Оборудование для производства профнастила (Линия для профнастила (профлиста) или станок)
Компания «Профоборудование-Л» является одним из безусловных лидеров отечественного рынка разработчиков и производителей профилегибочных и нестандартных станков для обеспечения самых различных производственных циклов и выпуска разнообразной продукции. 15 лет непрерывной работы и безостановочного совершенствования технологий, конструкций и производства позволяют нам выпускать исключительно качественные, энергоэффективные и производительные линии для профнастила.
Преимущества приобретения линии для производства профнастила в компании «Профоборудование-Л»
Как только что было сказано, занимать уверенные позиции на рынке оборудования для профнастила нам помогает огромный опыт и самые высокие требования к качеству выпускаемых станков.
Станки для производства профлиста нашего предприятия имеют отличную производительность – в среднем на одной линии можно производить от 25 до 30 метров профлиста за одну минуту. Такая производительность обеспечивает высокую рентабельность
Такая производительность обеспечивает высокую рентабельность
Безусловно, в качестве одного из важнейших преимуществ нашего предприятия является также и наличие собственного конструкторского бюро, в котором работают профессионалы самого высокого класса. Это благодаря именно их труду мы можем производить высокотехнологичное, эффективное и одновременно с этим не слишком дорогое оборудование для производства профнастила и прочие станки.
Также мы, как ответственный и добросовестный производитель, занимаемся разработкой, производством и продажей не просто разрозненных производственных агрегатов — мы поставляем
Производственная
линия для профлиста состоит сразу из нескольких электрических и механических узлов, без которых невозможна эффективная организация качественной продукции.Первым участком производственной цепи является консольные разматыватели рулонной стали на двух опорах грузоподъемностью до 10 тонн и мощностью 5,5 киловатт. Разматыватели оснащены системой плавного спуска и могут работать с рулонами, имеющими внутренний диаметр 500-600 мм.
Разматыватели оснащены системой плавного спуска и могут работать с рулонами, имеющими внутренний диаметр 500-600 мм.
Следующим элементом линии для профнастила являются ручные дисковые ножницы, которые по желанию заказчика могут оснащаться электромеханическим приводом.
Далее идет непосредственно станок для производства профнастила — профилегибочный стан с моторно-редукторным приводом. Надежные высокопрочные валы диаметром не менее 100 мм обеспечивают качественное профилирование и долговечность стана. Отдельно стоит отметить, что продукция, производимая на наших

Приемное устройство на линии также может оснащаться электромеханическим приводом. Кроме того, по желанию заказчика дополнительно может быть поставлено и установлено устройство для декоративно-защитного ламинирования профлиста и специальная загрузочная тележка, оснащенная гидравлическим подъемником с возможностью передвижения по рельсам с использованием электромеханическим приводом.
После ее установки и запуска всего поставляемого оборудования вам не придется дополнительно докупать ничего, кроме сырья — прокатного рулонного металла. После чего можно приступать к производству профилированного стального листа.
По всем вопросам, касающимся приобретения и эксплуатации оборудования для производства профнастила, обязательно звоните в офис нашей компании.
Грамотные, компетентные и неизменно доброжелательные сотрудники предприятия всегда готовы предоставить вам любуюдополнительную информацию и еще больше рассказать о достоинствах линий для производства профнастила.
Нашей стратегической задачей является не сиюминутная денежная выгода, а долговременное и плодотворное сотрудничество. Поэтому мы берем на себя весь цикл гарантийного и сервисного обслуживания производимого оборудования, обеспечивая его бесперебойную работу в течение длительного времени.
Станок для производства профнастила: виды, изготовление своими руками
Профнастил вот уже на протяжении нескольких десятилетий активно используется в области строительства и во многих других сферах. Этот надежный материал, для изготовления которого необходим специальный станок для производства профнастила, применяется в качестве основного элемента ограждающих конструкций, им покрывают крыши строительных сооружений, облицовывают стены, а также решают целый перечень других задач, связанных как с капитальным, так и с частным строительством.
Профнастил изготавливается методом холодного проката
Производство профлиста может осуществляться как на механизированном, так и на ручном оборудовании, которое при желании можно изготовить и своими руками. Зная все нюансы такого производства, можно организовать прибыльный бизнес по изготовлению востребованного на рынке профлиста или с минимальными затратами производить такой материал для собственных нужд.
Зная все нюансы такого производства, можно организовать прибыльный бизнес по изготовлению востребованного на рынке профлиста или с минимальными затратами производить такой материал для собственных нужд.
Свойства профнастила
Профнастил, который на современном рынке представлен несколькими основными разновидностями, может быть изготовлен из различных материалов. Однако основным сырьем для производства профлиста является холоднокатаная листовая сталь, на поверхность которой нанесен тонкий слой цинка. Для придания стальному листу требуемой конфигурации используют метод его прокатки, которая может выполняться в горячем или холодном состоянии. Производство профнастила, при котором стальной лист предварительно подвергается значительному нагреву, осуществляют только крупные металлургические заводы. В домашних же условиях или в масштабах небольшого производственного предприятия профлист производится методом холодной прокатки.
Основные виды профилированного листа
В зависимости от условий дальнейшего использования и нагрузок, которые будет испытывать профлист, для его изготовления может быть использована сталь различной толщины. Вместо цинкового покрытия на поверхность профлиста может быть нанесен слой краски или другого материала, который в состоянии обеспечить надежную защиту металлического листа от негативного воздействия внешней среды. Учитывая тот факт, что конструкции из профнастила эксплуатируются преимущественно на открытом воздухе, наличие покрытия, защищающего их от интенсивного износа под воздействием коррозии, позволяет наделить такой материал требуемой долговечностью.
Вместо цинкового покрытия на поверхность профлиста может быть нанесен слой краски или другого материала, который в состоянии обеспечить надежную защиту металлического листа от негативного воздействия внешней среды. Учитывая тот факт, что конструкции из профнастила эксплуатируются преимущественно на открытом воздухе, наличие покрытия, защищающего их от интенсивного износа под воздействием коррозии, позволяет наделить такой материал требуемой долговечностью.
Условия, в которых эксплуатируется оборудование для производства профнастила, также оказывают влияние на качество готовой продукции. Так, и ручной станок, используемый для изготовления профнастила, и автоматизированную линию по производству такого материала желательно устанавливать в сухом и отапливаемом помещении, в котором не отмечаются резкие перепады температурного режима. Играют значение и условия, в которых хранится сырье для изготовления профилированных листов – рулоны листовой стали.
Типы оборудования для производства профнастила
Любое оборудование для производства профнастила работает по типовой схеме. Плоский стальной лист для придания ему требуемой конфигурации прогоняется через систему валков, которыми оснащен станок, используемый для производства профнастила. В результате такой технологической операции плоский стальной лист деформируется, приобретая требуемую геометрическую форму.
Размеры и форма валков зависят от конфигурации производимого на станке профлиста
В качестве основного сырья, из которого изготавливается профилированный лист, как уже говорилось выше, используется листовая сталь, поставляемая с заводов-производителей в рулонах. Если стальной лист, свернутый в такой рулон, имеет небольшую толщину, то развернуть его не составит больших проблем: это можно выполнить даже вручную. Совсем иначе обстоит дело, если для профлиста необходимо использовать листовую сталь значительной толщины. В таком случае станок, применяемый для производства профлиста, нуждается в оснащении дополнительным приспособлением, которое будет отвечать за гибку листового металла значительной толщины.
В таком случае станок, применяемый для производства профлиста, нуждается в оснащении дополнительным приспособлением, которое будет отвечать за гибку листового металла значительной толщины.
Станок для профнастила в зависимости от требуемой производительности может быть оснащен ручным или механизированным приводом. Более простой конструкцией, конечно, отличается ручной станок для производства профнастила. Между тем, решив использовать такое оборудование, следует иметь в виду, что работа на ручном станке для производства профлиста требует приложения значительных физических усилий, поэтому применять такое устройство для изготовления профилированного листа значительной толщины проблематично.
Ручной профилегиб ЛСП-2000 предназначен для изготовления профлиста или шкетника из металла толщиной до 0,55 мм
Между тем изготовление в домашних условиях оснащенного механизированным приводом станка для производства профнастила также связано с определенными сложностями. Дело в том, что в таком оборудовании для профнастила должно быть устройство, обеспечивающее резку профилированных листов на изделия определенной длины.
Формовка профиля на специализированной линии происходит на прокатном стане
Различают две технологии, по которым может осуществляться изготовление профнастила на специализированном оборудовании. Первая из них носит название одновременного профилирования и предполагает деформирование сразу обеих сторон стального листа, используемого для изготовления профлиста. Станки для производства профнастила, работающие по принципу последовательного профилирования, отдельно деформируют каждую из сторон стального листа.
Наибольшей эффективностью при изготовлении профлиста отличается специализированная линия для производства профнастила, в структуре которой уже содержится все необходимое оборудование.
 youtube.com/embed/TozE7PjB5wE»/>
youtube.com/embed/TozE7PjB5wE»/>Структура производственных линий
Для обеспечения высокого качества производимой продукции линии по производству профнастила должны быть оснащены следующими механизмами и приспособлениями.
- В такой линии обязателен механизм, который обеспечивает фиксацию рулонов с листовой сталью, а также их разматывание. Изготовление стального профлиста в промышленных масштабах предполагает использование в качестве сырья рулонов листового металла, вес которых может доходить до десяти тонн. Манипулировать такими рулонами без использования специальных приспособлений практически невозможно.
- Специальное устройство позволяет в автоматизированном режиме регулировать степень провисания заготовки между механизмом разматывания и приемной частью станка. Линия по производству профнастила, как правило, выполняет обработку листового металла с высокой скоростью, что просто не позволяет выполнять регулировку провисания заготовок в ручном режиме.

- Чтобы обеспечить высокую производительность и требуемое качество изготавливаемой продукции, профессиональное оборудование для производства металлопрофиля оснащают несколькими группами рабочих валков. Такие группы валков, которые называются клетями, выполняют различные функции, находясь в составе автоматизированной линии для производства профилированного листа. Как правило, эти клети, состоящие из различного количества рабочих валков, служат для загрузки листового металла в зону обработки оборудования, для выполнения рабочих операций и выгрузки готового изделия из станка.
- В производственной линии есть механизм привода, который должен обладать достаточной мощностью для того, чтобы обеспечить высокую производительность технологических операций, связанных с изготовлением профилированного листа методом прокатки.
- Устройство для резки, которым оснащается профессиональное оборудование для производства профлиста, должно обеспечивать качественную резку готового изделия, без образования заусенцев и загибов на его краях. Наличие таких дефектов значительно снижает стоимость готовой продукции.
- Станок для изготовления профнастила в промышленных объемах также должен быть оснащен отсеком, в котором складируются готовые изделия.

 Наличие таких дефектов значительно снижает стоимость готовой продукции.
