Пластмассы — Википедия
 Предметы быта, полностью или частично сделанные из пластмассы
Предметы быта, полностью или частично сделанные из пластмассыПластма́ссы (пласти́ческие ма́ссы) или пла́стики — материалы, основой которых являются синтетические или природные высокомолекулярные соединения (полимеры). Исключительно широкое применение получили пластмассы на основе синтетических полимеров.
Название «пластмассы» означает, что эти материалы под действием нагревания и давления способны формироваться и сохранять заданную форму после охлаждения или отвердения. Процесс формования сопровождается переходом пластически деформируемого (вязко-текучего или высокоэластического) состояния в твёрдое состояние (стеклообразное или кристаллическое)[1].
Паркезин являлся торговой маркой первого искусственного пластика и был сделан из целлюлозы, обработанной азотной кислотой и растворителем. Паркезин часто называли искусственной слоновой костью. В 1866 году Паркс создал фирму Parkesine Company для массового производства материала. Однако, в 1868 году компания разорилась из-за плохого качества продукции, так как Паркс пытался сократить расходы на производство. Преемником паркезина стал ксилонит (другое название того же материала), производившийся компанией Даниэля Спилла, бывшего сотрудника Паркса, и целлулоид, производившийся Джоном Весли Хайатом.
В России также велись работы по созданию пластических масс на основе фенола и формальдегида. В 1913-1914 годах на шелкоткацкой фабрике в деревне Дубровке в окрестностях г. Орехово-Зуево Г. С. Петров совместно В. И. Лисевым, и К. И. Тарасовым синтезирует первую русскую пластмассу — карболит
В зависимости от природы полимера и характера его перехода из вязкотекучего в стеклообразное состояние при формовании изделий пластмассы делят на:
- Термопласты (термопластичные пластмассы) — при нагреве расплавляются, а при охлаждении возвращаются в исходное состояние;
- Реактопласты (термореактивные пластмассы
Также газонаполненные пластмассы — вспененные пластические массы, обладающие малой плотностью;
Основные механические характеристики пластмасс те же, что и для неметаллов.
Пластмассы характеризуются малой плотностью (0,85—1,8 г/см³), чрезвычайно низкими электрической и тепловой проводимостями, не очень большой механической прочностью. При нагревании (часто с предварительным размягчением) они разлагаются. Не чувствительны к влажности, устойчивы к действию сильных кислот и оснований, отношение к органическим растворителям различное (в зависимости от химической природы полимера). Физиологически почти безвредны. Свойства пластмасс можно модифицировать методами сополимеризации или стереоспецифической полимеризации, путём сочетания различных пластмасс друг с другом или с другими материалами, такими как стеклянное волокно, текстильная ткань, введением наполнителей и красителей, пластификаторов, тепло- и светостабилизаторов, облучения и др., а также варьированием сырья, например, использование соответствующих полиолов и диизоцианатов при получении полиуретанов.
Твёрдость пластмасс определяется по Бринеллю при нагрузках 50—250 кгс на шарик диаметром 5 мм.
Теплостойкость по Мартенсу — температура, при которой пластмассовый брусок с размерами 120 × 15 × 10 мм, изгибаемый при постоянном моменте, создающем наибольшее напряжение изгиба на гранях 120 × 15 мм, равное 50 кгс/см², разрушится или изогнётся так, что укреплённый на конце образца рычаг длиной 210 мм переместится на 6 мм.
Теплостойкость по Вика — температура, при которой цилиндрический стержень диаметром 1,13 мм под действием груза массой 5 кг (для мягких пластмасс 1 кг) углубится в пластмассу на 1 мм.
Температура хрупкости (морозостойкость) — температура, при которой пластичный или эластичный материал при ударе может разрушиться хрупко.
Для придания особых свойств пластмассе в неё добавляют пластификаторы (силикон, дибутилфталат, ПЭГ и т. п.), антипирены (дифенилбутансульфокислота), антиоксиданты (трифенилфосфит, непредельные углеводороды).
Производство синтетических пластмасс основано на реакциях полимеризации, поликонденсации или полиприсоединения низкомолекулярных исходных веществ, выделяемых из угля, нефти или природного газа, таких, к примеру, как бензол, этилен, фенол, ацетилен и других мономеров. При этом образуются высокомолекулярные связи с большим числом исходных молекул (приставка «поли-» от греческого «много», например, этилен-полиэтилен).
Пластические массы, по сравнению с металлами, обладают повышенной упругой деформацией, вследствие чего при обработке пластмасс применяют более высокие давления, чем при обработке металлов. Применять какую-либо смазку, как правило, не рекомендуют; только в некоторых случаях при окончательной обработке допускают применение минерального масла. Охлаждать изделие и инструмент следует струёй воздуха.
Пластические массы более хрупки, чем металлы, поэтому при обработке пластмасс режущими инструментами надо применить высокие скорости резания и уменьшать подачу. Износ инструмента при обработке пластмасс значительно больше, чем при обработке металлов, почему необходимо применять инструмент из высокоуглеродистой или быстрорежущей стали или же из твердых сплавов. Лезвия режущих инструментов надо затачивать, по возможности, более остро, пользуясь для этого мелкозернистыми кругами.
Пластмасса может быть обработана на токарном станке, может фрезероваться. Для распиливания могут применяться ленточные пилы, дисковые пилы и карборундовые круги.
Сварка[править | править код]
Соединение пластмасс между собой может осуществляться механически (с помощью фигурных профилей, болтов, заклепок и т.д.), химически (склеиванием, растворением с последующим высыханием), термически (сваркой). Из перечисленных способов соединения только при помощи сварки можно получить соединение без инородных материалов, а также соединение, которое по свойствам и составу будет максимально приближено к основному материалу. Поэтому сварка пластмасс нашла применение при изготовлении конструкций, к которым предъявляются повышенные требования к герметичности, прочности и другим свойствам.
Процесс сварки пластмасс состоит в образовании соединения за счёт контакта нагретых соединяемых поверхностей. Он может происходить при определённых условиях:
- Повышенная температура. Её величина должна достигать температуры вязкотекучего состояния.
- Плотный контакт свариваемых поверхностей.
- Оптимальное время сварки — время выдержки.
Также следует отметить, что температурный коэффициент линейного расширения пластмасс в несколько раз больше, чем у металлов, поэтому в процессе сварки и охлаждения возникают остаточные напряжения и деформации, которые снижают прочность сварных соединений пластмасс.
На прочность сварных соединений пластмасс большое влияние оказывают химический состав, ориентация макромолекул, температура окружающей среды и другие факторы.
Применяются различные виды сварки пластмасс:
- Сварка газовым теплоносителем с присадкой и без присадки
- Сварка экструдируемой присадкой
- Контактно-тепловая сварка оплавлением
- Контактно-тепловая сварка проплавлением
- Сварка в электрическом поле высокой частоты
- Сварка термопластов ультразвуком
- Сварка пластмасс трением
- Сварка пластмасс излучением
- Химическая сварка пластмасс
Как и при сварке металлов, при сварке пластмасс следует стремиться к тому, чтобы материал сварного шва и околошовной зоны по механическим и физическим свойствам мало отличался от основного материала. Сварка термопластов плавлением, как и другие методы их переработки, основана на переводе полимера сначала в высокоэластическое, а затем в вязкотекучее состояние и возможна лишь в том случае, если свариваемые поверхности материалов (или деталей) могут быть переведены в состояние вязкого расплава. При этом переход полимера в вязкотекучее состояние не должен сопровождаться разложением материала термодеструкцией.
При сварке многих пластмасс выделяются вредные пары и газы. Для каждого газа имеется строго определённая предельно доступная его концентрация в воздухе (ПДК). Например, для диоксида углерода ПДК равна 20, для ацетона — 200, а для этилового спирта — 1000 мг/м³.
Мебельные пластмассы[править | править код]
Пластик, который используют для производства мебели, получают путём пропитки бумаги термореактивными смолами. Производство бумаги является наиболее энерго- и капиталоемким этапом во всем процессе производства пластика. Используется 2 типа бумаг: основой пластика является крафт-бумага (плотная и небеленая) и декоративная (для придания пластику рисунка). Смолы подразделяются на фенолформальдегидные, которые используются для пропитки крафт-бумаги, и меламиноформальдегидные, которые используются для пропитки декоративной бумаги. Меламиноформальдегидные смолы производят из меламина, поэтому они стоят дороже.
Мебельный пластик состоит из нескольких слоёв. Защитный слой — оверлей — практический прозрачный. Изготавливается из бумаги высокого качества, пропитывается меламиноформальдегидной смолой. Следующий слой — декоративный. Затем несколько слоев крафт-бумаги, которая является основой пластика. И последний слой — компенсирующий (крафт-бумага, пропитанная меламиноформальдегидными смолами). Этот слой присутствует только у американского мебельного пластика.
Готовый мебельный пластик представляет собой прочные тонированные листы толщиной 1-3 мм. По свойствам он близок к гетинаксу. В частности, он не плавится от прикосновения жалом паяльника, и, строго говоря, не является пластической массой, так как не может быть отлит в горячем состоянии, хотя и поддается изменению формы листа при нагреве. Мебельный пластик широко использовался в XX веке для отделки салонов вагонов метро.
Для обеспечения утилизации одноразовых предметов в 1988 году Обществом Пластмассовой Промышленности была разработана система маркировки для всех видов пластика и идентификационные коды. Маркировка пластика состоит из 3-х стрелок в форме треугольника, внутри которых находится число, обозначающее тип пластика. Часто при маркировке изделий под треугольником указывается буквенная маркировка (в скобках указана маркировка русскими буквами):
| Значок | Англоязычное название | Русское название | Примечание |
|---|---|---|---|
 | PET или PETE | ПЭТ, ПЭТФ Полиэтилентерефталат (лавсан) | Обычно используется для производства тары для минеральной воды, безалкогольных напитков и фруктовых соков, упаковки, блистеров, обивки. |
 | PEHD или HDPE | ПЭНД Полиэтилен высокой плотности, полиэтилен низкого давления | Производство бутылок, фляг, полужёсткой упаковки. Считается безопасным для пищевого использования. |
 | PVC | ПВХ Поливинилхлорид | Используется для производства труб, трубок, садовой мебели, напольных покрытий, оконных профилей, жалюзи, изоленты, тары для моющих средств и клеёнки. Материал является потенциально опасным для пищевого использования, поскольку может содержать диоксины, бисфенол А, ртуть, кадмий[источник не указан 763 дня] |
 | LDPE или PELD | ПЭВД Полиэтилен низкой плотности, полиэтилен высокого давления | Производство брезентов, мусорных мешков, пакетов, плёнки и гибких ёмкостей. Считается безопасным для пищевого использования. |
