧПУ отверстий под петли, замки и другие комплектующие;
- изготовление на штамповочном прессе основных несущих элементов конструкции, к которым относятся коробка, стойки, ребра жесткости и стойки;
- сборка входных металлических дверей;
- отделка готовых к монтажу изделий.
Каждая из описанных выше операций представляет собой сложный технологический процесс, который, в свою очередь, также может быть разбита на последовательно выполняемые действия. При этом необходимо учесть, что приведенная схема предполагает изготовление типовой входной конструкции. Если требуется произвести металлическую дверь нестандартных габаритов, требуется еще большее количество операций.
Основные этапы процесса сборки

- монтаж отдельных элементов и деталей конструкции в единое изделие;
- так называемая рихтовка, которая подразумевает придание изделию товарного вида до выполнения финишной отделки.
На первом этапе сначала собирается несущий каркас стальной конструкции, который завершается установкой ребер жесткости и сваркой полотна. Далее монтируются замки и другие защитные приспособления, например, противосъемные штыри. Затем осуществляется заполнение внутренней полости створки и, при необходимости, элементов коробки утеплителем, который одновременно выступает и в качестве звукоизоляции. После этого полотно обшивается двумя стальными листами, а в завершении этапа выполняется установка лицевых элементов и деталей изделия.
На этапе рихтовки, которым всегда оканчивается сборка входной металлической двери, обрабатываются сварные швы, стыки конструктивных частей, а также снимается окалина, поверхности выравниваются, убираются заусеницы. После этого изделие готово к отделке.
Необходимое оборудование
 Обязательным условием, необходимым для того, чтобы сборка входной металлической двери была выполнена успешно и с надлежащим качеством, является использование современного высокоточного оборудования. Залогом эффективной деятельности практически всех наиболее серьезных отечественных компаний, занимающихся производством стальных входных конструкций, выступает постоянное совершенствование используемых технологий, которое попросту невозможно без регулярной модернизации станков и других инструментов.
Обязательным условием, необходимым для того, чтобы сборка входной металлической двери была выполнена успешно и с надлежащим качеством, является использование современного высокоточного оборудования. Залогом эффективной деятельности практически всех наиболее серьезных отечественных компаний, занимающихся производством стальных входных конструкций, выступает постоянное совершенствование используемых технологий, которое попросту невозможно без регулярной модернизации станков и других инструментов.
Более того, помимо уже упомянутого оборудования с ЧПУ, в настоящее время многие российские компании используют полуавтоматические производственные линии для сборки стальных водных конструкций. Они обычно состоят из:
- станка, предназначенного для резки металла;
- мощной сварочной машины;
- специального листогибочного пресса.
Для работы на подобном полуавтоматическом высокоточном оборудовании требуется высокая квалификация и хорошая обученность персонала, наличие которого выступает еще одним обязательным условием выпуска конкурентоспособной на современном строительном рынке продукции.
Подобно тому, как театр начинается с вешалки, знакомство с домом происходит с входной двери. И хотя ее основная функция заключается в защите, не последнюю роль играют эстетические качества изделия. Наиболее надежными, очевидно, являются дверные конструкции из металла, защищающие как от злоумышленников, так и от негативного воздействия внешней среды. Современные модели входных дверей радуют хозяев и гостей не только высоким качеством, но и эффектным внешним видом, отлично дополняющим любой интерьер. Но как они изготавливаются?
Производство дверей — сложный процесс. От используемых технологий изготовления зависят надежность и долговечность конечного продукта. Чтобы выбрать действительно качественную дверь, следует знать об особенностях производства этих изделий.
Этапы производства металлических дверей: современные технологии и подходы
Первое, на что нужно обратить внимание, — это используемые методики производства. Ведь они определяют не только скорость изготовления двери, но и ее конструктивные особенности, точность подгонки деталей друг к другу и в целом — качество. Известно три подхода к изготовлению дверей. Это:
- Кустарный метод. Он основан на ручном труде с минимальным использованием оборудования. Недостатками такого подхода являются длительность изготовления изделия, большие трудозатраты, высокие требования к квалификации мастеров, отсутствие высокотехнологичног
Производство металлических дверей: Изготовление и Установка входных
Двери изготавливают из различных материалов. Однако изделия из металла обладают важным преимуществом: они крепкие и надежные. Но такие входные конструкции будут защищать помещение от злоумышленников и радовать глаз своим внешним видом только в том случае, если они изготовлены правильно, из надежных материалов. Качество фурнитуры определяет удобство использования конструкции. Создание входных систем – сложный, многостадийный процесс. Далее, рассмотрим, как осуществляется производство металлических дверей, и что для этого используется.
Способы производства