Наличие таких дефектов значительно снижает стоимость готовой продукции.Структура автоматической линии производства профлиста
Производственная линия, предназначенная для изготовления профлиста, может управляться посредством автоматизированной системы или более простого устройства, которое не в состоянии обеспечить должный уровень автоматизации технологического процесса. Между тем использовать станок для профнастила, управляемый более простым устройством, могут даже операторы с невысоким уровнем квалификации.
Как изготовить станок для производства профлистов
Станок для изготовления листа, профиль которого имеет трапециевидную конфигурацию, можно изготовить и своими руками. Следует, однако, иметь в виду, что такое оборудование будет отличаться ограниченными техническими возможностями и использовать его можно будет для обработки заготовок из листового металла небольшой толщины. Такой самодельный станок можно применять не только для производства профлиста, но и для изготовления элементов кровельных конструкций – коньков, карнизных планок и др.
Такой самодельный станок можно применять не только для производства профлиста, но и для изготовления элементов кровельных конструкций – коньков, карнизных планок и др.
Чертеж самодельного листогиба, который тоже можно использовать для изготовления профлиста
Основой такого станка, с подробностями изготовления которого можно познакомиться и по видео, является каркас, устанавливаемый на бетонном основании и фиксируемый на нем при помощи анкерных болтов. На таком каркасе монтируется рабочий стол, длина которого должна превышать длину обрабатываемых заготовок. Рабочий стол самодельного станка, предназначенного для производства профннастила, используется как для подачи заготовки в зону обработки, так и для извлечения готового изделия.
Для надежной фиксации рулона листового металла на раме станка используется специальная планка, которая фиксируется при помощи болтового соединения. Механическое воздействие на обрабатываемый листовой металл, из которого и формируется профилированный лист, осуществляется посредством ручного рычага, монтируемого на раме оборудования. При помощи такого рычага, конструкция которого может быть дополнительно оснащена прижимной пружиной, осуществляется не только подача стальных листов в зону обработки, но и регулировка угла их подачи.
Механическое воздействие на обрабатываемый листовой металл, из которого и формируется профилированный лист, осуществляется посредством ручного рычага, монтируемого на раме оборудования. При помощи такого рычага, конструкция которого может быть дополнительно оснащена прижимной пружиной, осуществляется не только подача стальных листов в зону обработки, но и регулировка угла их подачи.
При самостоятельном изготовлении ручного станка для профнастила следует иметь в виду, что полностью сделать такое оборудование своими руками не получится: некоторые элементы его конструкции придется заказывать у специалистов по металлообработке. Такими элементами, в частности, являются прокатные валы, при помощи которых осуществляется формирование требуемого профиля обрабатываемой заготовки.
Для изготовления этого мобильного профилегиба понадобятся подшипники, уголок и трубы
Каретка – основной узел самодельного станка
Прокатные валы станка, предназначенного для производства профнастила, закрепляются на раме при помощи кронштейнов и соединяются с рычагом, который и управляет их работой. Металлическая заготовка, из которой будет формироваться профилированный лист, фиксируется на поверхности рабочего стола станка специальными лапками или планками.
Металлическая заготовка, из которой будет формироваться профилированный лист, фиксируется на поверхности рабочего стола станка специальными лапками или планками.
Прежде чем надежно зафиксировать все болтовые соединения в конструкции самодельного станка, предназначенного для производства профлиста, следует выполнить на таком оборудовании пробную гибку. Ее результаты покажут необходимость регулировки или переделки механизмов.
Профилегибочное оборудование из Китая -Линия производства профнастила
Профилегибочное оборудование из Китая предназначено для изготовления высококачественных стальных холодногнутых листовых профилей (металлочерепицы), отвечающих мировым стандартам, для обустройства кровли зданий и сооружений с защитно-декоративным покрытием (лакокраска, пластизоль).
Линия bиз Китая предназначена для производства стенового профнастила из оцинкованной стали (ГОСТ 14918) и тонколистового металла с полимерным или лакокрасочным декоративно-защитным покрытием (ГОСТ 30246-94; ГОСТ 9045; ГОСТ 1050) толщиной 0,45-1,20 мм. Профилегибочное китайское оборудование представлено линиями по производству профнастила (профлиста) различных марок С8, С10, МП20 (RN20), С21, НС35, С44, Н57, Н60 и Н75.
Профилегибочное китайское оборудование представлено линиями по производству профнастила (профлиста) различных марок С8, С10, МП20 (RN20), С21, НС35, С44, Н57, Н60 и Н75.
Технология производства профнастила основана на методе холодной прокатки гладкого листа металла. Оборудование для производства профнастила (профлиста) позволяет из рулона оцинкованного металла с полимерным покрытием получать гофрированный профнастил определенной геометрии. Для разных видов профлиста требуются разные прокатные станы и ножницы для резки. А состав оборудования для изготовления профнастила одинаков для любого вида профиля: разматыватель, прокатный стан, ножницы, приемное устройство, система автоматического управления.
Технологический процесс производства профнастила
разматыватель рулона — направляющая платформа — станок для резки металла — прокатный стан — гидравлическая станция — ножницы гильотинные — пункт автоматического управления — приемное устройство
Основное технологическое оборудование по производству профнастила и металлочерепицы 1. Гидравлический консольный разматыватель
Гидравлический консольный разматыватель
Предназначен для установки и размотки рулонов тонколистового металлопроката (черного, оцинкованного, оцинкованного с лакокрасочным покрытием, пр.) для подачи его в прокатный стан. Оборудование оснащено тормозным устройством. Разматыватель синхронизирует скорость работы со скоростью прокатки при помощи собственной автоматики. Макс. грузоподъемность 10 т, ширина рулона 1280 мм.
2. Станок для резки металла
Отрезает перед станом последний лист из заказа для того, чтобы заменить рулон на другой цвет.
3. Стан холодной прокатки
Прокатный стан в оборудовании для профнастила выполняет главную функцию – формирует гофрированный профлист из гладкого листа. От конструкции прокатного стана и качества его изготовления зависит качество произведенного профнастила. Формирование всех гофр происходит одновременно начиная с первой клети прокатного стана. Количество профилирующих клетей зависит от сложности конфигурации изготавливаемого профиля.
4. Гидравлические гильотинные ножницы. Раскрой профилированного листа осуществляется электромеханической гильотиной точно повторяющей контур поперечного сечения профиля. Ножницы гильотинные предназначены для рубки готового профнастила на выходе из прокатного стана. Ножи ножниц выполнены в форме прокатываемого профиля и рубят профнастил без заусенцев.
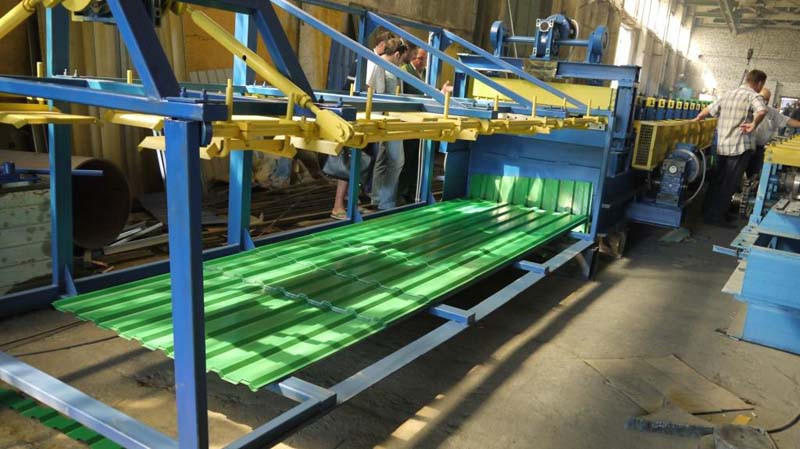
5. Приемное устройство
Приемное устройство служит накопителем готового профнастила для его последующей упаковки и отгрузки на склад. Автоматическое штабелирующее устройство предназначено для приёма готового листа и укладки его на приёмный стол или тележку.