 | PP | ПП Полипропилен | Используется в автомобильной промышленности (оборудование, бамперы), при изготовлении игрушек, а также в пищевой промышленности, в основном при изготовлении упаковок. Распространены полипропиленовые трубы для водопроводов. Считается безопасным для пищевого использования. |
 | PS | ПС Полистирол | Используется при изготовлении плит теплоизоляции зданий, пищевых упаковок, столовых приборов и чашек, коробок CD и прочих упаковок (пищевой плёнки и пеноматериалов), игрушек, посуды, ручек и так далее. Материал является потенциально опасным, особенно в случае горения, поскольку содержит стирол. |
 | OTHER или О | Прочие | К этой группе относится любой другой пластик, который не может быть включен в предыдущие группы. В основном это поликарбонат. Поликарбонат может содержать опасный для человека бисфенол А[5]. Используется для изготовления твёрдых прозрачных изделий, как например детские рожки. |
 Останки птенца темноспинного (лайсанского) альбатроса, которому родители скармливали пластик; птенец не мог вывести его из организма, что привело к смерти либо от голода, либо от удушья
Останки птенца темноспинного (лайсанского) альбатроса, которому родители скармливали пластик; птенец не мог вывести его из организма, что привело к смерти либо от голода, либо от удушьяСкопления отходов из пластмасс образуют в Мировом океане под воздействием течений особые мусорные пятна. На данный момент известны пять больших скоплений мусорных пятен — по два в Тихом и Атлантическом океанах, и одно — в Индийском океане. Данные мусорные круговороты в основном состоят из пластиковых отходов, образующихся в результате сбросов из густонаселённых прибрежных зон континентов. Руководитель морских исследований Кара Лавендер Ло из Ассоциации морского образования (англ. Sea Education Association; SEA) возражает против термина «пятно», поскольку по своему характеру — это разрозненные мелкие куски пластика. Пластиковый мусор опасен тем, что морские животные, зачастую, могут не разглядеть прозрачные частицы, плавающие по поверхности, и токсичные отходы попадают им в желудок, часто становясь причиной летальных исходов[6][7]. Взвесь пластиковых частиц напоминает зоопланктон, и медузы или рыбы могут принять их за пищу. Большое количество долговечного пластика (крышки и кольца от бутылок, одноразовые зажигалки) оказывается в желудках морских птиц и животных[8], в частности, морских черепах и черноногих альбатросов[9]. Помимо прямого причинения вреда животным[10], плавающие отходы могут впитывать из воды органические загрязнители, включая ПХБ (полихлорированные бифенилы), ДДТ (дихлордифенилтрихлорметилметан) и ПАУ (полиароматические углеводороды). Некоторые из этих веществ не только токсичны[11] — их структура сходна с гормоном эстрадиолом, что приводит к гормональному сбою у отравленного животного[12].
Для борьбы с загрязнением окружающей среды полиэтиленовыми пакетами применяются различные меры, и уже около 40 стран ввели запрет или ограничение на продажу и(или) производство пластиковых пакетов.
Пластиковые отходы должны перерабатываться, поскольку при сжигании пластика выделяются токсичные вещества, а разлагается пластик за 100—300 лет[источник не указан 1015 дней].
Способы переработки пластика:
- • Пиролиз • Гидролиз • Гликолиз • Метанолиз
В декабре 2010 года Ян Байенс и его коллеги из университета Уорик предложили новую технологию переработки практически всех пластмассовых отходов. Машина с помощью пиролиза в реакторе с кипящим слоем при температуре около 500° С и без доступа кислорода разлагает куски пластмассового мусора, при этом многие полимеры распадаются на исходные мономеры. Далее смесь разделяется перегонкой. Конечным продуктом переработки являются воск, стирол, терефталевая кислота, метилметакрилат и углерод, которые являются сырьём для лёгкой промышленности. Применение этой технологии позволяет сэкономить средства, отказавшись от захоронения отходов, а с учётом получения сырья (в случае промышленного использования) является быстро окупаемым и коммерчески привлекательным способом утилизировать пластмассовые отходы[13].
Пластики на основе фенольных смол, а также полистирол и полихлорированный бифенил могут разлагаться грибками белой гнили. Однако для утилизации отходов этот способ коммерчески неэффективен — процесс разрушения пластика на основе фенольных смол может длиться многие месяцы[14].
- ↑ Тростянская Е. Б., Бабаевский А. Г. Пластические массы // Химическая энциклопедия: в 5 т. / И. Л. Кнунянц (гл. ред.). — М.: Большая Российская энциклопедия, 1992. — Т. 3: Меди—Полимерные. — С. 564—565. — 639 с. — 48 000 экз. — ISBN 5-85270-039-8.
- ↑ Edward Chauncey Worden. Nitrocellulose industry. New York, Van Nostrand, 1911, p. 568. (Parkes, English patent #2359 in 1855)
- ↑ Волков В.А., Солодкин Л.С. Григорий Семенович Петров (1886-1957). — М.: Наука, 1971. — С. 32. — 116 с.
- ↑ Петров Григорий Семенович (неопр.).
- ↑ Biello D. Plastic (not) fantastic: Food containers leach a potentially harmful chemical (англ.) // Scientific American : magazine. — Springer Nature, 2008. — 19 February (vol. 2).
- ↑ Ученые обнаружили свалку пластика на севере Атлантики (рус.) (недоступная ссылка). www.oceanology.ru (5 марта 2010). Дата обращения 18 ноября 2010. Архивировано 23 августа 2011 года.
- ↑ Смертельный пластик (рус.). Олег Абарников, upakovano.ru (29 октября 2010). Дата обращения 18 ноября 2010.
- ↑ Moore, Charles. Across the Pacific Ocean, plastics, plastics, everywhere, Natural History Magazine (ноябрь 2003).
- ↑ Moore, Charles. Great Pacific Garbage Patch, Santa Barbara News-Press (2 октября 2002).
- ↑ Rios, L. M.; Moore, C. and Jones, P. R. Persistent organic pollutants carried by Synthetic polymers in the ocean environment (англ.) // Marine Pollution Bulletin : journal. — 2007. — Vol. 54. — P. 1230—1237. — doi:10.1016/j.marpolbul.2007.03.022.
- ↑ Tanabe, S.; Watanabe, M., Minh, T.B., Kunisue, T., Nakanishi, S., Ono, H. and Tanaka, H. PCDDs, PCDFs, and coplanar PCBs in albatross from the North Pacific and Southern Oceans: Levels, patterns, and toxicological implications (англ.) // Environmental Science & Technology (англ.)русск. : journal. — 2004. — Vol. 38. — P. 403—413. — doi:10.1021/es034966x.
- ↑ [источник?]
- ↑ Испытана машина для переработки любого пластика (рус.). Membrana (28 декабря 2010). Дата обращения 30 декабря 2010.
- ↑ Белая гниль разрушает долговечный пластик (рус.). Membrana (7 июня 2006). Дата обращения 30 декабря 2010.
- Дзевульский В. М. Технология металлов и дерева. — М.: Государственное издательство сельскохозяйственной литературы. 1995.
Литье пластмасс в силикон — доступное мелкосерийное производство в домашних условиях
Многие из тех, кто печатает на 3D-принтере сталкиваются или с необходимостью получить партию моделей в короткие сроки, или скопировать удачно получившуюся деталь, или получить изделия с прочностными характеристиками, превосходящими таковые у пластиков для домашней 3d-печати.3D-принтер далеко не всегда способен выполнить такие задачи, но отлично подойдет для создания единственного образца, или мастер-модели. А дальше на помощь нам приходят материалы производства компании Smooth-On, наверное, самого популярного производителя материалов холодного отверждения.
В этом обзоре мы сравним самые основные и популярные силиконы, полиуретаны и добавки к ним, кратко посмотрим на основные способы создания форм и изделий, подумаем, где это может найти применение и, наконец, создадим свою силиконовую форму и модель.
Перед написанием этого поста мы прошли трехдневный тренинг у официального дилера Smooth-On в России, чтобы разобраться во всех тонкостях литья в силикон.
Обзор процесса
Процесс создания изделий методом литья практически всегда одинаков: создаем модель, с её помощью создаем силиконовую форму, заливаем в нее материал, получаем изделие. Но в зависимости от модели, необходимых свойств, количества отливок, каждый этап может кардинально меняться. Существует несколько способов как создания формы, так и готового изделия.
Пару слов о подготовке моделей, напечатанных на 3D-принтере. Компания Smooth-On обратила своё внимание на эту технологию и выпустила специальный лак под названием XTC-3D. Он прекрасно сглаживает характерные для напечатанных моделей огрехи, видимые слои, которые обязательно перейдут на силиконовую форму, и придает поверхности гладкость и глянцевый вид.
Подробный обзор XTC 3D Вы можете прочитать здесь.
Методы создания форм
• Сплошная заливка
Самый простой способ: модель помещается в опалубку (специальную герметичную емкость из обычного оргстекла, пластика или другого материала), фиксируется в ней и заливается силиконом. Хорошо подходит для простых двухмерных моделей, рельефов, сувенирной и брендинговой продукции.
• Разрезная форма
Аналогичен предыдущему, только модель размещается с учетом того, что форма будет разрезаться полностью или частично для облегчения съема. Модель может быть подвешена с помощью проволоки или размещена на тонкой опоре. Способ предназначен для более сложной геометрии, технических изделий, сложных фигур.
• Двухсоставная форма
Это один из самых сложных способов. Заключается в помещении модели на глиняную или пластилиновую основу, которая делит силиконовую форму пополам.
На основе размещаются специальные замки, которые будут обеспечивать точное совмещение двух форм и отсутствие смещений. Вокруг основы собирается опалубка, герметизируется горячим клеем или пластилином, и в неё заливается первая половина формы. Затем, после отверждения силикона, форма переворачивается, глина или пластилин счищаются, силикон покрывается разделительным составом, и заливается вторая половина формы.
• Метод «в намазку»
Этим методом создаются так называемые «чулочные» формы, когда силикон точно повторяет форму объекта и имеет толщину от 3 мм до нескольких сантиметров. Для создания формы «в намазку» необходим достаточно вязкий силикон, который бы не стекал с модели.
Можно использовать как специально предназначенные для этого силиконы, называемые тиксотропными, так и обычные, но модифицированные с помощью загустителей.
Силикон наносится кисточкой или шпателем в несколько слоёв, в которых чередуется вязкость и скорость отвердевания, чтобы форма была максимально детализированной и прочной. После того, как все слои готовы, с помощью специального состава создается жесткая внешняя оболочка, которая будет держать форму.
Методы заливки пластиков
Самый простой метод заключается в обычной заливке пластика в форму, он подходит для домашнего использования и позволяет достичь приемлемого качества. Но, по необходимости, для более качественного результата возможно использование установок высокого давления, что позволит практически полностью убрать пузырьки воздуха.
Для этого форма вместе с залитым пластиком помещается в камеру, в которой создается повышенное до 4 атмосфер давление. Форма должна оставаться в камере все время отвердевания полиуретана. При таком давлении пузыри уменьшаются до почти невидимых глазу размеров, что значительно повышает качество изделия.