Метод изготовления дверей определяет его качество, особенности конструкции, возможность контроля на всех этапах, точность изготовления. Также от способа производства зависят масштабы и скорость выполнения заказов, модельный ряд и так далее.
Существует три варианта изготовления металлических дверей:
- Ручной или кустарный. В этом случае применяется минимальное количество инструментов и оборудования, все операции выполняются людьми. Из-за этого каждую модель изготавливают долго. Чтобы сделать качественное изделие, нужно содержать штат высококвалифицированных сотрудников, что довольно затратное дело. Чем больше ручного труда, тем больше шансов на ошибки, неточности, появление дефектов. Это относится к недостаткам способа. Главный плюс такого производства – возможность изготовления двери по индивидуальным параметрам: размерам, отделке. Другой такой входной системы не будет ни у кого.
- Индустриальный или промышленный. При этом практически весь процесс автоматизирован, основные операции выполняются при помощи роботехники. Современные производственные линии укомплектованы точным оборудованием. При таком подходе исключаются дефекты, погрешности. Качество товара всегда на высоте. Этим способом можно выпускать продукцию достаточно быстро и точно, создавая широкий ассортиментный ряд.
- Комбинированный. В этом случае применяются полуавтоматические линии на производстве, где используется точное оборудование, но часть операций по изготовлению железных входных дверей выполняется в ручном режиме. Такой метод намного лучше и точнее, нежели кустарный. Однако по скорости изготовления он не такой быстрый, как индустриальный.
Этапы производства

Независимо от метода изготовления железных дверей, все они предусматривают одинаковые этапы производства.
Изготовление входной конструкции состоит из:
- Подготовки. Эта стадия включает подборку материалов. Также на этом этапе осуществляется подготовка и резка частей, их гибка (полотна и короба).
- Сборки. На этом этапе происходит сваривание конструкции из металла.
- Отделочных работ. Поверхность готовят к отделке, производится покраска, облицовка и другие необходимые операции.
- Контроля. Конструкция проверяется на взломостойкость, надежность.
- Установки фурнитуры. Под дверь подбирают петли, замки, ручки, глазок и другие комплектующие, происходит их установка.
У каждого из этапов есть свои особенности.
Выбор материалов и их подготовка

Главное назначение входных дверей – это защита. Поэтому материал должен обладать прочностью, при этом не разрушаться от климатических факторов и быть достаточно привлекательным. Всем этим требованиям отвечает металл. Чаще всего для изготовления стальных дверей применяют сталь. Материал проходит тщательный контроль перед началом производства.
В дверном деле применяют углеродистую сталь двух разновидностей:
- Горячекатаную. Это более доступный по стоимости вариант металла. Но такой материал больше подвержен коррозии, конструкции из него не отличаются долговечностью. Для получения горячекатаной стали металл сильно нагревают и формуют листы.
- Холоднокатаную. Обработка такого металла происходит при комнатной температуре, нет никакого нагревания. Разновидность стали более дорогая, но зато материал более пластичный, его легче обрабатывать, лучше создаются точные углы. Холоднокатаная сталь более стойкая к коррозии.
Кроме вида металла, при изготовлении стальных входных дверей имеет большое значение толщина листов. С одной стороны, чем больше этот показатель у металла, тем он прочнее, дверь сложнее сломать. Но чем толще листы, тем более увесистой получается створка. Примерно по 8 кг добавляет она в весе при увеличении толщины листа на каждый мм. В этом смысле нужно придерживаться золотой середины и выбирать металл, в зависимости от назначения помещения.
Для хозяйственных построек достаточно купить дверь из стали 0,8-1 мм. Если это офис, где важна сохранность имущества, стоит выбирать конструкцию с толщиной листов в 1-1,2 мм. Для жилых помещений лучше не экономить и выбрать дверь из стали в 1,2-1,5 мм, для загородного дома можно покупать входную систему из листов в 2 мм.
Кроме собственно листов, в дверном полотне предусмотрены ребра жесткости, изготовленные из металла. Они не позволяют створке искривляться, обеспечивают прочность конструкции, защищают ее от прогибания при взломе. Для ребер жесткости необходима труба с сечением в виде квадрата либо уголок. Их монтирую горизонтально, вертикально либо комбинируют оба варианта. Дверь тем прочнее, чем больше она содержит ребер жесткости.
Подготовка материалов для изготовления входных металлических дверей включает такие операции:
- Резка. Для максимально точного и быстрого раскроя металлических листов используют гильотинные ножницы. Детали вырезают или вырубают, пробивают в них необходимые отверстия.
- Прессование. Оно происходит в автоматическом режиме. За счет этого процесс производства выполняется достаточно быстро. Заготовки при помощи пресса формуются, в них появляются необходимые ниши. Чтобы создавать сложные профили, в прессах предусмотрены револьверные механизмы.
- Гибка. После того, как листы разрезаны и отпрессованы, они обязательно проходят гибку на станках. С их помощью формируют ребра жесткости, наличники и другие элементы конструкции. В основном на производстве применяют прессы гидравлической разновидности.
Сварка конструкции

В процессе изготовления (производства) входных металлических дверей обязательно применяется сварка. Для этого металл должен быть качественным, в противном случае швы получатся грубые и неровные. Технология применяемой сварки и способ обработки зависят от особенностей конструкции.
Обычно использую две разновидности сварки:
- Традиционная. Она предполагает применение в производстве профильной трубы либо уголков. Довольно затратный с точки зрения человеческих ресурсов способ, но он позволяет создавать изделия нестандартных размеров или особых конструкций. Готовая дверь будет иметь значительную массу.
- Гибочно-сварочная. С целью снижения затрат на человеческие ресурсы применяется полная автоматизация сварочного процесса. Это обеспечивает точность работ, исключает любые дефекты и возможность брака.
После того, как основная часть конструкции готова, переходят к внутреннему наполнению створки и отделочным работам.
Отделочные работы