6. Автоматическая система управления
Управление линией осуществляется централизованно, с шкафа управления, возможности которого позволяют плавно регулировать скорость профилирования, количество и длину изготавливаемых профилей. Технология построения управляющего модуля позволяет плавно выполнять команды «пуск», «стоп», при этом процесс характеризуется довольно низкой инерционностью, чем обеспечивается одинаковое значение длин готовых профилей в одной партии.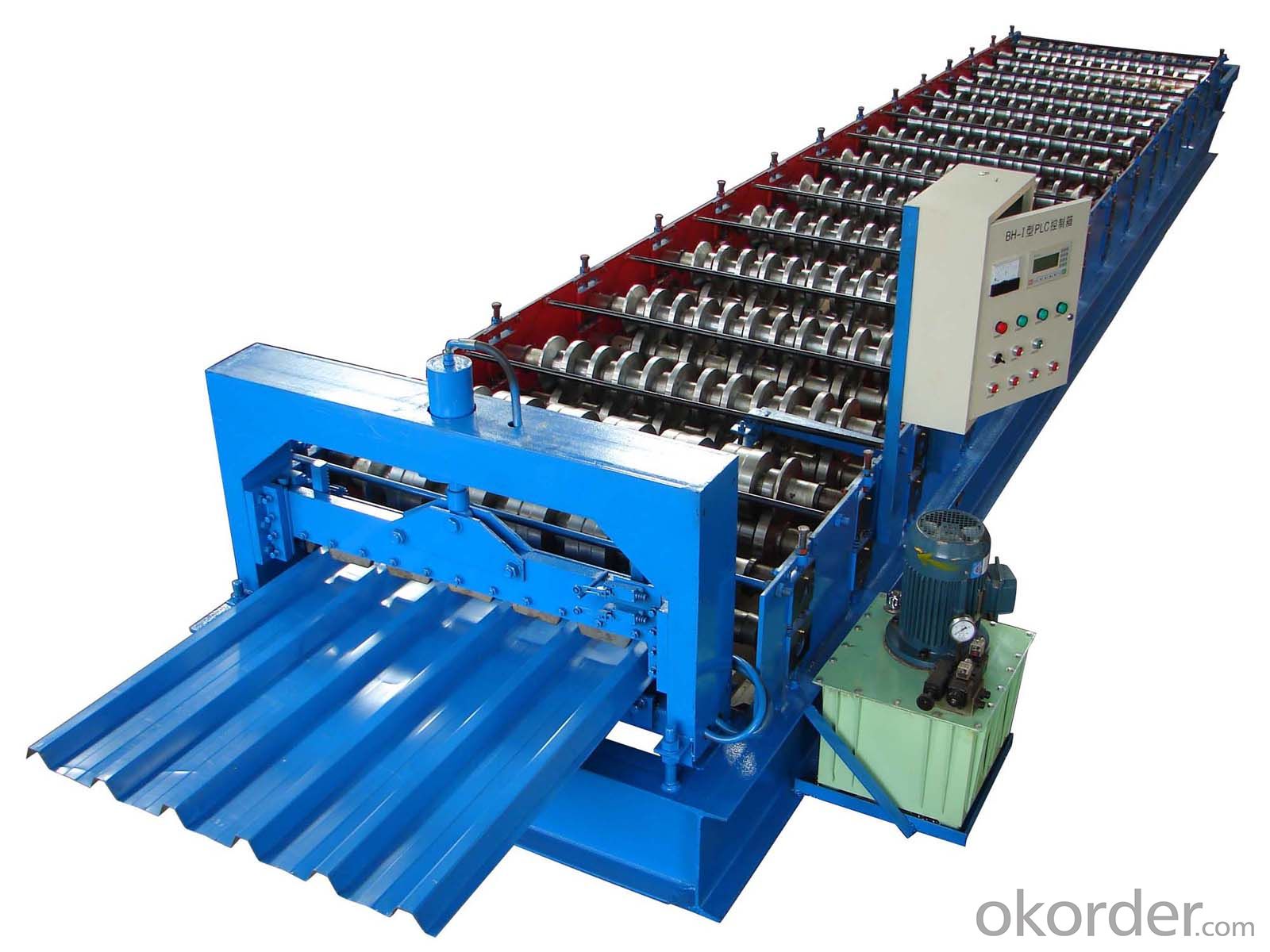
| Машины кузнечно — прессовые: линия для производства профнастила, модель C21. Продукция изготовлена в соответствии с ТР ТС 010/2011 «О безопасности машин и оборудования», ТР ТС 020/2011 «Электромагнитная совместимость техни | 8462211008 |
| Машины кузнечно-прессовые: машины гибочные для арочного профнастила | 8462211008 |
| Оборудование для промышленности строительных материалов: станки для изготовления профнастила, | 8462211009 |
| Машины кузнечно-прессовые: станок для изготовления профнастила | 8462211009 |
| Линия для прокатки профнастила | 8455220008 |
| Машины кузнечно-прессовые: автоматизированная линия проката профнастила Н60 | 8462211009 |
| Оборудование технологическое для литейного производства: Станок для производства профнастила, в разобраном виде модель Н-21, без ЧПУ | 8455220008 |
| Оборудование для производства профнастила | 8462218007 |
| Машины кузнечно-прессовые: Линия производства металлического профнастила, металлочерепицы | 8462211008 |
| Машины кузнечно-прессовые: Оборудование для строительства бескаркасных ангаров в составе: линия для изготовления арочного профнастила | 8462211008 |
| Оборудование для металлообработки: машина гибочная, длягибки листового материала – арочного профнастила Модель ВН 1250-800 | 846229 |
| Оборудование кузнечно-прессовое: прессы листогибочные с числовым программным управлением для производства профнастила, металло-черепицы, сайдинга, профиля из листового металла, бескаркасных арочных сооружений модели: С7, | 8462211009 |
| Оборудование для промышленности строительных материалов: станок для изготовления профнастила и металочерепицы | 846221100 |
| Машины кузнечно-прессовые: линия по производству профнастила из листового металла | 8462291000 |
| Линия по изготовлению профнастила с ЧПУ, в комплекте с гибочным прессом, режущим оборудованием и разматывающим устройством в составе: платформа подачи материала и разматыватель, гибочный станок с отрезным устройством, гидр | 8462211008 |
| Оборудование для промышленности строительных материалов: станы прокатные для производства профнастила | 8455220002 |
| Станок гибочный для производства профнастила, металлочерепицы | 8462291000 |
| Оборудование кузнечно-прессовое: двухуровневая автоматическая линия по производству профнастила | 8462291000 |
| Машины кузнечно-прессовые: станок гибочный для производства профнастила | 8462291000 |
| Оборудование металлообрабатывающее: автоматическая линия для производства профнастила (Профилегибочная машина) в составе: размотчик рулона ,прокатный стан, ножницы гильотинные , автоматическая система управления (САУ) | 8455220002 |
| Машины кузнечно-прессовые: мобильное профилегибочное оборудование (машина) для производства арочного профнастила, модель CS-1250-800 | 8462299800 |
| Оборудование для промышленности строительных материалов: линии для производства профнастила | 8455220002 |
| Машины гибочные и правильные: машины листогибочные для производства профнастила и сайдинга из листового металла | 8462211008 |
| Оборудование для промышленности строительных материалов: линии по производству металлочерепицы, профнастила, фасадных кассет | 8462 |
| Станки металлообрабатывающие: автоматическая линия для производства профнастила (профилегибочная машина) | 8455220002 |
Утепление кровли началось на новой ледовой арене в Новосибирске
Министр строительства Новосибирской области Иван Шмидт совместно с председателем комитета по строительству, жилищно-коммунальному комплексу и тарифам Александром Терепой посетили стройплощадку новой ледовой арены и проверили ход работ на объекте, которые осуществляет генеральный подрядчик – ООО «ЭлинАльфа».
В данный момент на объекте работает около 550 человек. Перед генеральным подрядчиком поставлена задача – наращивать темпы строительства ледовой арены, увеличивать количество работающих на объекте человек, четко соблюдать график производства работ, чтобы своевременно, этап за этапом, закрывать тепловой контур здания, и приступать к внутренним работам. Только выполнение подрядчиком работ четко и в срок гарантирует своевременный ввод объекта в эксплуатацию – осенью 2022 года.
Как неоднократно подчеркивалось, новая ледовая арена – объект уникальный, при ее строительстве применяются самые современные технологии. Так, сегодня строители приступают к обустройству фальцевой кровли – специальных металлических панелей, которые сочетают в себе несколько важных свойств: высокую стойкость к агрессивным воздействиям химических веществ, низкую пористость, высокую жесткость поверхности и стойкость к истиранию. Благодаря таким качествам панели получили широкое распространение при строительстве общественных зданий и зданий с массовым скоплением людей, объектов транспортной инфраструктуры. Первым этапом кровля будет обустроена на малых аренах, затем такая же технология будет применена на кровле основной арены.
Первым этапом кровля будет обустроена на малых аренах, затем такая же технология будет применена на кровле основной арены.
Кроме того, в здании ледовой арены строители ведут заливку полов (на 3-м этаже), продолжают устройство основания ледового корта на тренировочной арене, устраивают профлист на кровле основной арены, монтируют металлические конструкции фасада основной арены. Также продолжается работа с системами отопления, вентиляции, водоснабжения.
Как отметил председатель комитета по строительству, жилищно-коммунальному комплексу и тарифам Александр Терепа, новая ледовая арена – объект для региона знаковый, важный, нужный.
«Сегодня важно объединить все усилия, саккумулировать все ресурсы, чтобы завершить строительство арены в намеченные сроки и провести в Новосибирске Чемпионат мира по хоккею среди молодежи. Проблемные вопросы есть, но перспектива уложиться в сроки – реальна, если этому придать нужную динамику, насытить ресурсами – трудовыми, финансовыми, технологическими, грамотным менеджментом. Если понадобятся какие-то решения, связанные с привлечением ресурсов и с задействованием дополнительных потенциалов, здесь законодательное собрание может пригодиться для принятия решений», – отметил Александр Терепа.
Если понадобятся какие-то решения, связанные с привлечением ресурсов и с задействованием дополнительных потенциалов, здесь законодательное собрание может пригодиться для принятия решений», – отметил Александр Терепа.
Минстрой региона жестко следит за выполнением графика работ. В настоящее время на объекте организован ежедневный мониторинг строительства, проходит еженедельный оперативный штаб под руководством Губернатора Новосибирской области Андрея Травникова.
Для справки
Строительство многофункциональной ледовой арены осуществляется в рамках федерального проекта «Спорт – норма жизни» национального проекта «Демография». На ней пройдут матчи Молодёжного чемпионата мира по хоккею 2023 года.
Шестиэтажный комплекс ледовой арены общей площадью 55 тыс. кв. м будет включать в себя основную арену на 10,5 тысяч зрителей и тренировочную арену с трибунами на 200 зрителей. Также здесь будет спортивный, тренажёрный залы, спортивные раздевалки для команд, офисы делегаций и необходимые вспомогательные помещения.
Оборудования (станки) для производства профнастила — состав линии и технологический процесс
На сегодняшний день преимущественные позиции по популярности среди изделий, которые изготовлены из тонколистового стального проката, занимает профнастил.
Его применяют для постройки ограждений, крыш, заборов, стеновых конструкций. За счет такой популярности значительно увеличилось производство профнастила.
Приступим к рассмотрению некоторых особенностей, которыми специализируется непосредственное производство профнастила, рассмотрим оборудование, которое используют при производстве профнастила.
Тем, кто связан с промышленностью, он будет знаком, если его назвать профилированным или гофрированным листом.
Основная функция оборудования по производству профнастила — возможность придать металлу определенную форму путем механического воздействия давлением на заготовку.
То есть такой станок имеет способность сделать из гладкого листа – профильный.
Существует горячая и холодная промышленная обработка металлов давления.
Станок проката профнастила в состоянии работать при температуре окружающего воздуха, нет необходимости в нагреве самого материала, то есть для обработки сырья используется холодный метод обработки.
Основными операциями, которыми характеризуются линии и станки, которые используют при производстве профнастила, принято считать резку и прокат.
На производстве прокат имеет второе название – профилирование, его так называют из-за того, что заготовка металла в конечном итоге получает профильную форму.
Профнастил выпускается для разных модификаций. Его тип и вид влияет на возможную область применения.
Каждая тип, в зависимости от высоты профиля, характерной для профнастила, будет требовать от оборудования для производства материала различное усилие давления.
Само оборудование, которое используют при производстве, классифицируется по степени механизации производства.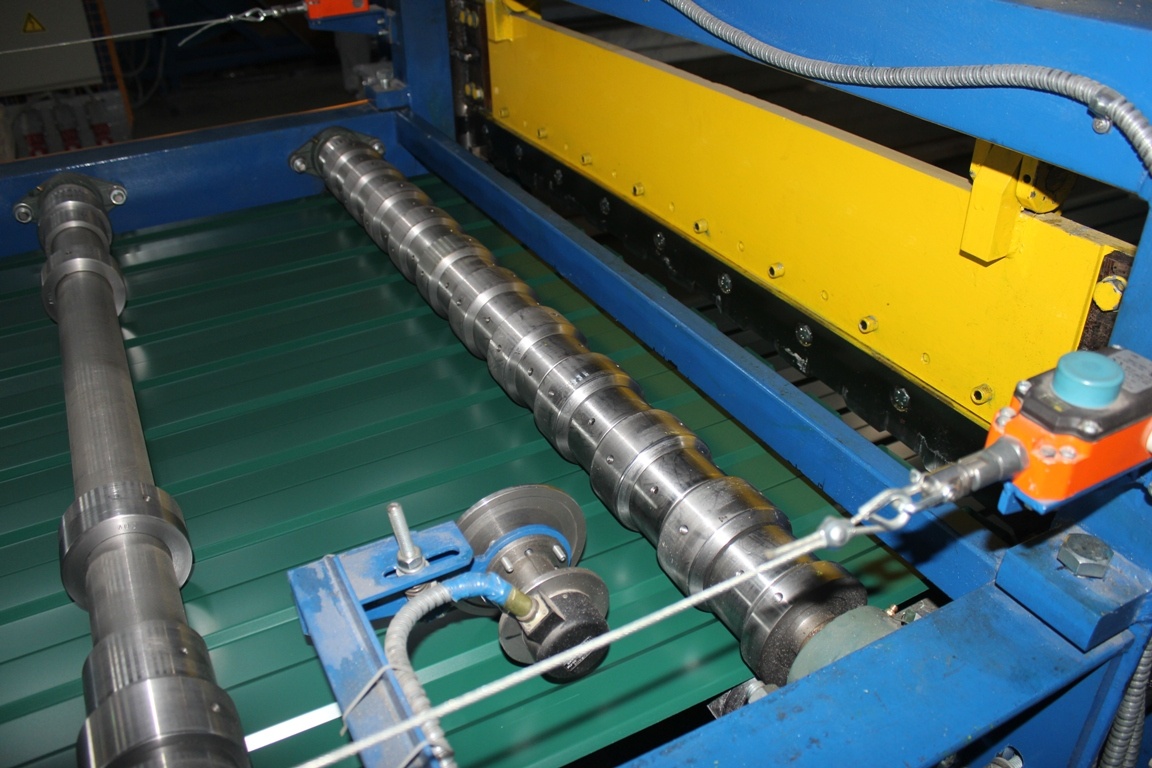 Оно бывает таких типов: ручное, передвижное и автоматизированное.