Еще один метод, так называемая заливка «в обкатку», используется для создания полых изделий. В форму заливается небольшое количество пластика, около 10% от общего объема, отверстие для заливки закрывается, и начинается вращение формы по всех плоскостях, вручную или на специальной ротационной машине. При этом пластик отвердевает на стенках формы, создавая полую модель, что позволяет существенно снизить вес изделия и экономить материал.
Обзор силиконов
• Серия Mold Star 15, 16, 30
Силиконы для создания форм на основе платины. Застывают при комнатной температуре, образуют прочную, гибкую и очень детализированную форму. Предназначены для литья силикона, полиуретана, смол, полиэстера, воска и других материалов. Химически чувствительны и не способны работать с латексом, серой и некоторыми другими соединениями.
Самые базовые и основные силиконы, способные решать большинство задач. Цифра в названии отражает твердость по шкале Шор А. Обладает низкой вязкостью, что позволяет в большинстве случаев работать без оборудования для дегазации. Материал двухкомпонентный, части смешиваются в удобном соотношении 1:1 по объему. В основном предназначены для создания форм методом сплошной заливки.
• Серия Rebound 25, 40
Серия силиконов для создания форм методом «в намазку», который состоит в том, чтобы наносить силикон кистью или шпателем на поверхность модели. Обладает высокой вязкостью, возможностью модификации свойств с помощью загустителей и ускорителей для создания качественной многослойной формы. Двухкомпонентный, смешивается в соотношении 1:1 по объему.
• Серия Equinox 35, 38, 40
Силиконовые пасты с временем жизни 1, 4 и 30 минут. Предназначены для ручного смешивания, по консистенции напоминают густое тесто. Цифры соответствуют твердости по Шору А. Обладает крайне высокой прочностью на разрыв и долговечностью. В отвержденном состоянии является безопасным для заливки шоколада, карамели и других ингридиентов.
• Серия SortaClear 18, 37, 40
Серия полупрозрачных силиконов. Такая особенность, как оптическая прозрачность, используется для создания сложных разрезных форм — изделие прекрасно просматривается, что позволяет сделать точный разрез. Как и серия Equinox, является безопасным при контакте с пищевыми продуктами.
Также к силиконам существует большое количество добавок, обладающих самыми разными эффектами. Accel-T и Plat-Cat являются ускорителями отверждения, Slo-jo — увеличивает время жизни силикона, Thi-Vex увеличивает вязкость силикона и позволяет намазывать его кистью или шпателем на модель, Silc-Pig — это концентрированные пигменты для окрашивания.
Обзор полиуретанов
• Серия Smooth-Cast
Самая основная и популярная серия полиуретанов для создания конечных изделий. Линейка включает в себя более 10 наименований различных пластиков с самыми разными свойствами, позволяющими подобрать материал именно для Вашего проекта. Например, Smooth-Cast 300 обладает коротким временем жизни в 3 минуты и временем отверждения в 10 минут, что позволяет быстро воспроизводить большие партии деталей. Smooth-Cast 305 аналогичен предыдущему, но «живет» уже 7 минут, что позволяет провести дегазацию смешанных компонентов и получить еще более качественное изделие. ONYX обладает глубоким черным цветом, которого не достичь с помощью красителей, 65D ROTO предназначен для создания полых моделей с помощью метода «в обкатку», 325 незаменим для точного воспроизведения цвета, 385 отверждается практически без усадки и максимально точно копирует изделие.
• Серия TASK
Серия полиуретанов специального назначения. Разработана для промышленного применения и обладает специфическими свойствами для конкретных задач.
Для Вашего удобства мы сформировали специальные фильтры по сферам применения:
• Пищевые:
Smooth-Sil 940, серия Sorta Clear, серия Equinox, TASK 11.
• Архитектурные, заливка бетона и других абразивных материалов:
Серия VytaFlex, серия Brush-On, серия Ez-Spray, серия PMC.
• Медицинские: симуляция тканей и органов
Серия Dragon Skin, добавки Slacker, Ecoflex 0030, Ecoflex Gel, Body Double.
• Прототипирование:
Практически любые полиуретаны и силиконы, в зависимости от задач и требований. Серии Mold Max, Mold Star, Smooth-Cast, TASK.
• Спецэффекты и грим:
Skin Tite, Body Double, Dragon Skin, Alja-Safe, Ecoflex, Soma Foama, Rubber Glass, Encapso K.
Стоит отметить, что это деление все же условное, и дано, чтобы примерно представить возможности широкого ассортимента компании Smooth-On.
Обзор процесса
Мы будем использовать только те материалы и оборудование, которые можно применить в домашних условиях. Мы попробуем создать самую сложную в изготовлении двухсоставную форму.
Нам понадобятся:
• Платиновый силикон Mold Star 30
• Заливочный полиуретан Smooth-Cast 300
• Лак для 3D-моделей XTC-3D
• Упаковка виниловых перчаток
• Несколько одноразовых пластиковых стаканчиков
• Емкости для смешивания
• Термоклеевой пистолет
• Материал для опалубки (пластиковые панели)
• Скульптурная глина
• Несколько малярных кистей
В роли мастер-модели выступит модель довольно популярного среди печатников тестового болта. Мы распечатали его черным PLA пластиком на Picaso 3D Designer с толщиной слоя 100 микрон. Сделали мы это специально для того, чтобы продемонстрировать эффект XTC 3D, поскольку далеко не каждый 3D принтер может печатать с качеством 50 микрон.
Далее — обработка, чтобы отлитая модель не переняла слоистость напечатанного объекта. Обрабатываем болт лаком XTC-3D (подробнее об этом процесс можно прочитать тут), а затем шкурим, чтобы получить гладкую матовую поверхность.
Теперь модель готова к заливке силиконом. Помещаем её на глиняную основу, с помощью которой мы создадим силиконовую форму из двух частей.
Модель должна быть погружена в глину ровно наполовину, так что начинаем процесс выравнивания глины. Края должны быть максимально ровными и полностью прилегать к модели, от этого зависит качество разделения силиконовых половинок. Убираем лишнюю глину и заключаем модель в пластиковую опалубку.
Все стыки пластика обрабатываем термоклеевым пистолетом и закрываем опалубку, окончательно обрабатываем глиняную основу, делаем в ней выемки для замков.
Все готово к заливке силикона. Поскольку двухкомпонентные силиконы и полиуретаны склонны к разделению на фракции, перед каждым использованием их необходимо тщательно перемешивать в емкости.
После перемешивания отмеряем равное количество двух компонентов по объему и приступаем к смешиванию.
Для данной марки силикона дегазация в вакуумной камере необязательна, что очень удобно: исключены появления пузырьков, которые могут испортить нашу форму. Медленно заливаем силикон в опалубку, в самую нижнюю её точку.
И оставляем застывать. Время застывания для этой марки силикона составляет 6 часов. По истечении этого времени освобождаем модель от опалубки.
Затем убираем глину, тщательно очищаем модель от её остатков, смазываем силикон разделительным составом. В случае его отсутствия, можно использовать и обычный вазелин, но качество будет немного хуже.
И дальше полностью повторяем процесс, заливая вторую половину силиконовой формы.
Спустя еще 6 часов силиконовая форма готова. С помощью лезвия аккуратно разъединяем половинки, вынимаем деталь и оцениваем, что у нас получилось.
Хорошо видны замки, закладывавшиеся в глиняной основе, хорошая детализация, несмотря на то, что разделительная линия проходила по довольно сложным местам, вроде вдавленных букв.
На самом деле, для данной модели это не самый оптимальный способ создания формы. Но нам было интересно протестировать именно этот метод, несмотря на сложности.
Итак, все готово к заливке полиуретана. Соединяем две половинки формы, используя элементы опалубки для жесткости, скрепляем с помощью резинок, скотча или другим способом, и приступаем к подготовке полиуретана.
Хорошо перемешиваем оба компонента, встряхивая их в течение 5-10 минут. После этого даем немного отстояться, чтобы вышли образовавшиеся пузыри. Все остальное точно так же, как и с силиконом: отмеряем равное количество по объему и смешиваем их. А дальше действовать нужно быстро: время жизни этого полиуретана составляет всего 3 минуты, а время начинает идти сразу, как вы смешали два компонента вместе. Так что мешаем быстро, но аккуратно, чтобы не создавать лишних пузырьков, и сразу заливаем в форму.
Примерно через 3 минуты, в зависимости от объема материала, произойдет быстрое схватывание пластика, а через 10 минут деталь готова к извлечению.
Модель готова. Переданы абсолютно все детали оригинала.
Заключение
Хочется отметить, что поистине огромные возможности использование материалов Smooth-On открывает в совокупности с 3D-печатью.
Теперь Вы можете получать изделия из огромного количества материалов с самыми различными свойствами, а не ограничиваться лишь классическими PLA и ABS. К тому же, доступным станет мелкосерийное производство: распечатав всего один экземпляр и должным образом его обработав, Вы сможете в довольно короткие сроки создать необходимое Вам количество копий в домашних условиях. Для достижения приемлемого результата вовсе не обязательно использование дорогостоящего оборудования.
В случае если Вам необходимы услуги мелкосерийного производства Top 3D Shop к вашим услугам.
Виды и применение пластмасс | Статьи Jonwai
Пластмасса — это высокопрочный, эластичный материал, который при нагревании становится мягким и пластичным. В этот промежуток времени из нее можно «слепить» практически все что угодно. После остывания изделие вновь становится твердым.
Краткая история появления
Считается, что первооткрывателем пластмассы был британский изобретатель Паркс. В 1855г. он решил чем-нибудь заменить материал бильярдных шаров. В то время они состояли из слоновой кости.
 Он смешал масло камфорного дерева, нитроцеллюлозу (хлопок + азотная и серная кислота) и спирт. При нагревании получил однородную жидкую смесь, которая при охлаждении застыла и стала твердой. Это и была первая разновидность пластмассы, полученная искусственным путем из природных и химических материалов.
Он смешал масло камфорного дерева, нитроцеллюлозу (хлопок + азотная и серная кислота) и спирт. При нагревании получил однородную жидкую смесь, которая при охлаждении застыла и стала твердой. Это и была первая разновидность пластмассы, полученная искусственным путем из природных и химических материалов.И только через сто лет в 1953г. немецкий профессор Штаудингер открыл синтетическую макромолекулу (молекула с очень большим количеством атомов и большой массой). Она то и стала базовой прародительницей для получения разнообразных видов промышленного пластика.
Если не вдаваться в научные подробности, новые виды пластмасс создаются следующим образом: в макромолекуле, особым образом, меняют расположение звеньев малых молекул. Эти цепочки называются полимерами. От этих «перестроений» рождаются материалы с определенными физико-механическими характеристиками.
Химики всего мира сразу, после этого открытия, стали выстраивать из этих кубиков трансформеров конструкции с ранее невиданными свойствами.