Этот этап производства железных дверей можно разделить на три части:
- Заполнение створки изнутри. Для входной двери, в отличие от межкомнатной перегородки, большое значение имеют теплоизоляционные свойства. Утеплитель должен еще и шум поглощать, чтобы пребывание в помещении было максимально комфортным. Для этого внутри створки укладывают в один либо несколько слоев изоляционные материалы, что определяет толщину двери. Наиболее дешевый, но малоэффективный вариант – гофрированный картон. Также использую как утеплитель базальтовую или стекловату, пенопласт. Наиболее эффективными и востребованными материалами являются минеральная вата и пенополиуретан.
- Внешняя отделка. Листы металла обязательно должны подвергаться защите от коррозии. Для этого заготовку шлифуют, очищают и обезжиривают перед нанесением краски. Ею дверь покрывают при помощи распыления, струйного облива. Чаще применяют молотковую и порошковую краску. Для повышения декоративных качеств используют различные материалы: натуральную древесину, МДФ и ДСП, заменители кожи, шпон, термопленку.
- Монтаж уплотнителя. Когда створка прилегает к дверному коробу, то остаются небольшие зазоры. Их ликвидировать должен уплотнитель, иначе будет появляться сквозняк, в помещение станет проникать холодный воздух снаружи. Уплотнители выпускают из пластика, резины, силикона и даже поролона. Универсальным является резиновый магнитный уплотнитель, его монтируют в один или два слоя для большей надежности. Его сечение (профиль) зависит от толщины зазора между створкой и коробом. Если он минимальный и не превышает 3 м, то подойдет уплотнитель с профилем в виде букв С или К. Если же щель больше (3-5 мм), то устанавливают P или V-образный контур. Для зазора от 5 до 7 мм необходим уплотнитель в форме букв O, D.
Установка фурнитуры

Ну и, конечно же, какое изготовление и установка железных дверей без фурнитуры? Для навешивания створки потребуются петли. Их количество (2-4) зависит от массы полотна: чем она тяжелее, тем больше навесов нужно для ее удерживания.
В металлические двери устанавливают преимущественно замки врезного вида: один или два. Они могут быть одного типа либо же иметь различный механизм работы (цилиндровые, сувальдные).
Вместе с замками устанавливаются дверные ручки, чаще они нажимного вида.
Для удобства пользования необходим глазок с хорошим углом обзора.
Чтобы максимально защитить дверь от взлома, на нее устанавливают противосъемные штыри, а также броненанкладки на замки. Они предотвращают возможность высверливания запирающих механизмов, могут иметь толщину от 1,5 до 4,5 мм.
Торговые марки

В продаже можно встретить металлические входные системы от разных производителей.
Наиболее известные изготовители металлических дверей:
- «Форпост». Это бюджетная марка за счет применения металла небольшой толщины. Изделия стандартных размеров и комплектации.
- «Торэкс». Линейка включает модели от эконом до премиум класса, ассортимент очень широкий. Применяется сталь толщиной 1,5 мм, все двери, кроме замков, имеют дополнительно защелку.
- «Эльбор». Эта компания предлагает конструкции классического дизайна с хорошими защитными свойствами, а также высоким классом устойчивости ко взлому. Декоративные панели на двери легко можно сменить.
- «Гардиан». У этой марки основной ассортимент – это изделия премиум класса. Они отличаются респектабельным дизайном и высокой прочностью, что достигается за счет ребер жесткости в форме трапеции. Также к достоинствам бренда относятся два контура уплотнителя, которыми они оборудуют свою продукцию, и широкий ассортиментный ряд.
Также к популярным маркам относятся двери «Бастион», биметаллические изделия фирмы «Оплот». Двери «Легран» хороши тем, что при их изготовлении применяется сталь в 1,5 мм и современные МДФ панели. Позитивные отзывы потребителей получили двери «Герда», которые существуют на рынке более 20 лет, а также итальянский бренд «Dierre»: они изготавливают даже умные двери. «Gardesa» – еще один популярный итальянский бренд с отличным дизайном. Можно посмотреть производство стальных дверей на карте. Там представлены все вышеперечисленные компании.
Производство стальных входных дверей – сложный и ответственный процесс. Любые неточности в технологических операциях приводят к тому, что входные конструкции быстро выходит из строя. Автоматизированные линии и современное оборудование полностью исключают появление дефектов и минимизируют ручные операции, позволяют быстро изготавливать заказы.
Как изготовить металлическую и железную дверь своими руками
В магазинах можно выбрать металлические двери разных моделей и размеров. Они могут быть входными и межкомнатными. Можно смастерить дверь самостоятельно. Для этого нужны материалы, инструменты, умения и навыки работы с железом.
Преимущества самодельной двери
Изготовление металлической конструкции своими руками имеет ряд преимуществ перед покупкой готовых изделий. При минимуме затрат можно получить входную дверь в квартиру без переделок дверных проемов. При самостоятельном изготовлении металлических дверей необходимо соблюдать правила безопасной работы, на каждом этапе все операции выполнять аккуратно и точно. Преимущества:
- выбирая самостоятельно материал для изготовления, можно быть уверенными в его качестве;
- можно сделать с индивидуальным вариантом отделки;
- смастерить железную дверь можно в бюджетном варианте.