Оно бывает таких типов: ручное, передвижное и автоматизированное.
Ручной станок обычно применяют для небольшого количества и небольших по размеру гофрированных изделий.
При выполнении технологических операций, электроэнергия не используется, задействуется только физическая сила оператора. Цена на ручной станок такого типа сравнительно невысока, он пользуется спросом при использовании доборных элементов, которые производят из оцинкованного материала, что применяется в металлообрабатывающей мастерской, также применим в строительных организациях.
Его не рекомендуется применять для сырья с разным типом покрытия (полимерное, лакокрасочное).
Если есть технические возможности и умения, то такое оборудование можно сделать самостоятельно, для тех, кто разбирается, это не составит труда, к тому же в интернете предлагаются чертежи для изготовления станка для профнастила с ручным приводом.
Другой подтип, а именно передвижное оборудование используют для производства профлиста на самой строительной площадке.
Такое оборудование очень часто применяют для изготовления арочного профнастила, которые применим для строительства складских помещений, ангаров, хранилищ и других сооружений, которые имеют в проекте арочные элементы.
Использование такого передвижного оборудования и арочного профнастила ускоряют процесс строительства арочных конструкций большой площади, плюс ко всему существенно экономят на опорном каркасе здания.
Цена автоматизированного оборудования состоит из стоимости его отдельных комплектующих.
Само это оборудование выглядит как автоматическая или полуавтоматическая линия, которая в свою очередь состоит из комплекта станков и механизмов, которые смонтированы в специальном порядке.
Построение технологического процесса:
- Сначала на консольном размывателе закрепляют тонколистовую горячеоцинкованную сталь (которая выглядит как рулон)
- После этого на профилирующий прокатный стан направляется начальный материал, который похож на ленту.

Такой стан имеет несколько пар клетей, которые влияют на качество получаемого профнастила. Каждая отдельная клеть предусматривает наличие двух наборов роликов необходимой геометрии, которые, следовательно, закрепляются на верхнем и нижнем валах.
- Путем прохождения профнастилом через клети, получается намеченная геометрия профнастила.
Оборудование, которое применяют при производстве профлиста имеет различную комплектацию (просечные электромеханические ножницы, рольганги или штабелеры, а так же системы автоматического управления, которая оборудована сенсорным пультом).
Иногда изготовители в комплектацию оборудования для профнастила еще добавляют комплект измерительного зажимного устройства, стол и ножницы для резки кромок, а также устройство для сбора и удаления отходов.
Стандартная линия по производству имеет:
- Консольный разматыватель для первоначального материала в рулоне (оцинкованный лист с особым покрытием), грузоподъемность этого оборудования достигает около10 тонн
- Прокатный стан, который выполняет профилировку гладкого листа (лучше остановиться на одновременной схеме прокатки, скорость которой как минимум 22 м/п в минуту)
- Гильотинные ножницы с ножами, которые схожи с формой профиля самого листа
- Устройство приема для готового продукта
- Автоматизированную систему, которая управляет производственными процессами.

Помимо указанного перечня, необходимо отапливаемое помещение, в котором имеется кран-балка и промышленный пол с ровным покрытием.
Разматыватель рулона, грузоподъемность которого до 10 тонн, используется для того, чтобы выполнить размотку металла непосредственно из ленты.
Также он способствует подаче в прокатный стан самой производственной линии.
Этот механизм автоматизирован, что позволяет проводить контроль над провисанием петли материала, которая может возникнуть на отрезке прокатны стан — размотчик.
Прокатный стан – это основной элемент и главный механизм, который относится к комплекту оборудования, необходимого при производстве профнастила.
Благодаря этому необходимый профиль получают из гладкой заготовки. Он содержит определенные рабочие прокатные клети, они необходимы для последовательного сгибания профлиста.
Помимо рабочих клетей, на общей раме расположена заправочная клеть. Также там располагается кабель управления, кабель питания, электроприводы.
Гильотинные ножницы используются для того, чтобы отрезать полученный профилированный лист в том размере, который назначил оператор.
Форма ножей ножниц полностью идентична форме самого изделия, поэтому разрез получается качественным без какого-либо загиба и заусенцев. Для того, чтобы обеспечить конструкции высокую жесткость, проводится монтировка ножниц на единой с прокатным станом раме.
Устройство приема используется для того, чтобы формировать пачки готовой продукции.
Конкретный вид профнастила предполагает определенную длину данного элемента линии.
Автоматизированная управляющая система отвечает за то, чтобы связывать все устройства линии воедино, помимо этого она отвечает за контроль выполнения работы, и возникновение внештатных аварийных ситуаций. Помимо этого она позволяет управлять всем процессом, находясь за центральным операторским пультом.
Многие эксперты придерживаются мнения, что вкладывать деньги в производство профнастила, в принципе логично.
Популярность этого материала с каждым годом повышается, поэтому можно прогнозировать увеличение рынка сбыта. Не стоит забывать от том, что для производства конкурирующего материала, отвечающего всем ГОСТам, необходимо использование профессионального и качественного оборудования.
Конечно, если вы желаете сэкономить, тогда можно приобрести и не совсем новое оборудование.
Если так, тогда необходимо очень внимательно изучить суть предложения и его технические свойства, так как часто встречаются случаи, что на продажу попадают станки, которые находятся в состоянии выработки.
Такой же совеем можно дать, есть желание приобрести продукцию из Китая, так как часто бывает лишь некачественная имитация известной марки, которая абсолютно не похожа с оригинальным оборудованием.
(495) 640 21 99
|
|
|
|||||||||||

 boracom.ru!
boracom.ru!

 Возможны и другие дополнения, по запросу заказчика.
Возможны и другие дополнения, по запросу заказчика.
 Его сборка займет не более 20 мин, масса составного модуля фальцепрокатного станка – около 45 кг.
Его сборка займет не более 20 мин, масса составного модуля фальцепрокатного станка – около 45 кг.

 Их функция – установка и размотка металла любого качества (оцинкованного, имеющего лакокрасочное покрытие, черного и пр.) Разматыватели, поставляемые компанией БОРА, могут эксплуатироваться как отдельная техническая единица, или же в составе автоматизированных производственных линий по обработке рулонного металла. Они незаменимы в составе линий продольной, поперечной продольно-поперечной резки рулонного металлопроката, в составе линий профилирования по производству металлосайдинга, профнастила, металлической черепицы и пр. Консольная конструкция предлагаемых разматывателей обеспечивает простоту и скорость установки рулона.
Их функция – установка и размотка металла любого качества (оцинкованного, имеющего лакокрасочное покрытие, черного и пр.) Разматыватели, поставляемые компанией БОРА, могут эксплуатироваться как отдельная техническая единица, или же в составе автоматизированных производственных линий по обработке рулонного металла. Они незаменимы в составе линий продольной, поперечной продольно-поперечной резки рулонного металлопроката, в составе линий профилирования по производству металлосайдинга, профнастила, металлической черепицы и пр. Консольная конструкция предлагаемых разматывателей обеспечивает простоту и скорость установки рулона.


ЛИНИЙ ЭКСТРУЗИИ — ЛИСТ | Пластиковые машины | Бывшее в употреблении оборудование для производства пластмасс
Уже более 30 лет компания Arlington Machinery является основным поставщиком оборудования для продажи, ремонта и покупки современного оборудования для производства пластмасс как в регионе, так и по всей стране. У нас есть один из лучших в отрасли выбор нового и бывшего в употреблении оборудования для экструзии листов, и у нас есть штат высококвалифицированных специалистов по оборудованию, готовых помочь вам выбрать правильный экструдер для производства пластиковых листов для вашего уникального коммерческого или промышленного применения.
У нас есть один из лучших в отрасли выбор нового и бывшего в употреблении оборудования для экструзии листов, и у нас есть штат высококвалифицированных специалистов по оборудованию, готовых помочь вам выбрать правильный экструдер для производства пластиковых листов для вашего уникального коммерческого или промышленного применения.
Высокопроизводительные машины для экструзии листов для вашего производственного процесса
Экструзионная линия особого типа, экструзионная машина для производства пластиковых листов принимает необработанный пластик, плавит его и подает через фильеру для плоских листов. В зависимости от конкретного полимера и типа используемой кромки штампа пластиковый лист ниже по потоку будет образовывать непрерывную, равномерно распределенную пленку из пластика, которую можно наматывать или обрезать для получения широкого спектра конечных продуктов: осветительных панелей, герметизирующих материалов, рулонных материалов. сток, панели и многое другое.