Свойства
Изделия из пластмасс имеют следующие особенности:
1. Для дизайнеров и инженеров это тот материал, из которого можно изготавливать самые сложные по форме конструкции.
2. Отличаются экономичностью в сравнении с аналогичными продуктами из других материалов. Малые энергетические затраты при производстве. Простота формовки.
3. Почти все виды палстика не нуждаются в покраске, так как они имеют свои различные цветовые гаммы.
4. У них небольшой вес.
5. Обладают высокой эластичностью.
6. Являются отличными диэлектриками (т.е. практически не проводят электрический ток).
7. Обладают низкой теплопроводностью (отличные теплоизоляторы).
8. У материалов высокий коэффициент шумоизоляции.
9. Не подвержены, в отличие от металлов коррозии.
10. Имеют хорошую устойчивость к перепадам дневных и межсезонных температур.
11. У пластиков высокая стойкость ко многим агрессивным химическим средам.
12. Они могут выдержать большие механические нагрузки.

Применение пластмасс
Пластмассы прекрасно могут заменять функции многих, более дорогих в изготовлении, металлических, бетонных или деревянных изделий. И в промышленности и в быту этот материал используется повсеместно.
1. На наземном, морском и авиационном транспорте применение пластмассовых частей и деталей машин существенно снижает их вес и стоимость.
2. В машиностроении из пластика изготавливают: технологическую оснастку; подшипники скольжения; зубчатые и червячные колеса; детали тормозных устройств; рабочие емкости и прочее.
3. В электротехнике многие виды пластмасс используют для производства корпусов приборов, изоляционного материала и др.
4. В строительстве применяют сделанные из пластика несущие конструкции, отделочные и кровельные материалы, вентиляционные устройства, навесы, панели, двери, окна, рабочий инструмент и др.
5. В сельском хозяйстве из пластиковых полупрозрачных листов сооружают теплицы.
6. В медицине большинство аппаратов и приборов состоят из пластмассовых частей и деталей. А многие человеческие органы чаще всего заменяют их пластиковыми аналогами.
7. В быту полно изделий из пластика. Это — посуда, телевизоры, компьютеры, мобильные телефоны, обувь, одежда и др.