При самостоятельном изготовлении можно сэкономить много времени.
Замеры и чертежи

Изготовление металлических дверей своими руками начинается с составления простейших чертежей. Для этого делаются замеры дверного проема. Ширина измеряется в нескольких местах. Затем выбирается минимальное значение. Из полученной цифры вычитается 1,5-2 см. Такого размера должны оставаться зазоры между дверной коробкой и стенками проема. Размер переносится на чертеж. Аналогично измеряется высота будущего изделия. По полученным данным производится заготовка профиля или уголка для сварных работ.
Инструменты и материалы
Самостоятельная сварка металлических дверей обходится дешевле, чем приобретение готового изделия. Но нельзя смастерить железную дверь без навыков владения инструментами и сварочным аппаратом. Для работы необходимо приготовить следующие инструменты и материалы:
- металлический профиль или уголок;
- полотна двери из листов металла;
- стальной лист толщиной 2 мм или более;
- строительные петли;
- фурнитура для дверей: замки и ручки;
- электрическая дрель;
- строительная пена;
- анкерные болты или другой крепеж;
- болгарка, оснащенная диском;
- сварочный агрегат;
- шпон;
- облицовочный материал.
Могут понадобиться и другие инструменты. Это зависит от модели свариваемой конструкции. Хорошо, если в домашней мастерской имеется верстак и несколько струбцин.
Этапы сборки стальных дверей

Железная дверь своими руками в домашних условиях создается в несколько этапов:
- изготовление металлического каркаса изделия;
- создание прочного дверного полотна;
- установка качественных замков и ручек;
- обшивка поверхностей.
Стандартные размеры дверной рамы: ширина — 90 см, высота — 2 м. При выполнении этих условий можно смастерить железную дверь своими руками.
Этап 1: свариваем лутку
Для изготовления двери из профильной трубы или из уголка в квартиру или в частный дом нужно материал нарезать. В сечении профиль должен быть около 50х25 мм. Заготовки нарезаются в соответствии с размерами на чертеже и укладываются на сварочный стол. Следующая операция — замеры диагоналей. Обе они должны быть обязательно равными. Когда добились таких показателей, можно начинать сварку. Готовую работу еще раз проверяют: измеряют диагонали, размеры по внутреннему пространству. Если работа проведена грамотно и правильно, зачищаются сварные швы.

Этап 2: рама под дверное полотно
Полотно должно в дверной коробке располагаться на небольшом расстоянии от ее внутренних кромок. Лист полотна при этом должен выступать за внешние края рамы. Сварка конструкции ведется короткими швами. Их длина — до 4 см. Располагаются они на расстоянии 15-20 см друг от друга. После сварочных работ и проверки геометрических параметров швы зачищаются болгаркой и шкуркой.

Этап 3: крепление листа
Вырезанный лист стали приваривается к готовому каркасу. На прихлоп будущей двери нужно оставить примерно 10 мм с каждой стороны. Лист нужного размера накладывается на раму и приваривается. Работа начинается с петлевой части двери. Сварка ведется с наложением швов внутри полости. Полотно приваривается по всему периметру. Для придания изделию большей крепости можно воспользоваться установкой ребер жесткости. Работа заканчивается чисткой швов и окраской дверного полотна. Окраска хорошо защищает металл от коррозии.

Этап 4: как приварить петли
Петли для металлических изделий выполняются из стальных прутьев диаметром около 2 см. Привариваются петли к каркасу и к полотну. Половинки петель должны совпадать друг с другом. Для этого необходимо тщательно вымерять расстояние при их установке. При соблюдении этого условия дверь легко наденется на коробку и будет хорошо закрываться и открываться. После сварки проверяется параллельность профилей с каждой из сторон собранной двери. Обязательно нужно проводить антикоррозийную обработку.

Этап 5: врезаем замок
Конструкция почти готова. Осталось вставить в нее замки. Рекомендуется выполнить монтаж двух замков разного типа. Для входа ригеля запорного механизма нужно сделать отверстия в уголке. В полотне необходимо оформить отверстия и прорези для крепления корпуса замка. Это делается самим мастером вместе с отверстиями для ключей и ручек.
Этап 6: облицовка и утепление
Для придания изделию красивого внешнего вида и теплозащитных качеств выполняется утепление дверей и внешняя облицовка. Для облицовки используются разные материалы: винилискожа, искусственная кожа, пленка ПВХ, дерматин, дерево и многое другое. Пленка ПВХ может быть с имитацией фактуры дерева. Некоторые хозяева красят изделия в нужный цвет и украшают их коваными декоративными элементами. Используются и профилированные листы металла или элементы из мягких материалов.
Для утепления и улучшения шумоизоляционных свойств можно использовать фольгоизол. Он укладывается внутрь дверного полотна, на нем размещают слой минеральной ваты, полиуретана, пенопласта или другого утеплителя. Оставшиеся щели заполняются герметиком. Для улучшения шумоизоляции наклеивается резиновая полоса. Весь пакет утепления и изоляции закрывается листом фанеры или МДФ, крепящимся к конструкции на шурупы или на жидкие гвозди.
Этап 7: установка
Монтаж готовой дверной конструкции выполняется двумя разными способами. Входная дверь может располагаться в единой плоскости со стеной. В другом случае на стене с внутренней ее стороны имеются откосы большой ширины. Чаще всего двери устанавливаются с помощью металлических пластин. Они крепятся к коробке в трех местах по ее длинным сторонам. Проем очищается от посторонних предметов и мусора. Дверь устанавливается и выравнивается по уровню и отвесу. Для этого используются деревянные или пластиковые клинья.
Перфоратором изготавливаются крепежные отверстия в стене. В них забиваются прутья из металла длиной 10-15 см. Вместо прутьев можно использовать анкерные болты. Монтаж делается так: самому хозяину нужно многократно проверить качество установки. Неправильный монтаж приведет к заеданию или к заклиниванию замков. Перед заполнением зазоров монтажной пеной нужно обязательно проверить легкость срабатывания запорных устройств. Если все работает хорошо, пустоты заполняются пеной.