В Arlington Machinery мы понимаем, что даже самые незначительные изменения в спецификациях оборудования могут кардинально изменить ваши производственные результаты, поэтому наши сотрудники разбираются во всех компонентах машины для экструзии пластиковых листов — от одно- / двухшнекового экструдера до устройство смены сита, экструзионная матрица, стопка листов и намотчик.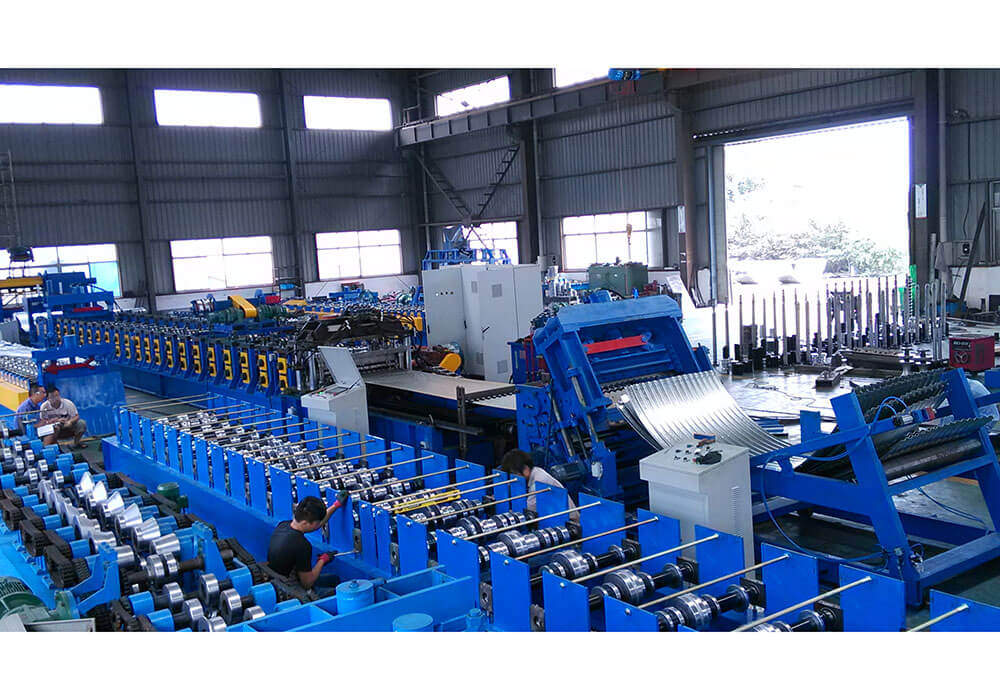 Наши машины для производства листового пластика производятся ведущими производителями, такими как Davis Standard, Welex, PTI, American Kuhne, Breyer, OMV и Randcastle, и они предлагают широкий выбор листов ширины, пропускной способности, стопки рулонов и однослойной / совместной экструзии / многослойной экструзии. послойные технологии.
Наши машины для производства листового пластика производятся ведущими производителями, такими как Davis Standard, Welex, PTI, American Kuhne, Breyer, OMV и Randcastle, и они предлагают широкий выбор листов ширины, пропускной способности, стопки рулонов и однослойной / совместной экструзии / многослойной экструзии. послойные технологии.
Свяжитесь с нами для получения подробных спецификаций и бесплатного предложения по любому новому или бывшему в употреблении экструдеру для листового пластика
Подходящая машина для экструзии пластиковых листов будет производить с точностью, рентабельностью и минимальными производственными ошибками. Если у вас есть какие-либо вопросы о том, какие машины для экструзии листов лучше всего подходят для ваших производственных нужд, не стесняйтесь обращаться в Arlington Machinery!
Мы предлагаем чрезвычайно конкурентоспособные цены на новое и бывшее в употреблении оборудование для производства пластмасс, а также возможности собственной механической обработки для настройки любой части оборудования для экструзии листов. Вы можете позвонить нам, чтобы поговорить с опытным специалистом по продукции или добавить предпочтительный экструдер для пластиковых листов в свою онлайн-корзину, чтобы получить подробное предложение.
Вы можете позвонить нам, чтобы поговорить с опытным специалистом по продукции или добавить предпочтительный экструдер для пластиковых листов в свою онлайн-корзину, чтобы получить подробное предложение.
Линии экструзии листов — esde Maschinentechnik Gmbh
Пластиковые листы представляют собой сложный конечный продукт с различными оптическими качествами. Они могут быть разных форматов и поверхностей и выполнены в виде моно- или соэкструдатов.
Экструзионные линии esde производят листы из PP, PS, PC, ABS и многих других сложных материалов.
esde обеспечивает высокую экономическую эффективность при значительной экономии энергии и пластмассы благодаря прочному и долговечному качеству экструзионных линий «Сделано в Германии». Концепция независимого станка основана на нашем обширном ноу-хау.
Линии листового проката esde индивидуально адаптированы к требованиям и задачам клиента. Наши линии доступны для плит и листов шириной до 2300 мм и толщиной до 12 мм для компактных плит, а также для вспененных листов толщиной до 20 мм.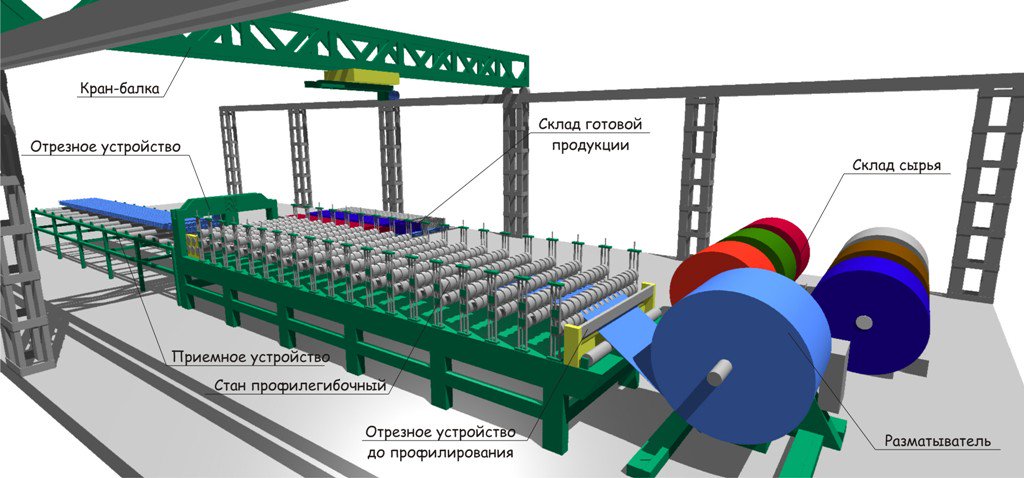
Рабочая поверхность наших экструзионных линий имеет удобную и понятную структуру. Мы используем удобную технологию сенсорного экрана с логичным руководством пользователя. Усилия по обучению операторов минимальны, так как не требуются знания программирования.
Рабочие элементы размещаются на экструдере и, при необходимости, на других компонентах линии, по желанию заказчика.
Все соответствующие данные обработки могут быть легко считаны и скорректированы.Система управления может быть обновлена за счет сбора производственных данных, подключения к настольному ПК и возможности дистанционного управления нашими инженерами-электриками.
Свяжитесь с нами, и вы получите брошюру с техническими подробностями о линиях экструзии esde для пленки и листов. Щелкните здесь, чтобы заказать брошюры, или свяжитесь с нашими компетентными специалистами напрямую, чтобы задать вопросы и получить дополнительную информацию.
Добро пожаловать в наш технический центр в Бад-Эйнхаузене для тестирования вашей рецептуры на нашей демонстрационной линии. Обработка вашего материала будет проанализирована и записана. Результаты будут включены в вашу индивидуальную концепцию линии.
Обработка вашего материала будет проанализирована и записана. Результаты будут включены в вашу индивидуальную концепцию линии.
Запишитесь на прием в Техническом центре Visit.
3 совета и примера, которые следует запомнить
Для предприятий, пытающихся продвигать продукты в розничные магазины, критически важно иметь хорошо организованный список розничных линий. Линейный лист — это документ, который компания может передать розничному покупателю, в котором быстро и легко представлена вся информация, необходимая для определения того, подходят ли продукты для розничной торговли.Вот три вещи, которые следует учитывать при проектировании линейных листов.
Вы хотите избежать того, что генеральный директор StartUp FASHION Николь Джордано называет «излишествами» в линейных листах. Избыточности обычно проявляются в этих документах двумя способами: в структурном дизайне или в описании продукта. Вы хотите, чтобы покупатель сразу увидел, что это за товар, сколько он стоит и где его заказать. Любое отклонение от этого критерия может быть воспринято как вычурное.Взгляните на этот план, предоставленный Indie Retail Academy. Обратите внимание, что явно указано восемь продуктов, указана их цена и веб-сайт, на котором можно их заказать. Единственный лишний на этой странице — это «новые» стикеры. Некоторые поставщики добавляют этот тег или тег «бестселлер», чтобы привлечь внимание покупателя. Поставщики должны использовать эти теги только в том случае, если выделенные продукты лучше соответствуют конкретным потребностям продавца в большей степени, чем другие продукты, и могут использоваться в качестве рычага воздействия.
Вы хотите, чтобы покупатель сразу увидел, что это за товар, сколько он стоит и где его заказать. Любое отклонение от этого критерия может быть воспринято как вычурное.Взгляните на этот план, предоставленный Indie Retail Academy. Обратите внимание, что явно указано восемь продуктов, указана их цена и веб-сайт, на котором можно их заказать. Единственный лишний на этой странице — это «новые» стикеры. Некоторые поставщики добавляют этот тег или тег «бестселлер», чтобы привлечь внимание покупателя. Поставщики должны использовать эти теги только в том случае, если выделенные продукты лучше соответствуют конкретным потребностям продавца в большей степени, чем другие продукты, и могут использоваться в качестве рычага воздействия.
Источник изображения
2.«Настройка действительно помогает персонализировать информацию о вашем инвентаре». Еще один важный момент, связанный с листами розничной торговли, был определен дизайнером Zelma Rose Лизой Андерсон Шаффер. Под настройкой она имеет в виду различные версии линейного листа, которые вам, вероятно, придется передать поставщикам. Подход «один размер для всех» обычно не работает с линейными таблицами, потому что разные розничные торговцы имеют разные потребности и ожидания от поставщиков и их продуктов. Например, ювелирный бизнес может предлагать консервативные изделия авторитетному розничному продавцу, такому как Kay Jewelers, но может предлагать более креативные изделия независимому продавцу ювелирных изделий.Составление списков покупательских товаров отправит продавцу сообщение о том, что вы можете определить, что из вашей коллекции лучше всего подходит для их магазина. Обратите внимание на разницу между этими двумя пользовательскими линейными листами, изготовленными одной и той же компанией. Первый может быть для консервативного продавца, а второй может быть нацелен на более креативного продавца.
Под настройкой она имеет в виду различные версии линейного листа, которые вам, вероятно, придется передать поставщикам. Подход «один размер для всех» обычно не работает с линейными таблицами, потому что разные розничные торговцы имеют разные потребности и ожидания от поставщиков и их продуктов. Например, ювелирный бизнес может предлагать консервативные изделия авторитетному розничному продавцу, такому как Kay Jewelers, но может предлагать более креативные изделия независимому продавцу ювелирных изделий.Составление списков покупательских товаров отправит продавцу сообщение о том, что вы можете определить, что из вашей коллекции лучше всего подходит для их магазина. Обратите внимание на разницу между этими двумя пользовательскими линейными листами, изготовленными одной и той же компанией. Первый может быть для консервативного продавца, а второй может быть нацелен на более креативного продавца.
Источник изображений
3. «Линейные листы, упрощающие продажу, на самом деле являются линейными листами, которые упрощают покупку.»