Маркировка пластмасс
Умение правильно расшифровывать буквенную маркировку пластика необходимо хотя бы для того, чтобы не нанести непоправимый вред здоровью при пользовании изделиями из этого материала.
Некоторые виды пластика способны медленно разрушать организм человека. Отказаться от них полностью мы не сможем, но уменьшить отрицательное влияние вполне реально.
Внимательно изучайте товар, который планируете купить. Производитель обязан маркировать свои изделия. Если специальное обозначение отсутствует — это должно вас насторожить.
Сами пластмассы не являются канцерогенами, а ими могут быть некоторые вещества в них содержащиеся. Они добавляются производителями для получения тех или иных свойств материала.
Определиться с типом пластика возможно, если на изделии имеется соответствующая маркировка. Обозначение часто наносят в виде треугольника, стороны которого состоят из трех стрелок. Под фигурой – аббревиатура, а внутри – цифра. На промышленных продуктах маркировка обычно выштамповывается в своеобразных скобках. Например, это может выглядеть так: >PCPUR >PP/EPDM

Виды и применение пластмасс
Разновидности пластика и их сфера применения основывается на том, какие полимеры являются базовыми – синтетические или природные. Эти материалы могут быть в виде термопластичных пластмасс (обратимыми по форме) и термореактивными (необратимыми).
Самыми распространенными в производстве и в быту являются следующие виды:
• (1) PET или PETE – лавсан (полиэтилентерефталат). Чаще всего используется при изготовлении упаковок, обивок и одноразовых стаканчиков для холодных напитков. Не рекомендуется повторное применение и изготовление из него детских игрушек.