В тех случаях, когда дверь устанавливается внутрь стены, применяется монтаж с помощью анкерных креплений. Для закрепления двери в этом случае используется сварочный аппарат. Готовая дверная конструкция устанавливается в проем и закрепляется клиньями. В вертикальных стойках коробки просверливаются по 3 отверстия. Через них в стену нужно вбить отрезки стального прута длиной 10-12 см. Оставшиеся концы привариваются к раме. После этого еще раз проверяется работа замков, пустоты заполняются монтажной пеной.
Технология изготовления и установки двери при точном выполнении всех требований несложная. Следует учесть, что смастерить дверь своими руками легче, если при сварке используются 2-3 струбцины. Если приходится варить дверную конструкцию впервые, не стоит огорчаться ее некрасивому виду. Внешний вид можно изменить при облицовке поверхностей. Декоративные накладки скроют все огрехи неумелого мастера. Следующее изделие будет намного лучше.

Не стоит брать в работу толстый лист металла. Изделие будет тяжелым. Достаточно толщины 1,5-2 мм. Профилированная труба тоже должна быть с толщиной стенок 1,5 мм. Для дверного полотна нужно использовать не менее 4 горизонтальных перегородок. После нарезки элементов торцы их следует хорошо обработать. Всю ржавчину с заготовок удаляют металлической щеткой и наждачной бумагой с крупным зерном. Приваривать их к листу металла нужно мелкими швами, расположенными в 10-12 см друг от друга.
Готовое изделие нужно обезжирить и покрыть двумя слоями грунтовки. После высыхания дважды покрасить изделие краской. Срок службы самодельных металлических дверей не меньше, чем купленных в магазине.
Производство стальных дверей на российских заводах
Продукция, которую изготовит завод стальных дверей, выгодно будет отличаться от самостоятельно сделанных конструкций. Качественная входная дверь должна сочетать надежность и респектабельный внешний вид, а также, обладать рядом важных эксплуатационных качеств: взломостойкость, шумоизоляция, теплоизоляция, прочность конструкции и устойчивость к разнообразным внешним воздействиям.
На рынке представлен огромный выбор стальных дверей, как зарубежных, так и российского производства. Большой плюс отечественных производителей – это изготовление дверей на заказ по индивидуальным параметрам, огромный выбор видов отделки и сравнительно невысокая цена.

Оборудование для изготовления металлических дверей
В основном, изготовление железных дверей производят двумя способами: на полностью автоматизированных линиях крупных заводов, где на одну дверь уходит до 10 минут и полуавтоматические линии с применением ручного труда.
В первом случае, главным плюсом является низкий показатель брака, из-за отсутствия человеческого фактора, и объемы производства: за сутки такое предприятие способно произвести до 500 дверей!
К минусам можно отнести высокую стоимость оборудования и его обслуживания и величину требуемой производственной площади.
На полуавтоматических линиях дело идет медленнее – те же сутки тратятся на изготовление всего 20 металлических дверей, или даже меньше. Здесь возрастает потребность в квалифицированном персонале, но, несмотря на это, процент брака значительно превышает показатель автоматизированного производства. К плюсам можно отнести вполне подъемную величину стартового капитала для закупки оборудования и небольшие площади, требуемые под производство.
Вырезка выкроек и заготовок из стального листа
Производство металлической двери начинается с тщательных замеров и выбора самого металла. После попадания на завод листы стали тщательно проверяются на наличие деформаций и коррозии и хранятся отдельно в специально оборудованных помещениях. Оптимальная толщина стального полотна 2-3мм. По желанию заказчика, изготовление двери также выполняется из 5-ти мм стали.
Из выбранного листа вырезается заготовка будущей двери с вырезом всем монтажных отверстий для замков и петель. Точность обеспечивается специальной компьютерной программой.