«Линейные листы, упрощающие продажу, на самом деле являются линейными листами, которые упрощают покупку.» Простота — главный фактор в успешной линейке продуктов для розничной торговли. Ведь цель документа — дать возможность продавцу сразу же ответить на его вопросы. Цитата тренера по розничным продажам Клэр Юилл свидетельствует о силе действительно простого линейного листа. Простота документа делает процесс подачи заявки безболезненным как для продавца, так и для покупателя. Юилль предлагает несколько способов максимально упростить линейный лист. Во-первых, поставщикам следует рассмотреть возможность горизонтальной печати, поскольку многие розничные продавцы подают их именно таким образом.Кроме того, поставщики должны обязательно включить каждый элемент в маркированный список Yuille: название продукта, номер позиции, оптовую цену, рекомендованную розничную цену и, что наиболее важно, информацию о том, где розничный продавец может заказать продукт. Глядя на этот пример, критический взгляд может увидеть одну огромную ошибку, вызывающую тревогу. За потоком легко следить, информация о продукте организована, но в этом линейном листе отсутствует один важный элемент: место, где розничный продавец может заказать продукты. Это отличный пример, показывающий, как даже отличный дизайн нужно подвергнуть критическому анализу, прежде чем продавец получит его в свои руки.
За потоком легко следить, информация о продукте организована, но в этом линейном листе отсутствует один важный элемент: место, где розничный продавец может заказать продукты. Это отличный пример, показывающий, как даже отличный дизайн нужно подвергнуть критическому анализу, прежде чем продавец получит его в свои руки.
Как выбрать оборудование гибкой производственной линии для листового металла
В отрасли обработки листового металла с увеличением затрат на рабочую силу и постепенным улучшением требований к продукции прибыль становится все меньше и меньше, а эффективность не может быть повышена или даже производство будет в убытке.
Таким образом, предприятия по производству листового металла пытаются использовать роботов или оборудование для автоматизации вместо рабочей силы, чтобы снизить затраты на обработку и повысить эффективность производства.
Некоторым предприятиям удалось осуществить трансформацию, но большинство из них не только не смогли достичь ожидаемых результатов после инвестиций в роботов и оборудование для автоматизации, но также оборудование простаивало и открывалось только для поддержки фасада для приема заказов, когда клиенты посетите их.
Большинство простаивающих роботов или оборудования автоматизации возникают не потому, что оборудование не работает или не работает должным образом, а потому, что предприятия по производству листового металла не проводят глубокого анализа собственного производственного процесса и выпуска перед покупкой роботов или оборудования для автоматизации и не делают этого. понимать характеристики и ограничения оборудования автоматизации.
Более того, некоторые продавцы средств автоматизации преувеличивают производительность оборудования ради производительности, а закупочные предприятия ошибочно полагают, что приобретаемое ими оборудование автоматизации является панацеей.
После ввода оборудования в эксплуатацию 30% продукции можно производить в автоматическом режиме, 70% продукции приходится на ручное производство, коэффициент использования очень низкий.
Любое совершенное оборудование для автоматизации имеет свои ограничения, поэтому перед тем, как устанавливать оборудование для автоматизации, вы должны тщательно проанализировать процесс и выпуск продукции вашей компании, а также проанализировать производительность и ограничения оборудования для автоматизации.
В этой статье мы поделимся с вами, как настроить оборудование для автоматизации листового металла и сделать правильный выбор.
Процесс вырубкиВ настоящее время основным вырубным оборудованием является станок для лазерной резки и вырубной станок с ЧПУ.
Это оборудование с числовым программным управлением, степень интеллекта относительно высока, добавление устройств автоматической загрузки и вырубки может обеспечить полностью автоматизированное производство.
Лазерная загрузка и вырубкаЛазерную автоматическую подачу не рекомендуется ставить в автоматические устройства, лазерная обработка — это в основном мелкосерийная, многовидовая, автоматическая вырубка, в свою очередь, снижает эффективность обработки.
Для очень больших объемов производства мы рекомендуем использовать линию лазерной резки рулонов.
Линия резки рулонов экономит материал и имеет высокую эффективность обработки.
Консольная присоска (рис. 1) представляет собой полуавтоматическое загрузочное устройство, которое экономично и подходит для загрузки тонких пластин толщиной в пределах 5 мм и весом в пределах 200 кг.
Если толстая пластина загружается консольным полуавтоматическим способом, будет очень сложно толкать присоску вручную, поэтому использовать ее не рекомендуется.
Полностью автоматическое загрузочное устройство однобалочной фермы (рис. 2) подходит для загрузки толстых и больших плит с большей безопасностью и большей эффективностью.
Рисунок 1 Консольный станок для лазерной загрузки и вырубки
Рис. 2 Станок для лазерной резки и вырубки однолучевой фермы
Пробивной пресс с ЧПУ ВырубкаПреимущества одностороннего устройства автоматической загрузки и вырубки (Рисунок 3):
- Загрузка и разгрузка с одной стороны, один цикл загрузки и разгрузки занимает от 35 до 40 секунд, занимает мало места и может быть увеличен для увеличения магазина без увеличения занимаемой площади.

Преимущества двухсторонней автоматической загрузки и заглушки:
- Эффективность загрузки и разгрузки выше, чем у одной стороны, и один цикл загрузки и вырубки может быть завершен за 16-20 секунд, но он охватывает относительно большую площадь и подходит для предприятий по производству листового металла, чьи площадки не ограничены .
Рисунок 3 Одностороннее автоматическое загрузочно-вырубное устройство
Более 3-х вырубных станков с ЧПУ подходят для добавления автоматических загрузочных и вырубных устройств.
В целом, один человек может управлять 3 пробивными станками с ЧПУ с автоматическими загрузочными и вырубными устройствами, которые могут сократить количество операторов от 3 до 4 за одну смену и эффективно снизить трудоемкость операторов и освободить механическую повторяющуюся загрузку и разгрузку, так что У операторов есть больше времени, чтобы подумать о подготовительных работах перед обработкой, таких как подготовка формы, подготовка материала и оптимизация процедуры обработки, что может значительно повысить эффективность обработки.
также является очень зрелым решением.
Процесс формования98% заводов по формовке листового металла используют листогибочные прессы, которые требуют небольших вложений и могут использоваться для общей штамповки.
Единственный недостаток — требуется ручное управление. Одному человеку сложно управлять заготовкой длиной и шириной более 500 мм, поэтому для работы с ней требуется более двух рабочих, а эффективность гибки низкая при обработке листа толщиной более 2 мм и подвержены промышленным авариям.
Гибочные работы сложнее и требуют длительного обучения для накопления опыта, поэтому зарплата операторов листогибочного пресса выше, чем при других видах работ.
Роботизированный гибочный станок, вспомогательный гибочный центр и гибочный центр — это три решения автоматизации для снижения затрат на рабочую силу.
Рисунок 4 Роботизированная гибка
Гибочный робот После ввода в эксплуатацию оборудования таким образом оно может реализовать непрерывное, полностью автоматическое производство, длительная обработка более эффективна, чем ручная обработка, и один персонал по вводу в эксплуатацию может управлять несколькими гибочными станками.
Его недостаток заключается в том, что время наладки слишком велико, требования к операторам относительно высоки, он не подходит для обработки небольших партий нескольких видов продукции, и различные продукты должны заменять раму присоски.
Многие компании вложили средства в роботизированную гибку (рис. 4), в результате чего оборудование простаивало из-за отсутствия фиксированных партий продукции и незнания оператором процедуры ввода в эксплуатацию.
Вспомогательная гибкаЭтот метод можно использовать для многовидового, крупносерийного и мелкосерийного производства.
Преимущества гибки больших заготовок и толстых листов очевидны: сокращается персонал, обслуживающий гибку, снижается трудоемкость и гибкость.
Толкатель листов может использоваться более чем с одним листогибочным прессом, инвестиционные затраты относительно низкие.
Недостатком является то, что он требует ручной работы с загрузкой и разгрузкой, и не может полностью реализовать автоматизацию производства.
Гибочный центр имеет высокую эффективность обработки и может осуществлять полностью автоматическое производство, что подходит для сложной обработки шасси.
Не сгибает толстые листы и изделия с кромкой загиба более 300 мм.
Из-за высоких производственных затрат и высоких затрат на обслуживание предприятия общего масштаба не могут себе этого позволить, а прибыль от обработки листового металла настолько мала, что трудно вернуть затраты после инвестиций.
Процесс зажимаОсновная работа специалистов по обработке листового металла — это сверление, нарезание резьбы и зенкование отверстий. В некоторых изделиях из листового металла необходимо использовать алюминиевые профили для обработки ступенек, глухих отверстий и ямок «рыбий глаз».
Традиционное обрабатывающее оборудование включает в себя настольное сверло, настольный станок для нарезания резьбы и фрезерный станок.
Ручная работа на сборочной линии подвержена нарушениям качества, таким как отсутствие отверстий, отсутствие резьбы и другие явления.
Для более сложных деталей может быть множество различных спецификаций процесса нарезания резьбы, зенковки и развёртывания, обработка традиционным оборудованием более проблематична и требует сотрудничества более чем одного человека, а эффективность также низкая, много листового металла предприятия используют сверлильный, нарезной и фрезерный обрабатывающий центр.
Сверлильный, нарезной и фрезерный центр — это станок с ЧПУ, объединяющий функции сверлильного станка, нарезного станка и фрезерного станка, с автономным программированием и автоматической сменой инструмента с многопозиционным инструментальным магазином, одновременным зажимом нескольких деталей и автоматической обработкой все отверстия, нарезание резьбы и фрезерование выемок деталей по программе.
Он может производить непрерывный зажим и демонтаж деталей с относительно высокой эффективностью, обрабатывать от 40 до 60 отверстий в минуту, а также обрабатывать профильные радиаторы.
Недостатком является то, что требуется программирование и изготовление приспособлений, что не подходит для обработки прототипов или пробных изделий.
Процесс сварки и шлифованияРоботизированная сварка — это очень зрелое решение для автоматизации, которое здесь не рассматривается.
Шлифовка — узкое место на всех предприятиях по производству листового металла.
Шлифовальные работы грязные, утомительные и в плохих условиях, но процесс шлифования является важным процессом для обработки листового металла, и очень трудно нанять шлифовальных рабочих.
Некоторые предприятия по производству листового металла пробовали роботизированную полировку с опытом аппаратной автоматизации полировки, но большинство из них закончилось неудачей, теперь пятиосевая рабочая станция для полировки с ЧПУ стала более зрелой и рекомендованной всем.
Пятиосевая шлифовальная рабочая станция с ЧПУ используется для полировки сварных швов на поверхности деталей из листового металла, которая подходит для шлифования и полировки поверхности ящиков, шкафов, дверей и внутренних структурных деталей, в основном используется в коммуникационном оборудовании, электроэнергетике. оборудование, медицинское оборудование, оборудование для защиты окружающей среды, стойки для электронного оборудования, корпуса страховых шкафов и т. д.
оборудование, медицинское оборудование, оборудование для защиты окружающей среды, стойки для электронного оборудования, корпуса страховых шкафов и т. д.