• (2) HDPE или PE HD – так обозначается полиэтилен высокой плотности и полиэтилен низкого давления. Используют при изготовлении пластиковых пакетов, пищевых контейнеров, посуды, тары для моющих средств, ненагруженных деталей оборудования, покрытий, футляров и фольги. Относительно безопасен, но может выделять токсичное вещество (формальдегид).

• (3) PVC или V — это маркировка поливинилхлорида (или просто — ПВХ). Используется только в технических целях при производстве химического оборудования, различных деталей, элементов напольных покрытий, изоленты, жалюзи, мебели, окон, труб и тары. Эти виды пластмасс при сжигании выделяют много ядовитых веществ.

• (4) LDPE или PEBD – обозначение полиэтилена низкой плотности и высокого давления. Из него изготавливают пакеты, брезент, мусорные мешки, компакт-диски и линолеум. Относительно безопасен для человека, но вреден в плане экологии.

• (5) PP – маркировка полипропилена. Используют для изготовления детских игрушек, пищевых контейнеров, упаковок и медицинских шприцов. Идеальный материал для труб, элементов холодильного оборудования и деталей в автомобильной промышленности. Практически безвреден, хотя в некоторых случаях может выделяться формальдегид – ядовитый для здоровья человека газ.

• (6) PS – полистирол. Из него изготавливают сэндвич-панели, теплоизоляционные строительные плиты, оборудование, изоляционные пленки, стаканчики, чашки, столовые приборы, пищевые контейнеры, лоточки для различных видов продуктов. Не рекомендуется для повторного использования. В случае горения выделяет ядовитый стирол.

• (7) O или OTHER– полиамид, поликарбонат и другие виды пластмасс. Используют в производстве точных деталей машин, радио- и электротехники, аппаратуры, а также при изготовлении бутылок для воды, игрушек, бутылочек для детей и упаковок. При частом нагревании или мытье выделяют вещество (бисфенол А), ведущее к гормональным сбоям в человеческом организме.

В строительстве часто используют следующие виды пластика:
• Полимербетон. Это композиционный материал, созданный на основе термореактивных полимеров на основе эпоксидной смолы. Хрупкость этого пластика нивелируется волокнистыми наполнителями – стекловолокном и асбестом. Полимербетон применяется при изготовлении конструкций, стойких к различным агрессивным средам.

• Стеклопластик – листовой материал из тканей и стеклянных волокон, связанных полимером.

• Напольные материалы – это разные виды вязких жидких составов на основе полимеров и рулонные покрытия. Широко применяется в строительстве поливинилхлоридный линолеум. Он обладает хорошими теплозвукоизоляционными показателями.

К термореактивным видам пластмасс относятся:
• Фенопласт. Применяется для изготовления вилок, розеток, пепельниц корпусов сотовых телефонов, радиоприборов и изделий галантереи.

• Аминопласты. Используют в производстве электротехнических деталей, клея для дерева, пенистых материалов, галантереи и тонких покрытий для украшений.

• Стекловолокниты. Они чаще всего, применяются в машиностроении для изготовления крупногабаритных изделий несложных форм (лодок, кузовов автомобилей, корпусов приборов и пр.) и силовых электротехнических деталей.

• Полиэстеры – на их основе создают части автомобилей, спасательные лодки, корпусы летательных аппаратов, кровельные плиты для крыш, мебель, мачты для антенн, плафоны ламп, удочки, лыжи и палки, защитные каски и др.

• Эпоксидная смола — применяется как изоляционный материал: в трансформаторах, электромашинах и приборах, в радиотехнике (для печатных схем) и при производстве телефонной арматуры.

Производство
Основным сырьем при производстве пластмасс является этилен. С его помощью получают полиэтилен, полистирол и поливинилхлорид.
Нарушение технологии режима полимеризации, ухудшает качество готовой продукции. В ней могут появиться поры в виде пузырьков и разводов. Существуют следующие виды пористости пластмассы: гранулярная, газовая и пористость сжатия. Такие дефекты недопустимы при изготовлении продуктов влияющих на здоровье человека, например съемных протезов. Для их изготовления используются базисные пластмассы (самотвердеющие, при смешивании специального порошка и жидкости, материалы).
Существует несколько основных технологий производства пластмассовых изделий:
1. Технология выдувания. Хорошо разогретая формовочная масса заливается в открытую опоку, после чего ее герметично закрывают. Затем туда подается сжатый воздух, который распыляет горячий пластик по стенкам заданной формы.
2. Формовка посредством вакуума (процесс изготовления проводится с перепадами воздушного давления).
3. Технология литья. Жидкая пластмасса заливается в специальные емкости, в которых происходит охлаждение и формовка материала.
4. Метод экструзии. Размягченную пластичную массу, продавливают через специальные отверстия в приспособление, которое формирует готовое изделие.
5. Прессование. Это самый распространенный способ получения продукции из термоактивных пластмасс. Формование выполняется в специальных опоках под воздействием высокого давления и температуры.
Тонет ли пластик в воде?
По поведению пластика в воде можно определить его вид.
Плотность воды известна – 1,10 г/куб.см. Для разных видов пластмасс она варьируется от 0,90 г/куб.см до 2,21 г/куб.см.
Легче воды только:
1. Полипропилен (0,90 г/куб.см).
2. Полиэтилен высокого давления (0,92 г/куб.см).
3. Полиэтилен низкого давления(0,96 г/куб.см).
Только эти виды пластика будут плавать, остальные пойдут ко дну.
Одним из самых тяжелых видов пластика является фторопласт с плотностью — 2,20 г/куб.см.

Литье пластмасс в домашних условиях – изготовление матриц и пресс форм
В настоящее время популярными стали изделия из пластмассы. Пользоваться ими удобно и практично. Литье пластмассы в домашних условиях – это хорошая идея для открытия своего бизнеса или просто для свободного времяпрепровождения. Хорошо сделанные изделия элегантно и интересно смотрятся, а также их просто содержать в порядке.
Помимо этого, они обладают необходимой прочностью. Чтобы наладить производство такого рода на территории частного владения, необходимо усвоить пару простых правил.
Подготовка материала
В первую очередь необходимо найти пластиковый лом, для изготовления будущего изделия. Это не проблема, так как такого сырья в современном мире огромное количество сломанных вещей, бутылок и другого лома из пластика.

Лом пластиковых ящиков
Однако, необходимо учесть тот факт, что каждый вид пластмассы отличается своим температурным режимом плавления.
Именно поэтому для литья конкретного изделия необходим один вид лома. Смешение нескольких разновидностей изделий из пластмассы даже при изучении его температуры плавления, при отливе часто провоцирует появление пузырьков в продукции.
Лучшим вариантом в таком случае является купить жидкую пластмассу в магазине или заменить ее на диоксидную смолу, это позволит получить качественное изделие, которое прослужит долго. А также дополнительно понадобится ряд вспомогательных средств:
- емкость для плавки;
- силикон;
- литол.

Пары пластмассы ядовиты, они обладают высокой токсичностью. Необходимо соблюдать осторожность при изготовлении изделий в домашних условиях.
Форма
Для приготовления изделия в домашних условиях, прежде всего, необходимо соорудить модель. В первую очередь следует определиться с материалом для изготовления пресс формы. Для этого подойдут следующие материалы:
- дерево;
- пластилин;
- гипс и другие.
Затем следует пройти изготовление матриц для литья, которые и будут непосредственно использоваться для отлива. Форму необходимо обмазать литолом или любой другой смазкой.
Если выбор пал на силиконовые формы, то необходимо учесть, что это вещество работает с коэффициентом более 200%. А также необходимо обратить внимание на его вязкость, чем она меньше, тем точнее получится пресс форма.

Форма для литья силиконовая
Заливка детали
Литье пластиков своими руками напрямую зависит от того материала, который мастера выбрали для изготовления будущей конструкции.
Смолы и жидкие пластмассы хорошо подойдут для приготовления, но они обладают различной степенью вязкость у них, поэтому прослужат они разное время. Все параметры следует изучить в инструкции при покупке.
Существуют рецепты приготовления пасты в домашних условиях, они требуют от мастера щепетильности и скрупулезности во время формирования состава сырья. Для изготовления материала, следует смешать 5 частей мелких опилок с 2 частями талька. Залить массу столярным клеем (его консистенция обязана отвечать состоянию сметаны).
Все тщательно перемешивается для получения теста одной консистенции.
Есть еще один хитрый ход: следует добавить 0,5 части алюминиевых квасцов, они предотвратят появление плесени на тесте, а пластичность при этом увеличивается в несколько раз.
Процесс приготовления теста для литья своими руками трудоемкий, он требует отличных знаний по этой теме. Именно поэтому многие начинающие заливщики, отдают свое предпочтение готовым смесям.
Литье пластмассы в домашних условиях
Ход работы
Отливка происходит в несколько этапов:
- Необходимо взять пресс-форму и тщательно ее очистить. После предварительной подготовки она обязана быть полностью очищенной и высушенной. Все остатки материала после подготовительных мероприятий необходимо убрать.
- Если необходимо придать будущему изделию оттенок, необходимо добавить в состав для литья пару капель краски. Водяные краски для этого не подходят.
- Подготовительная дегазация смеси не требуется. Все дело в том, что в домашних условиях продолжительность функционирования невелика. А чтобы удалить лишние пузырьки воздуха из небольших изделий, придется приложить силу давлением и убрать их самостоятельно.
- Аккуратно перемешайте состав для заливки и заполните пресс-форму шаблона.
- Заливается все медленно небольшой струйкой.
- Смесь заливается до полного заполнения объема, задевая небольшой участок доли канала для литья. Дело в том, что после дегазации, объем материала уменьшится и станет необходимый для литья.
- Заключительный этап – охлаждение будущей конструкции.

Пластик заливается в форму после чего ему нужно дать постепенно остыть
Для получения качественного изделия шаблон необходимо остужать постепенно.
Бизнес-идеи
Если мелкий производитель решил выйти на широкий масштаб производства, стоит задуматься об открытии собственного дела.
Попробовав свои силы на дому, следует составить бизнес-план, зарегистрироваться, как индивидуальный предприниматель и начать воплощение своей мечты в реальность.
Но покупка оборудования не обойдет предпринимателя стороной. Да и тяжело отливать формы для производства массы изделий собственноручно. Необходимо готовить первые изделия и продавать их, а на полученные средства купить определенный станок для литья пластмасс, пресс.
Как сделать процесс литья пластмассы прибыльным в своем регионе? Семь простых правил отливки позволят приготовить качественное изделие, которое будет интересно смотреться, а также радовать глаз. А со временем предприниматели смогут задаться вопросом о расширении своих навыков и обустройстве личного бизнеса.
Видео: Литье пластмассы в домашних условиях
Заводы пластмасс России — полный список производителей
Предприятия по переработке пластических масс относятся к категории высокотехнологичных производств. Классификация предприятий не имеет четко очерченных границ, т.к. многообразие видов материалов (пластмасс), способов их обработки и объемы накладывают определенные требования и создают особые условия для каждого предприятия. Вариант набора элементов основных параметров может служить квалификационным признаком.
Тип материала
Предприятия, как правило, используют ограниченную номенклатуру материалов. Это связано с особенностями обработки разных видов пластмасс, которые, в свою очередь, требуют специализации оборудования. К примеру, технологии прессования реактопластов и термопластов различаются кардинально, а в классе термопластов существуют технологии и режимы, которые применимы только к конкретному виду пластика.
Базовый вид продукции
По этому признаку заводы можно разделить на предприятия по изготовлению:
- листовых и пленочных материалов;
- профилированных изделий;
- объемных изделий.
Первые два производства используют экструдеры, которые формуют изделие определенной формы и длины. Линейные размеры определяются конфигурацией формообразующей части экструдера и емкостью бункера (технологией подготовки материала). Вспомогательные механизмы формируют бухты или режут на мерные детали и упаковывают. Для этих производств характерна высокая степень автоматизации работ, большие перерабатываемые объемы и развитая транспортная структура. Территориально предприятия приближены к месту производства используемого материала либо являются подразделением производителя пластмассы.
Категория заводов по производству объемных изделий чрезвычайно обширна. Сложность этих производств заключается в разнообразии изделий. Специализация завода во многом определяется той отраслью, на которую ориентировано производство.
В общем виде их можно разделить на предприятия обслуживающие:
- электротехническую промышленность;
- промышленность, связанную с производством транспортных средств;
- строительную промышленность;
- пищевую промышленность;
- производство товаров народного потребления.
Заводы, ориентированные на производство ТНП, находятся в наиболее сложном положении, т.к. вынуждены гибко реагировать на изменения конъюнктуры, что связано с изготовлением новых прессформ, технологической оснастки и освоением новых материалов.
Базовая технология
Технологии обработки пластмасс зависят от базового вида продукции и в меньшей степени от отрасли, в которой они применяются.
Типы технологий:
- экструзия или вальцовка;
- прессование;
- пневматическая или вакуумная формовка.
Основной проблемой переработки пластмасс является отставание в технологиях изготовления технологической оснастки, которая требует применения гибких, высокотехнологичных производств по обработке металлов.
Как работает завод пластиковых изделий — AVTOP
Литье пластмасс под давлением — наиболее распространенный и востребованный способ изготовления пластиковых изделий по образцу.
Данный метод позволяет точно получать детали различных геометрических форм практически любой сложности в соответствии с заданными параметрами.
Масса таких пластмассовых деталей, как правило, варьируется от десятых долей грамма до нескольких сотен грамм.
Для производства изделий с применением данной технологии используются специальные литьевые машины – термопластавтоматы.
В зависимости от выбранной оснастки, производительной мощности оборудования и потребностей предприятия пластиковые изделия могут выпускаться сериями от нескольких сотен до миллионов деталей.
Производство из пластмассы
Методом литья под давлением изготавливаются пластмассовые изделия на заводах по изготовлению пластиковых изделий для автопрома, электротехники, медицины, аэрокосмической промышленности и других сфер.
Предприятиям необходимы детали и комплектующие, которые должны строго соответствовать определенным характеристикам.
Для этого можно попробовать организовать собственное производство или заказать пластиковые изделия у специализированных предприятий.
В первом случае, все не закончится простой покупкой собственного термопластавтомата – ведь это даже не половина пути.
Для качественного производства изделий необходимо также периферийное оборудование, технология 3D-моделирования, готовая пресс-форма, квалифицированные специалисты и, конечно же, наработанный годами опыт.
Мы не стали рассматривать вариант изготовления литьевых форм собственными силами, так как для его описания понадобилась бы отдельная статья, но и в этом случае отладка всех процессов потребует много времени и ресурсов.
Даже многие крупные компании предпочитают аутсорсинг собственному производству.

Заказать изделия из пластмассы у производственного предприятия гораздо выгоднее, так как Вы поручаете задачу компании, которая специализируется на этом.
В их распоряжении есть множество различного оборудования и колоссальный опыт.
Однако крупные импортные промышленные предприятия зачастую завышают цену, они изготавливают пресс-формы, рассчитанные на производство десятков миллионов изделий.
Их не интересует, что Вам необходимо всего 100 000 деталей или и того меньше.
В результате Вы сильно переплачиваете. Но есть и альтернатива.
Заказывайте качественные изделия у отечественного производителя без переплат.
ООО «Автоп»
Компания «Автоп» занимается производством деталей из пластика с 2006 года.
За это время мы наладили отношения с ведущими поставщиками высокотехнологичного сырья, среди которых такие бренды как BAYER, LG, DuPont.
Однако если у Вас уже есть свой поставщик, которому Вы доверяете, то мы можем работать и с сырьем представленным Вами.
Благодаря применению самого современного оборудования, а именно вертикальных и горизонтальных термопластавтоматов Babyplast, Haitian и Siger, мы можем изготавливать изделия из абсолютно всех видов полимеров.
Годами отработанные технологии позволяют нам производить абсолютно любые изделия весом до 15 граммов.

Под каждую деталь проектируется и изготавливается литьевая форма, в соответствии с потребностями заказчика, что позволяет в несколько раз снизить стоимость заказа пресс-формы.
Более того, в компании «Автоп» всегда можно заказать пробную партию изделий количеством до 1000 шт.
Также мы можем производить пластиковые детали и на основе готовых пресс-форм заказчика.
Каждая партия изделий проходит контроль качества по системе ISO 9000.
Сам процесс производства проходит в строгом соответствии с технологической картой.
ООО «Автоп» — изготовление пластиковых изделий любых объемов по справедливым ценам.
По вопросам сотрудничества обращайтесь по телефону: +7(8482)39-00-12
Изготовление пластиковых ящиков: технология производства и оборудование для производства пластмассовых ящиков
 пластиковые ящики разных форм
пластиковые ящики разных формЯщики различной величины, изготовленные из пластмассы, широко востребованы в торговле и других сферах. В них удобно хранить и транспортировать мелкие товары: от крепежа до фруктов. Поэтому высоко востребовано изготовление пластиковых ящиков под заказ: определенной конфигурации, прочности, массы.
И благодаря современному оборудованию можно быстро получать большое количество тары, которая обладает весомым преимуществом – многократностью использования. Главное, подобрать подходящую технологию и тип полимера. Тогда на выходе получаются качественные и долговечные изделия, подходящие для широкого спектра товаров.
Как осуществляется производство
Чаще всего для изготовления пластиковых ящиков применяется специальный термопластавтомат. Это высокотехнологичная машина полного цикла. В емкость подаются гранулы полимера, которые нагреваются при высокой температуре и расплавляются. Затем жидкая масса подается в литейную форму и охлаждается. И через несколько минут автомат выдает готовый ящик.
Данной процедуре предшествует такой этап, как изготовление пресс-форм. Это формы определенных габаритов – таких, какие должны быть присущи готовым изделиям. Это довольно сложный элемент, состоящий из металла и имеющий массу конструктивных особенностей.
Поэтому для получения формы нужного размера предварительно выполняется ее профессиональное проектирование, а затем изготовление. В результате получается надежное устройство для литья пластмасс под давлением, которое может работать в целях производства пластмассовых ящиков практически безостановочно долгие годы.
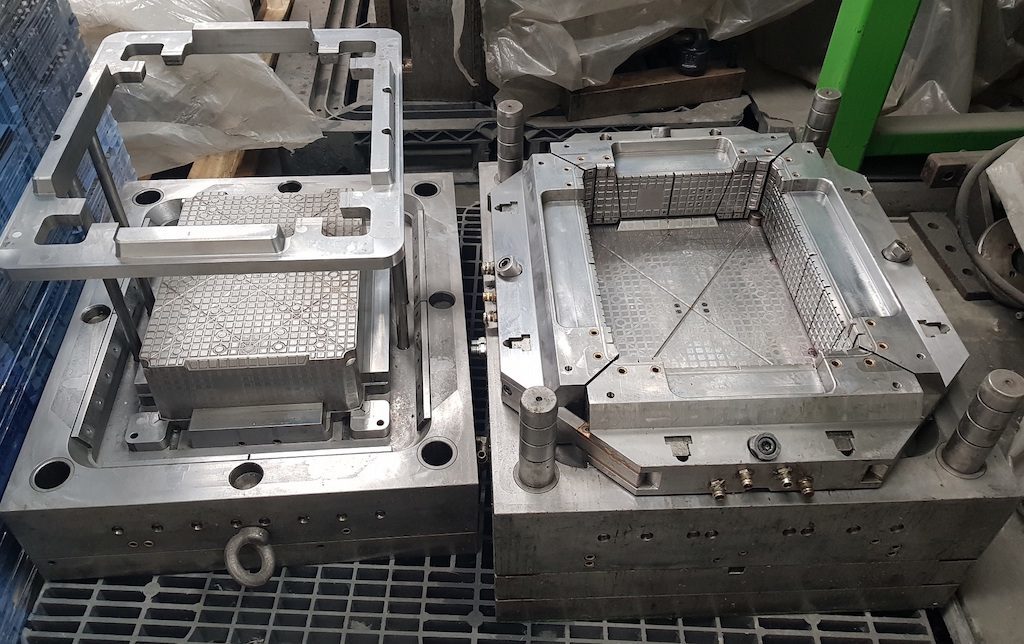 пресс-форма для ящиков
пресс-форма для ящиковПреимущества термопластавтоматов
Высокотехнологичное оборудование для изготовления пластмассовых ящиков в виде автоматов с пресс-формами является довольно сложным и дорогостоящим. Однако, данное вложение быстро окупается за счет изготовления большого объема товаров в сжатые сроки. Учитывая, что полимерная тара в разных формах и размерах востребована в торговле ежедневно, данная сфера деятельности показывает себя довольно прибыльной.
Вот основные преимущества данного подхода к получению тары из разных видов полимеров.
- Минимальный процент брака. При правильном выборе пластика и тщательной подготовке на выходе получаются изделия без пустот и иных дефектов.
- Полностью автоматизированный процесс с высокой степенью производительности.
- Нет необходимости дополнительной обработки изделий (кроме удаления облоя).
- Можно изготавливать тонкостенные ящики сложной структуры и формы.
Если вас заинтересовала данная технология, обращайтесь: специалисты компании проконсультируют по вопросам подбора оборудования Jonwai.
ТПА от Jonwai