Из этого же листа металлическим штампом вырезаются детали на заготовки для дверной коробки. Помимо стального каркаса в двери так же используются ребра жесткости, которые обеспечивают прочность всей конструкции. Профили располагаются внутри вертикально и горизонтально, что позволяет по максимуму укрепить дверное полотно.
Дверь также можно изготовить не из цельного листа, а путем сварки нескольких стальных полотен. Цена такого изделия будет значительно ниже, так же как и показатели его прочности.
В этом случае применяется бесшовная сварка, чтобы избежать лопнувших швов в процессе монтажа и дальнейшей эксплуатации.
У недобросовестных китайских производителей налажено изготовление продажа дверей из укрепленных листов фольги. Такие изделия легко и быстро взламываются любым бытовым инструментом от ножа до молотка, и установка их целесообразна только на пустых объектах, где нужна лишь минимальная защита, например от атмосферных осадков или диких животных.

Оставшимся заготовкам придают необходимую форму для изготовления дверного профиля на листогибочном станке. Форму изгибов точно выдерживают согласно техническому заданию.
Электродуговой сваркой приваривают петли к стойкам двери и дверной коробки. Соблюдение точных размеров при монтаже обеспечивают струбцины, которые держат петли на нужном расстоянии. Это приспособление называют кондуктор сборки дверной коробки.
Сварка деталей в единое целое
Тем временем происходит сборка или, иными словами, обваривание. Части дверной коробки помещают на стол и укладывают сверху дверное полотно с уголками-усилителями. После того, как конструкцию закрепляют струбцинами, начинается точечная сварка. В местах соприкосновения сварочного аппарата со стальным полотном появляются заклепки из расплавленного металла, свидетельствующие о том, что конструкция надежно скреплена.
При этом строго соблюдается правильная геометрия дверной коробки: все углы – 90°.

Перед тем как пройти технический контроль, где будут проверены все зазоры, сварочные швы и общее качество сборки, происходит шлифовка и зачистка всех соединений, убираются все заусенцы и так называемая «окалина». После чего будущую дверь моют раствором фосфата, который не просто отмывает от грязи и масла, но и покрывает её специальной пленкой, защищающей от ржавчины.
Следующий на очереди – этап покраски. С помощью специального устройства на дверь наносят специальную порошковую краску, которая устойчива к сколам и, конечно, коррозии и отправляют в печь на 30 мин при 210°.
Завершающий этап производства
Параллельно, в другой части цеха готовится внутренняя отделка: выпиливается накладка из плиты МДФ с нанесением рисунка на фрезерном станке. По желанию заказчика эта накладка обтягивается одним из выбранных покрытий: искусственная или натуральная кожа, ламинат, пластик или декоративная пленка. Варианты отделки можно подобрать на любой вкус.
В сборочном цехе начинают процесс сборки с подгона замков, которые дополнительно защищены бронепластинами. Выбор замков не менее важен, чем выбор производителя двери и материала из которого она изготавливается. Оптимальным вариантом считается комбинация двух замков: сувальдного и цилиндрового. В этом случае можно быть уверенным в высоком уровне взломостойкости двери. Также дверь комплектуют глазком и ручками.

Пустоты дверного полотна заполняются минеральной ватой, которая улучшит тепло и звукоизоляционные показатели. В бюджетных вариантах допускается использование пенопласта и других недорогих материалов. В местах прилегания дверного полотна, для защиты от ветра и пыли, укладывают уплотнитель, который так же повышает теплоизоляционные свойства двери.
По торцам двери устанавливают нащельники, которые предназначены для прикрытия притвора конструкции.
Они также устраняют имеющиеся щели и открытые пространства, собирая дверное пространство в единое целое.
Далее следует очередной этап проверки, на котором проверят работу замков и уплотнителя. Если все в порядке, дверь упаковывают и отправляют заказчику для последующей установки.
Монтаж и сервисное обслуживание
Несмотря на то, что этап установки является заключительным, он не менее важен, чем все остальные. Лучше доверить эту работу профессионалам – самим производителям двери. Тогда можно быть уверенным, что установка пройдет с соблюдением всех норм и правил монтажа и новая дверь прослужит верой и правдой долгие годы.
Сейчас все чаще представители российского производства и зарубежные заводы не останавливаются на этом этапе, а предлагают дополнительное сервисное обслуживание. В случае, если утерян ключ, сломан замок или дверная ручка, нет необходимости бегать по магазинам, самостоятельно искать замену и мастера для выполнения работы. Изготовитель двери возьмет все на себя и позаботится и об этом.
Технология изготовления металлических дверей
Двери из металла изготавливаются по разным технологиям, хоть и по единому принципу. И разобраться в нем нужно. Только в этом случае можно выбрать оптимальную модель, не ориентируясь только на советы консультантов в магазинах. Перед вами основные сведения о производстве дверей. Информацию и образцы для статьи предоставили компания по производству стальных дверей «Т-Сталь».
Оборудование и материалы
 Листовой металл
Листовой металл
В качестве материалов используют листовую сталь, профили или уголки разных размеров и толщины, набор комплектующих (дверной фурнитуры: петель, ручек, замков, глазков и т.д.). Качество двери зависит как от прочности и толщины стали, так и от качества фурнитуры (прежде всего, запорных механизмов).
Материалы обрабатываются на оборудовании разного типа:
- Автоматизированном. Такое оборудование используют предприятия, выпускающие больше 200 дверей за рабочую смену.
- Полуавтоматическом. Это станки для резки, сварочные аппараты, листогибочные прессы, покрасочные камеры. При полуавтоматическом производстве ниже процент брака, но и производительность меньше – до 17–20 изделий на одной линии.
- Механическом. Это набор ручного инструмента: болгарка, токарный и фрезеровочные станки, специальная гильотина и т.д. Используется такое оборудование крайне редко. На предприятиях чаще отдают предпочтение полуавтоматическим станкам.
 Оборудование
Оборудование
Автоматизированные линии позволяют производить больше изделий в день, тем самым снижая ее себестоимость. Однако процент брака на таких предприятиях высокий, и при ненадлежащем контроле качества покупатель может выявить дефекты.
Процесс производства
 Сначала изготавливают коробку, затем полотно
Сначала изготавливают коробку, затем полотно
Условно производство металлических дверей можно разделить на четыре этапа.
- На первом этапе изготавливают коробку и полотно. Коробка — это внешняя часть изделия, которую впоследствии вставят в дверной проем, и на которую повесят само полотно. Делают ее из уголка. Уголки сваривают или сгибают. Полотно – та часть двери, в которой устанавливается замок, и которая выполняет защитные функции. Изготавливают его таким образом: создают каркас из уголка (могут использоваться ребра жесткости), затем к каркасу приваривается лист стали с одной или двух сторон.
- На втором этапе на коробку и полотно устанавливают петли, тщательно выверяя места монтажа. В полотне и уголках делают отверстия под фурнитуру и замок.
- На третьем этапе изделие идет в покрасочную камеру, где обрабатывается. Обработка нужна любым металлическим дверям вне зависимости от того, какую отделку в дальнейшем будут использовать.
- На четвертом этапе устанавливают фурнитуру и отделывают полотно изнутри и снаружи. В процессе отделки дверь могут утеплить и установить уплотнители.
Готовое изделие упаковывают и отправляют на склад, а затем — на продажу.
Приблизительно так же изготавливают двери и под заказ, однако здесь используются размеры и эскиз заказчика.
Как выбрать дверь
 Какую же выбрать
Какую же выбрать
Внешний вид, марка двери и фурнитуры, число замков — это еще не все, на что нужно обратить внимание. Обязательно взгляните или уточните:
- Насколько толстую сталь использовали для дверного полотна. Слишком тонкое полотно пробьется даже ножом, а слишком толстое сделает дверь неподъемной.
- Какова толщина стали в уголках, которые использовались для каркаса и коробки. От этого зависит прочность конструкции.
- Использовались ли уплотнители, и было ли утепление. Дверь без этих элементов будет промерзать зимой и пропускать звуки. Ее не поставишь ни в квартире, ни в частном доме.
Как видите, достаточно знать основы технологии производства дверей, чтобы правильно выбрать модель.
Металлическая дверь своими руками: чертежи, изготовление и установка
Несмотря на то, что в продаже множество моделей входных дверей, в некоторых случаях подходящий вариант выбрать довольно сложно. Одних не устраивают размеры по причине нестандартного проема в месте установки, другие боятся скрытых дефектов изделия, третьих смущает высокая стоимость комплекта.
Собственноручное изготовление металлической двери, при правильной организации процесса, имеет ряд преимуществ. Например, не придется беспокоиться о качестве конструкции, собрать ее получится по любому приемлемому чертежу, да и с оформлением проблем не возникнет – методик много. К тому же и расходы на сборку, отделку блока будут минимальными.

Этап подготовки
Начинать работу следует с демонтажа старой двери и полной зачистки проема. Только после тщательного обследования состояния основы можно сделать вывод, подходит он для установки металлоконструкции или нет. Возможно, придется его сужать (расширять) в соответствии с требуемыми размерами, дополнительно усиливать. Последнее характерно для строений из ячеистых бетонов, древесины, а также из иных материалов при значительной степени изношенности. Следовательно, проводятся необходимые технологические операции.

После получения прохода в стене с правильной геометрией можно приступать к производству замеров. На основании этого разрабатывается чертеж металлической двери. Кроме определения габаритов каркаса и створки, следует выбрать и схему конструкции. В первую очередь, в какую сторону удобнее распахивать полотно, где на нем лучше установить запоры, петли (их количество) и элементы фурнитуры (ручку, глазок). Иногда целесообразно изготовить вариант «полуторки». В нем малая створка жестко фиксируется, но при необходимости временно расширить проем (например, при перемещении габаритных грузов) ее несложно распахнуть.
Советы:
- Схема металлической двери составляется с учетом того, что между косяком и основой должен быть небольшой зазор (порядка 15 – 20 мм). Его называют монтажным. Он позволяет, во-первых, правильно выставить раму, отрегулировать ее положение, во-вторых, дополнительно утеплить проем по периметру.
- Петли на дверь расставляются на равном удалении друг от друга, а их количество определяется массой полотна; при его небольшом весе достаточно и двух навесов. Но в любом случае их отстояние (верхнего и нижнего) от срезов створки выбирается около 150 мм (для проемов стандартной высоты).

Готовятся материалы и принадлежности. При работе с железом обязательно понадобится сварка. Плюс к этому – перфоратор (эл/дрель с отбойником) и «болгарка». Все остальное – обычный бытовой инструмент, угольник, рулетка. С материалами несколько сложнее, придется выбирать.
- Для каркаса подходят уголки или профили (со стороной в 4 см). Здесь стоит ориентироваться на предназначение конструкции, требования к ее устойчивости и вариант дальнейшей отделки. Если предполагается качественное утепление, повышенная прочность, то дверь из профильной трубы – лучшее решение. А вот ребра жесткости можно выполнить и из уголка.
- Обшивка рамы делается из листовой стали. Необходимо оптимально сочетать такие показатели, как общая масса полотна и его прочность. Но в любом случае использовать металл толщиной менее 2 мм не рекомендуется.
- Элементы крепления. Любая железная дверь, хоть самодельная, хоть покупная, в проеме фиксируется анкерными болтами. Исключение лишь для моделей, монтируемых в деревянных (каркасных) строениях. Как правило, при самостоятельной установке дверей на их входе они крепятся к специальным рамам или к основе при помощи сварки или крупного метиза.
Все остальное – уплотнители, теплоизоляционные и отделочные материалы, элементы крепежа, фурнитура – на усмотрение мастера.

При недостатке опыта в изготовлении дверей из стали своими руками лучше ограничиться накладными петлями. Навесы скрытого типа гораздо сложнее в монтаже, и здесь нужен профессиональный подход.

Железная дверь своими руками, независимо от ее схемы и чертежа, собирается по одному алгоритму. Первоначально делаются отдельные элементы.
Короб
С ним никаких проблем нет, но при условии, если все замеры и раскрой заготовок сделаны грамотно, в точном соответствии с составленным чертежом. Сварить отдельные части в единую конструкцию правильной геометрии несложно. Необходимо лишь вести работы на идеально ровной, жесткой поверхности и постоянно контролировать углы. По окончании сборки косяка все швы тщательно шлифуются алмазным диском.

В обязательном порядке к коробу привариваются петли и крепежные планки с высверленными отверстиями. С помощью последних деталей производится его фиксация на стене из любого материала.

Дверное полотно
- Методика изготовления рамы абсолютно идентична.
- Для усиления устанавливаются ребра жесткости по выбранной схеме.
- Вырезается паз для язычка замка.
- Обшивка каркаса с одной стороны. Она производится способом крепления сваркой стальных листов, с небольшим напуском. В районе петель около 5 мм, по длине рамы примерно 10 – 15. Рекомендуется «прихватывать» облицовку несколькими швами, протяженностью не более 40 мм. Для обеспечения надежности крепления интервалы между соседними участками выбираются в пределах 20.

- В зависимости от схемы, на этом этапе сборки металлической двери производится установка элементов крепления замка, привариваются петли (те части, которые крепятся на полотне) и вырезается окно для глазка.

- Если предполагается утепление створки, то сразу же закладывается теплоизоляционный материал; он помещается между ребер жесткости, что предотвращает его проседание под собственным весом.

- Остается приварить второй лист металла на изнаночную сторону каркаса и в нем также вырезать отверстие под глазок и личинку замка.
- Последнее, что нужно сделать со створкой – провести контрольную проверку ее геометрии и отшлифовать все стыки, сварные швы и покрасить грунтом, для исключения коррозии металла.
Если выбрана схема «полуторки», то все технологические операции для малого полотна абсолютно идентичны, за исключением глазка и дверного замка. Но верхние и нижние упоры, для фиксации в неподвижном положении, следует предусмотреть.
Финишная отделка
Сделать металлическую дверь своими руками – это еще не все. Необходимо ее оформить соответствующим образом. С блоками, устанавливаемыми в подсобных строениях, достаточно просто; как правило, они окрашиваются. Но если речь идет о двери на входе в жилой дом (квартиру), то ее желательно декорировать. Выбор варианта – на усмотрение хозяина, и некоторые рекомендации в этом помогут.
Чем можно отделать полотно:
- Твердые материалы – многослойная фанера, ДВП, винипласт, деревянная вагонка, ламинат, МДФ с последующим покрытием лаком (бесцветным или с тонирующими компонентами).
- Для обтяжки створки используются дерматин, кожвинил.
- Дверь на воде в квартиру можно оклеить декоративной пленкой. Так как воздействие атмосферных факторов минимально, то такая отделка прослужит долго. А с учетом низкой стоимости и простоты оформления – одно из лучших решений.

Сборка конструкции
По сути, все сводится к навешиванию створки, проверки ее положения, работы запоров и регулировке (при необходимости). Остается лишь установить ручку, замок и глазок. Если же в схеме двери предусмотрены ригеля, нижние (верхние) упоры, то нужно сделать разметку.
Створка прикрывается, и на косяке намечаются места сверления отверстий. После готовности контролируется их совпадение с фиксирующими элементами. Это относится как к основному полотну, так и дополнительному, малому.

Завершающий «штрих» – установка изготовленной двери в проем и смазка всех трущихся деталей (о чем многие забывают). После этого можно констатировать – все, работа выполнена полностью.

Для тех, кто имеет навыки работы с металлами и желает получить железную дверь высокого качества при небольших расходах, ее самостоятельное изготовление – лучший вариант. Тем более что чертеж, схему, внешнюю отделку выбирает не производитель, а мастер. А это значит, что вход в дом будет не только надежно защищен, но и оригинально оформлен, и блочная конструкция отлично впишется в интерьер конкретного строения.