Он может заменить традиционную ручную полировку, что может эффективно повысить эффективность заводской обработки и сократить время обработки листового металла.
На рабочей станции предусмотрена ручная обработка материала, заготовка закреплена на столе, сервопозиционирование и вращение x / y / z / B / C значительно повышает точность и скорость отклика оборудования.
Платформа оснащена направляющей винта большого диаметра, что повышает устойчивость стола при сохранении точности.
5-осевая система ЧПУ с сервоприводом по шине и интеллектуальной технологией ручного обучения решает проблему специализированного программирования для предприятий по производству листового металла, снижает требования к навыкам операторов, является простой и быстрой и быстро преобразует продукцию.
Недостатком является то, что он не подходит для шлифования небольших партий изделий, необходимо изготавливать приспособления (приспособления для шлифования относительно просты и экономичны), а некоторые изделия нельзя полировать изнутри с небольшими углами.
Автоматизация станочного оборудования и режима производства — основная тенденция развития отрасли листового металла, и все больше и больше предприятий по производству листового металла начинают модернизировать свою автоматизацию, но трансформация автоматизации — это не просто покупка группы оборудования, а органическое объединение их собственные продукты с оборудованием.
Выбор оборудования для автоматизации из листового металла не обязательно должен быть дорогим, импортное оборудование для автоматизации не обязательно хорошее, а самое дешевое должно быть плохим.
Предприятия по производству листового металла должны выбирать оборудование для автоматизации в соответствии с характеристиками своей продукции, чтобы они могли иметь ценность.
PE / PP Пластиковые толстые пластины (листы) Экструзионная производственная линия, линия для экструзии листов и картона, машины для производства листов и картона, котировки в реальном времени, цены последней продажи -Okorder.
 com
comОписание продукта:
· Экструзионная линия по производству толстых пластин из полиэтилена и полипропилена — это новый продукт, производимый нашей компанией, использующий передовые зарубежные технологии и новейшие технологии.
· Оборудование в основном используется для производства полиэтиленовых или полипропиленовых пластин (листов) большей толщины.
· Толщина пластин: 2-40 мм
· Ширина пластин: 750-1800 мм
· Практически все части оборудования являются продуктами известных брендов. Наша компания имела опыт и технологии изготовления пластиковых пластин (листов), поэтому она имеет простота в эксплуатации, а производимая нами продукция отличается невысокой стоимостью. Чистота снаружи, небольшая погрешность, антисептик, изоляция и прочие достоинства.
· Более того, если вы сделаете для него лучшую замену, это могут быть плиты (листы) для вспенивания полиэтилена высокой плотности или полиэтилена высокой плотности.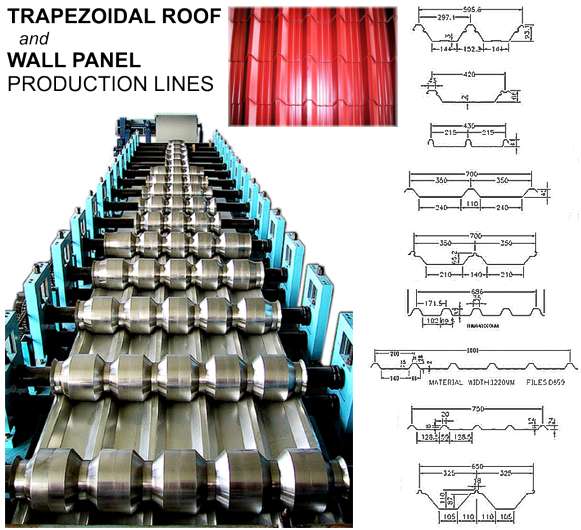
Основная машина в комплекте | Одношнековый экструдер |
Допустимая длина шнека (L / D) | 30 : 1 | мин
60-90 | |
Main Moto Power | 132 |
Вместимость | 300 3 |
Скорость вращения давления | 0.15 — 3 |
Скорость вытяжки | 0,15 — 3 |
Мощность вытяжки | 4 | 9324 Общие размеры линии | 45 x 3,5 x 4,25 |
Перечень оборудования
1 | Одношнековый экструдер | Измерительный насос | Один агрегат | |||
3 | Гидравлическая система смены сетки | Один агрегат | ||||
3 | ||||||
| 9044 9044 Один комплект | ||||||
5 | Т-образная форма | Один комплект | ||||
6 | Трехроликовый каландр | Один блок | Один комплект | |||
8 | Тяговая машина | Один агрегат | ||||
9 | 1 шт. | 1 шт. |
- Q: Какие фрезы используются для обработки пластмасс?
- Потому что пластические свойства и различная теплопроводность металла и дерева, пластиков, коэффициента теплового расширения, низкого модуля упругости, когда давление приспособления или инструмента слишком велико, легко вызвать деформацию, резку плавления тепла и легкую адгезию на резце.
- Q: Я хочу открыть небольшой завод по переработке пластиковых частиц,
- Первый совет: в последнее время на этой фабрике в этом году многие, как правило, личные, не имеют бизнес-лицензии. Правительство становится все более строгим в этой сфере управления. Есть много видов пластиковых отходов, HDPE, LDPE, PVC, PP, PET, конечно, есть некоторые инженерные пластмассы. Сначала вам нужно различать эти простые категории. Конечно, есть ПНД, ПП для погружения и плавания, а также цветные. …. Это все, что нужно сделать, прежде чем они сломаются. Хорошо отсортированные, сломанные, сломанные, некоторые сломанные, очищенные и некоторые очищенные.
 …. Это все, что нужно сделать, прежде чем они сломаются. Хорошо отсортированные, сломанные, сломанные, некоторые сломанные, очищенные и некоторые очищенные.
…. Это все, что нужно сделать, прежде чем они сломаются. Хорошо отсортированные, сломанные, сломанные, некоторые сломанные, очищенные и некоторые очищенные.- Q: Какие пластиковые изделия используются в тяжелых грузовиках и как они образуются?
- Трехэлементное экструзионное формование, экструзионное формование, используется в термопластах. Это расплав пластика. Головка экструзии зазора рта головки экструдера пластифицирующего экструдера, а также форма профиля и матрица аналогичны. Производство листового металла, труб, прутков, проволоки, профилей и др.четыре, литье под давлением для термопластов. Он экструдируется в фазу аналогично, разница состоит в том, что расплав через форсунку попадает в закрытую форму, затвердевает в форме изделия. Многоразовые небольшие упаковочные коробки, предметы первой необходимости, детали особой формы и т. Д., Его также можно использовать для обработки живого пластика
- Q: Как открыть фабрику по производству пластиковых пакетов 10
- Рекомендуемый осмотр Xiangxi, старый пластик легко сделать, но нет производства, предлагается сделать поколение ткани защиты окружающей среды.

- Q: Я хочу произвести дробление пластика,
- Переработка пластиковых отходов способствует защите окружающей среды и экономии ресурсов. Отходы термопластов имеют хорошую ценность Возобновляемые ресурсы, которые могут быть переработаны, гранулированы или модифицированы, а затем гранулированы, могут быть снова использованы для производства пластмассовых изделий. Во-первых, характеристики пластмассовых отходов В зависимости от обстоятельств пластмассовые отходы можно разделить на три типа: Отходы, образующиеся при производстве лома, относительно чистые, меньше загрязнений и примесей, таких как пленка, производство пленки неквалифицированной обрезки, плоский полипропилен При производстве шелка, труб и профилей при производстве материала или части неквалифицированной продукции , инжекционное производство в недостаточно заполненных деталях и так далее.Один вид используется, материальная система одиночных пластиковых отходов, таких как снос труб, дверей и окон, путем строгой сортировки упаковочных материалов или других отходов пластмассовых продуктов по типу смолы; а другой трудно различить или невозможно Отдельные смешанные отходы пластмасс, такие как многослойные соэкструдированные композитные пленки, пластмассовые изделия с покрытием, пластмассы и другие материалы Синтетические изделия и т. д.
 д.
д.- Q: Я хотел бы открыть завод по переработке пластика, пластиковых горшков, пластиковых бочек и т. Д.,
- Вы можете воспользоваться поиском в Интернете по машинному оборудованию для литья под давлением или к компании по производству оборудования для пластмасс, чтобы найти производителя и выбрать необходимое оборудование.Кроме того, пресс-форма также требует небольших затрат, в зависимости от размера, формы, сложности продукта и так далее, по крайней мере, для каждой пресс-формы также требуется десятки тысяч юаней.
- В: Ядовиты ли запахи ядовитых веществ в пластиковых изделиях?
- Ядовит, пахнет и умирает так быстро, так много людей с механической рукой, мы ремонтируем производство механической руки
- Q: Кто знает, что провинция Гуандун переработала отходы пластмассовых частиц на заводе, где.Спасибо
- Гуандун очень большой! Где там, где друг? Гуандун — это больше, чем Шунде, самый процветающий город. Я работаю здесь, в Гуандуне, на заводе по производству оборудования для гранулирования пластика в провинции Чжуншань.
 Я работаю здесь, в Гуандуне, на заводе по производству оборудования для гранулирования пластика в провинции Чжуншань.
Я работаю здесь, в Гуандуне, на заводе по производству оборудования для гранулирования пластика в провинции Чжуншань.- Q: Обработка пластиковых бутылок
- 4, выдувное формование Выдувное формование также называется полым выдувным формованием или полым формованием. Выдувное формование — это метод расширения горячей полимерной заготовки, которая закрывается в пресс-форме с помощью давления сжатого воздуха, который выдувает ее в полые изделия.Выдувное формование включает выдувное формование, формование пленки и выдувное формование двумя способами. Выдувное формование может использоваться для производства продуктов из пленки, бутылок, бочек, горшков, контейнеров и детских игрушек.5, каландрирование Валковый зазор перерабатывается в пленку или лист, затем снимается с валка каландра, а затем методом формования для охлаждения и формования. Каландрирование в основном используется в процессе формования ПВХ-смолы.Он может изготавливать пленки, листы, плиты, искусственную кожу, напольную плитку и другие изделия. 6, Формование вспениваемых материалов Практически из всех термореактивных и термопластических пластиков можно производить бутылки из пенополистирола. По структуре пор разделен на пенопласт с открытыми порами (кажется, что он наиболее связан друг с другом, а поры с закрытыми порами) (большинство пор отделены друг от друга), что в основном состоит из методов производства (включая химическое вспенивание, физическое вспенивание и вспенивание. машина) решение.
 6, Формование вспениваемых материалов Практически из всех термореактивных и термопластических пластиков можно производить бутылки из пенополистирола. По структуре пор разделен на пенопласт с открытыми порами (кажется, что он наиболее связан друг с другом, а поры с закрытыми порами) (большинство пор отделены друг от друга), что в основном состоит из методов производства (включая химическое вспенивание, физическое вспенивание и вспенивание. машина) решение.
6, Формование вспениваемых материалов Практически из всех термореактивных и термопластических пластиков можно производить бутылки из пенополистирола. По структуре пор разделен на пенопласт с открытыми порами (кажется, что он наиболее связан друг с другом, а поры с закрытыми порами) (большинство пор отделены друг от друга), что в основном состоит из методов производства (включая химическое вспенивание, физическое вспенивание и вспенивание. машина) решение.- Q: Разница между пластификацией и технологичностью пластмасс в процессе экструзии
- I. Введение экструдераВ шнековом экструдере под действием экструзии расплавленного пластика посредством экструзии фиксированной формы, водяное охлаждение после резки в тяговой машине под той же секцией в основном используется для различных продуктов. Большое количество непрерывных производств, таких как трубы, стержни, профили, также может быть использовано для модификации пластмасс и гранулирования. Основной механизм экструзии — это очень простой винт в цилиндре, который вращает и продвигает пластик. Винт на самом деле представляет собой пандус или наклон, намотанный вокруг центрального слоя. Цель состоит в том, чтобы увеличить давление, чтобы преодолеть большее сопротивление. В экструдере существует 3 вида сопротивления, которое необходимо преодолеть: твердые частицы (подача) на трение о стенку цилиндра и вращение шнека перед нахлестом (подача) взаимного трения между ними; расплавиться в прилипании к стенке цилиндра; Талая выдвинута вперед, когда сопротивление внутренней логистики.
 Основной механизм экструзии — это очень простой винт в цилиндре, который вращает и продвигает пластик. Винт на самом деле представляет собой пандус или наклон, намотанный вокруг центрального слоя. Цель состоит в том, чтобы увеличить давление, чтобы преодолеть большее сопротивление. В экструдере существует 3 вида сопротивления, которое необходимо преодолеть: твердые частицы (подача) на трение о стенку цилиндра и вращение шнека перед нахлестом (подача) взаимного трения между ними; расплавиться в прилипании к стенке цилиндра; Талая выдвинута вперед, когда сопротивление внутренней логистики.
Основной механизм экструзии — это очень простой винт в цилиндре, который вращает и продвигает пластик. Винт на самом деле представляет собой пандус или наклон, намотанный вокруг центрального слоя. Цель состоит в том, чтобы увеличить давление, чтобы преодолеть большее сопротивление. В экструдере существует 3 вида сопротивления, которое необходимо преодолеть: твердые частицы (подача) на трение о стенку цилиндра и вращение шнека перед нахлестом (подача) взаимного трения между ними; расплавиться в прилипании к стенке цилиндра; Талая выдвинута вперед, когда сопротивление внутренней логистики.1. Обзор производителя | |
|---|---|
| Расположение | |
| Год основания | |
| Годовой объем производства | |
| Основные рынки | |
| Сертификаты компании | |
2. Сертификаты производителя Сертификаты производителя | |
|---|---|
| a) Название сертификата | |
| Диапазон | |
| Номер ссылки | |
| Срок действия | |
3. Возможности производителя | |
|---|---|
| a) Торговые мощности | |
| Ближайший порт | |
| Доля экспорта | |
| No.Сотрудников торгового отдела | |
| Язык: | |
| б) Заводская информация | |
| Заводской размер: | |
| Количество производственных линий | |
| Контрактное производство | |
| Диапазон цен на продукцию | |
Что такое линейные листы и как их использовать для оптовых продаж
Так что же такое линейные листы?
Линейный лист — это инструмент продаж, используемый брендами и дизайнерами для представления своей продукции оптовым покупателям. Строки включают изображения продуктов, описания, варианты цвета и размера, а также оптовые цены, чтобы покупатели могли делать покупки из вашей линейки. Таким образом, линейные таблицы позволяют вам представить свою продукцию покупателям, чтобы генерировать больше оптовых заказов от розничных продавцов.
Строки включают изображения продуктов, описания, варианты цвета и размера, а также оптовые цены, чтобы покупатели могли делать покупки из вашей линейки. Таким образом, линейные таблицы позволяют вам представить свою продукцию покупателям, чтобы генерировать больше оптовых заказов от розничных продавцов.
Как выглядит линейный лист и какая информация размещается на линейном листе?
Линейный лист должен быть простым организованным ресурсом, который хорошо представляет ваш бренд. Он должен включать всю информацию, необходимую покупателю для покупки ваших товаров.
Как использовать линейный лист для оптовой торговли?
Яркие материалы по продажам и маркетингу действительно могут дать вашему бренду преимущество перед конкурентами. Независимо от того, какова ваша стратегия взаимодействия с покупателями, важно иметь под рукой линейные таблицы. Таблицы — это стандартный инструмент продаж. Если вы планируете выйти на несколько каналов продаж, таких как бутики, универмаги, каталоги или интернет-магазины, линейный лист будет необходим.
Независимо от того, какова ваша стратегия взаимодействия с покупателями, важно иметь под рукой линейные таблицы. Таблицы — это стандартный инструмент продаж. Если вы планируете выйти на несколько каналов продаж, таких как бутики, универмаги, каталоги или интернет-магазины, линейный лист будет необходим.
Хорошо продуманные линейные таблицы могут иметь решающее значение.Покупатели будут запрашивать их, когда они заинтересуются новым брендом. Подготовленные и готовые к работе материалы по вашей продукции позволяют использовать любую возможность, назначаете ли вы встречу с потенциальными покупателями или на торговой выставке.
Строковые листы должны включать следующее:
- Обложка с логотипами брендов
- Контактная информация (особенно контактная информация вашего торгового представителя)
- Общая информация для заказа и условия продаж
- Изображения продуктов
- Названия продуктов
- Описания продуктов
- Размерная серия и доступные цвета или варианты
- Оптовые цены
- Минимальные заказы или количество в упаковке
Линейные листы должны иметь четкую и понятную структуру, и в них должно быть легко ориентироваться. Линейные листы обычно организованы по категориям продуктов или сезонам в зависимости от того, как вы продаете свои продукты.
Линейные листы обычно организованы по категориям продуктов или сезонам в зависимости от того, как вы продаете свои продукты.
Как сделать линейный лист?
Задача создания линейных листов часто поручается графическим дизайнерам, которые могут разработать шаблон линейного листа, добавить изображения ваших продуктов и соответствующую информацию о продуктах. Сказав это, есть несколько способов создать свой собственный линейный лист. В зависимости от того, с какими программами вам удобно работать, продавцы использовали все, от Adobe Photoshop до Microsoft Office.
Использование Photoshop является наиболее ручным и включает создание шаблона линейного листа с нуля, а также перемещение и масштабирование отдельных слоев для добавления текста и изображений. Использование Microsoft Word или PowerPoint может быть более удобным для пользователя, поскольку оно предлагает упрощенные инструменты редактирования. Это упрощает вставку изображений и создание сетки для вашего линейного листа. Вы также можете найти в Интернете шаблоны линейных листов для Word или Photoshop вместо того, чтобы создавать их с нуля. Большинство шаблонов можно настраивать и редактировать в соответствии с вашими потребностями.Файлы шаблонов необходимо открывать в их перспективных программах и редактировать вручную, чтобы обновить информацию о продукте или изображения продуктов.
Вы также можете найти в Интернете шаблоны линейных листов для Word или Photoshop вместо того, чтобы создавать их с нуля. Большинство шаблонов можно настраивать и редактировать в соответствии с вашими потребностями.Файлы шаблонов необходимо открывать в их перспективных программах и редактировать вручную, чтобы обновить информацию о продукте или изображения продуктов.
Готовы взяться за свои первые строчки? Не упустите эти полезные советы!
Не волнуйтесь, есть более быстрый и лучший способ
Создание линейных листов может потребовать много работы, и, скорее всего, вам придется часто их создавать и обновлять. Наем графического дизайнера может быть дорогостоящим, а изготовление его самостоятельно может занять много времени. Что, если бы вы могли создавать линейные листы всего за несколько минут и вносить изменения на лету? Использование онлайн-платформы, такой как Brandboom, дает вам возможность управлять своим оптовым каталогом товаров в Интернете.Brandboom упрощает создание новых линейных листов.
Brandboom использует ваш каталог продукции для мгновенного создания линейных таблиц. После того, как вы создали свои продукты на платформе, вы можете мгновенно создавать собственные линейные таблицы, просто выбрав свои продукты и организовав их в презентации. Вы можете распечатать их, загрузить в формате PDF или отправить в виде интерактивной ссылки для общего доступа. У вас будет универсальность, чтобы донести свою линейку продуктов до покупателя любым удобным для вас способом.
Начните создавать линейные таблицы бесплатно прямо сейчас с Brandboom!
Производственная линия
штранг-прессования листа АБС ПП ПЭ ПСPP PE PS ABS лист экструзионная производственная линия Описание:
Линия по производству экструзионных листов PP PE PS ABS производства Beier Machinery Company может непрерывно производить однослойный или многослойный лист шириной менее 3000 мм и толщиной 0.5-30мм. PP PE PS Экструзионная линия для производства листов из АБС-пластика широко используется в производстве холодильников, кондиционеров, автомобилей, рекламы и строительства, защиты окружающей среды и т. Д.
Д.
Экструзионная линия для производства листов из ПП, ПС, АБС
1. Используйте материал PE / PVC / PP / PA / EVA для экструзии листа или пленки для различных применений. Выбирайте экструдеры разных моделей для экструзии различных материалов.
2. Полный и унифицированный внешний вид, цифровое управление SIEMENS PLC,
3.Высокоэффективный шнек и особая конструкция пресс-формы и калибратора делают работу экструзионной линии более надежной и стабильной.
4. Толщина от 0,5 мм до 30 мм, а ширина может достигать 3000 мм.
Экструзионная линия для производства листов PP PE PS ABS Характеристики:
1. Винт был разработан из специального смешанного материала и высокой пластификации, так что флюс пластик, цвет, высокая производительность.
2. Т-образная матрица была разработана с использованием специального двойного дросселя, что обеспечивает большую точность толщины листа.
3. Контроль температуры ± 1, экструзионная машина для листов точно контролирует процесс пластификации, толщину листа.
4. Формовочная роликовая платформа имеет вертикальное расположение или расположение под углом 45 градусов, которое может подниматься и опускаться, она предоставляет больше возможностей в работе для производства толстых тонких картонов и повышает качество картона.
5. Система охлаждения контура формовочного ролика, согласованная с регулятором температуры пресс-формы для контроля температуры, что обеспечивает равномерную толщину плиты.
6. Очистной комбайн может точно разрезать доску.
7. Устройство намотки, в котором используется высококачественный крутящий момент двигателя, совместимый с четырехосевым автоматическим контролем натяжения, который может регулировать скорость и натяжение намотки, чтобы получить ровную поверхность для тонкой доски, а также с помощью устройства для продольной резки можно установить ширину продукта по вашему желанию, мы устанавливаем автоматический счетчик метров, который может установить длину продукта.
Полная линия по производству листов PP PE PS ABS:
Линия по производству листов PP PE PS ABS Видео:
