Оборудование для пенобетона и пеноблока
Оборудование для пенобетона и пеноблоков
Оборудование для пенобетона мы производим с 2002 года. За эти годы нами выпущено свыше 2000 установок. Наше оборкдование для производства пенобетона работаюет по всей территории СНГ и за его пределами. На нашем сайте вы можете купить оборудование для производства пенобетона. Мы производим доставку оборудования для лёгких бетонов — установок для производства пенобетона и полистиролбетона.
Всё оборудование сертифицированоДоставка оборудования для производства пенобетона
- Мы доставляем оборудование по всей территории таможенного союза.
- Доставка производится транспортной компанией в жёсткой упаковке.
- В пределах РФ сразу платить за доставку не нужно. Оплатите при получении.
Вы бесплатно получаете
| Техническая поддержка Наш консультант бесплатно поможет и ответит на все ваши вопросы |
| Чертежи форм для пеноблоков Мы бесплатно высылаем вам чертежи форм для производства пеноблоков |
| Рецептура пенобетона Мы бесплатно высылаем рецептуру смесей для производства пенобетона |
Получи рецептуру, расчитай себестоимость пенобетона
Получи рецептуру и узнай сколько ты:
- Сэкономишь на постройке своего дома из монолитного пенобетона
- Заработаешь на собственном производстве пеноблоков и конструкций из пенобетона
- Сможешь заработать на производстве пенобетонных работ
Получить состав пенобетона
Как купить оборудование для пенобетона
ОФОРМЛЕНИЕВы оставляете заявку на нашем сайте или по телефону
ПОДТВЕРЖДЕНИЕМы связываемся с вами для подтверждения заказа
ОПЛАТАВы оплачиваете ваш заказ удобным вам способом
ДОСТАВКАМы оперативно комплектуем и отправляем ваш заказ
ПОЛУЧЕНИЕВы получаете свою установку и оплачиваете доставку
Узнать как сделать заказЦЕНА оборудование для пенобетона и пеноблоков
ОБОРУДОВАНИЕ РЕНТАБЕЛЬНОГО БИЗНЕСА
Компания «RusBlok» предлагает купить высокопроизводительное оборудование для производства пенобетонных блоков (пеноблоков)
по доступным ценам и обеспечивает комплексное решение по поставке оборудования, включая работы по пуско-наладке и обучения персонала, гарантийный и постгарантийный сервис в минимальные сроки.
Широкая гамма оборудования дает возможность комплексно решать проблемы оснащения и переоснащения производства по выпуску качественной и конкурентоспособной продукции.
КУПИТЬ ОБОРУДОВАНИЕ У ПРОИЗВОДИТЕЛЯ, доставка, монтаж, обучение, гарантия!!!Добавки для пенобетона — цена
Комплекс услуг, входящий в цену оборудования:
- показ оборудования
- консультации по организации производства
- подбор оборудования
- подготовка документации
- помощь в подборе сырья и материалов
- передача технологии производства
- загрузка оборудования в автотранспорт
За дополнительную плату:
- доставка
- поставка пенообразователя и добавок
- шефмонтаж оборудования
- обучение персонала
- послегарантийное обслуживание
- сертификация
- таможенное оформление груза
Оборудование в ЛИЗИНГ
Для покупки оборудования в лизинг рекомендуем воспользоваться услугами любой лизинговой компанией в вашем городе.
Вся номенклатура оборудования — в наличии постоянно!
Доставка осуществляется по всей России и за пределы страны, как автотранспортом так и железнодорожным транспортом.
Оборудование для пенобетона: виды, характеристики и формы
Изготовление пенобетона, растворов и прочих компонентов для того дабы окупаться, требует применения современных технологических нюансов и чертежей. Автоматизация процесса производства оказывает позитивное влияние на расширение и рост продуктивности, совершается улучшение технологии. Особое оборудование для пенобетона требуется как для фабричных условий изготовления, так и для частных форм производства своими руками.
Обычно производство пенобетона выполняется по двум методикам – классический способ и производство с помощью бароустановки. При использовании любого из методов необходимо специализированное оборудование. Из этого следует, что оборудование, которое используют при изготовлении бетонных блоков своими руками, различаются между собой по таким пунктам:
- количество изготавливаемых изделий;
- механизированное изготовление либо ручное;
- классический метод изготовления либо использование баротехнологий;
- мобильные аппараты либо стационарные для производства блоков.


Мобильные установки
Мобильная установка.На сегодняшний день в продаже имеются специальные установки, которые могут питаться от напряжения в 220 вольт. Благодаря особым конструкциям, их можно транспортировать в нужное место на строительном участке, в таком случае процесс проходит эффективнее и удобнее. С помощью такой установки для пенобетона можно выполнить стяжку полов, заливку кровли. Если рабочими используется оборудование для производства пенобетона, то работа выполняется в несколько раз быстрее, чем когда изделия готовятся своими руками.
Вернуться к оглавлениюСтационарные установки
В оборудовании такого типа обязательно применяют пеногенератор. Пеногенераторы необходимы для образования пены, из которой изготавливают блоки. Обычно применяется пена, в состав которой входят белковые пенообразователи. Подобные аппараты универсально действия, ведь с их помощью можно изготавливать самую разную бетонную продукцию.
Данный материал изготавливают посредством механического смешивания цементной смеси совместно полученной из пеногенератора пеной. Откачка полученной смеси может быть как произвольная, так посредством оказанного давления. Возможно в случае, если конструкция установки позволяет выгружать раствор с помощью специального насоса. Достоинствами данного вида изготовления можно назвать небольшое количество расходуемой пены, высокое качество и крепость полученного изделия. Недостатком можно признать лишь то, что понадобится покупка пеногенератора.
Откачка полученной смеси может быть как произвольная, так посредством оказанного давления. Возможно в случае, если конструкция установки позволяет выгружать раствор с помощью специального насоса. Достоинствами данного вида изготовления можно назвать небольшое количество расходуемой пены, высокое качество и крепость полученного изделия. Недостатком можно признать лишь то, что понадобится покупка пеногенератора.
Оборудование по традиционной установке
Оборудованию Фомм-Проф нет равных в плане надежности и продуктивности. На таких аппаратах выполняют изготовление многие производители строительных материалов. В оборудовании такого типа производство происходит по классическому методу (такой применяют по всему миру), как дополнительный компонент используют специальный белковый пенообразователь. Изначально в аппарат погружают определенные дозы песка, цемента и воды и начинают замес цементной смеси. После из пеногенератора в смесь вливается пена, и изготавливаются ячеистобетонные блоки. Полученный раствор под влиянием давления заливают в специальное место либо предварительно подготовленные формы. Полученные изделия характеризуются лучшей крепостью, нежели материалы, сделанные по другим типам технологий.
Полученный раствор под влиянием давления заливают в специальное место либо предварительно подготовленные формы. Полученные изделия характеризуются лучшей крепостью, нежели материалы, сделанные по другим типам технологий.
Оборудование по баротехнологиям
Установка Санни
Установка Санни.Пенобетон можно изготавливать, не используя пеногенератор. Это возможно с использованием аппарата под названием Санни. Такой метод называют баротехнология. Бароустановка может производить до 50 кубов продукции в сутки. Достоинством такого оборудования является его невысокая стоимость и простота в эксплуатации. К отрицательным свойствам относятся большие расходы на особый пенообразователь, небольшие размеры выпускаемого материала и не слишком хорошее качество получаемых конструкций.
Для работы на такой бароустановке необходимы два рабочих. Объем может варьироваться от 140 литров и до 250, зависит от модели аппарата. Пенообразователь применяют лишь синтетического происхождения. Аппарат состоит из баросмесителя, датчиков измерения и шланга, через который осуществляется подача готового продукта. За счет правильных пропорций компонентов в итоге получается материал с высоким показателем плотности. Такой выбор оборудования выгоден при начальных этапах развития производства строительных материалов. Такое оборудование поможет заинтересовать потребителя недорогим и качественным пенобетоном.
Аппарат состоит из баросмесителя, датчиков измерения и шланга, через который осуществляется подача готового продукта. За счет правильных пропорций компонентов в итоге получается материал с высоким показателем плотности. Такой выбор оборудования выгоден при начальных этапах развития производства строительных материалов. Такое оборудование поможет заинтересовать потребителя недорогим и качественным пенобетоном.
Пеногенераторы
Устройство, которое нужно для изготовления пены, благодаря которой создаются специальные пузырьки воздуха в блоках. Эти пузырьки и дают пенобетону теплоизоляционные качества. Пена изготавливается из смеси пенообразователя, однако, бывают типы пеногенераторов, в которых используется не смесь пенообразователя, а расположены отдельные сосуды на специальный концентрированный пенообразователь и воду, либо подсоединяется вода из водопровода. Оба вида требуют наличия компрессора.
Пеногенератор включает в себя такие элементы, как – водяной насос, поризатор. Водяной насос выполняет перекачивание смеси пенообразователя, поризатор, в котором и происходит формирование пены и пенообразовательной смеси и воздуха. Воздух в поризатор подаются при помощи работы компрессора. Также у пеногенератора имеются специальные регулировочные краны, они управляют подачей смеси и воды, и компонент, который отвечает за дозирование пены.
Водяной насос выполняет перекачивание смеси пенообразователя, поризатор, в котором и происходит формирование пены и пенообразовательной смеси и воздуха. Воздух в поризатор подаются при помощи работы компрессора. Также у пеногенератора имеются специальные регулировочные краны, они управляют подачей смеси и воды, и компонент, который отвечает за дозирование пены.
Самый простой вид пенообразователя можно сконструировать своими руками, но предварительно нужно подготовить чертеж установки. Самым лучшим насосом для перегона готовой бетонной смеси является героторный.
Вернуться к оглавлениюФормы для пенобетонных блоков
Применению подлежат формы из самого разного материала, конструкции и размера. Все зависит от вида производимого блока. Однако, независимо от типа формы, они должны быть максимально непроницаемыми, дабы бетонный раствор не протекал. Размер их должен быть предельно точен, а также они должны просто подлежать разборке. Поэтому не стоит использовать форму, которая имеет резьбовые запчасти. Лучше остановить выбор на моделях с клиновыми элементами.
Лучше остановить выбор на моделях с клиновыми элементами.
Формы из метала должны быть выполнены из предельно толстого метала, который способен выдержать большое внутреннее давление. Ведь нужно помнить, что внутри будущего изделия температура может повышаться до 75С. Нельзя забывать и о коррозии, которая может возникнуть при использовании разных химикатов, что помогают сделать процесс производства более быстрым, а изделие пластичным. Формы бывают двух типов – кассетные (изделие получается готового образца) и большие (изделия монолитные, после застывания их режут на нужный размер).
Фанерные формы выполняют из особого вида фанеры, применяют для изготовления монолитного материала. Достоинствами их применения являются легкость в эксплуатации, небольшой вес, малая теплопроводность. Формы из такого материала не дают распространяться теплу, которое держится внутри изделия. Не подвержены влиянию химикатов и обладают большим сроком службы.
Резательное оборудование для изготовления блоков своими руками применяют, когда заливка раствора выполняется в формы большого размера. Такие монолитные массивы необходимо после застывания обрезать на изделия необходимого размера. Выгодно использовать подобные аппараты лишь в случае изготовления более 40 кубов изделий в сутки. Использование такого оборудование не слишком дешево, поэтому целесообразно при выпуске больших объемов изделий и бессмысленно при изготовлении блоков своими руками.
Такие монолитные массивы необходимо после застывания обрезать на изделия необходимого размера. Выгодно использовать подобные аппараты лишь в случае изготовления более 40 кубов изделий в сутки. Использование такого оборудование не слишком дешево, поэтому целесообразно при выпуске больших объемов изделий и бессмысленно при изготовлении блоков своими руками.
Оборудование для производства пеноблоков
В процессе изготовления пенобетона для получения действительно качественных изделий необходимо использовать современное и высокотехнологичное оборудование.
Наше предложение адресовано как непосредственно самим производителям, так и организациям строительной отрасли, изготавливающим блоки из пенобетона для собственных нужд. В числе наших постоянных клиентов находятся заводы для производства пенобетона по всей России.
На сегодняшний день наша компания в состоянии удовлетворить технологические потребности любой производственной организации, реализующей изделия из пенобетона.
Процесс изготовления данного материала достаточно непрост, однако наличие действительно качественного оборудования может его существенно облегчить.
В нашем ассортименте присутствуют современные автоматизированные линии и резательные комплексы, а также различное оборудование для всех этапов производства действительно качественного пенобетона.
Миссия нашей компании – сделать всё возможное для автоматизации процесса производства пенобетона на заводах и других предприятиях, а также способствовать значительному увеличению объёмов и улучшению качества производимого материала.
Данный комплекс предназначен для автоматического дозирования сырьевых компонентов при производстве ячеистых и легких бетонов. Производительность 40 м3/смена.
Автоматизированные линииМини-заводы для производства изделий из пенобетона. От 40 до 80 куб.метров в смену.
От 40 до 80 куб.метров в смену.
Производительность комплекса за одну смену составляет до 60 м3.
Автоматизированный резательный комплекс АРК-004
Модульный АРК для газоблоков, пеноблоков, полистиролбетонных блоков и других материалов. Комплекс имеет производительность – до 100 м
Универсальный комплекс, позволяющий осуществлять резку пенобетона, полистиролбетона или газобетона на отдельные блоки необходимых размеров.
Дробилка ДГ-1
Дробилка для измельчения пенобетона, газобетона, полистиролбетона и т. д. до фракции 0-30 мм
Дозатор химических добавок
Предназначен для весового дозирования порошкообразных химических добавок в технологическом процессе в количестве, заданном оператором.
Комплект оборудования для регулирования, подготовки и контроля воздушного потока,
РСГ-500 — оборудование для производства пенобетонных блоков
Cмеситель для производства пенобетонных и полистиролбетонных смесей.
Пенобетоносмеситель РСГ-1000
Герметичный смеситель, используемый для производства и последующей подачи пенобетонных, полистиролбетонных смесей.
Мобильная станция РС-1000 (со встроенным пеногенератором)Предназначена для производства пенобетона и полистиролбетона различных плотностей. Встроенный героторный насос позволяет осуществлять напорное транспортирование приготовленных смесей к месту укладки.
Виброгрохот ВГ-1
Виброгрохот для отсеивания засоряющих включений из песка.
Предназначен для напорного транспортирования пенобетонных, полистиролбетонных растворов с фиброволокном или твердыми частицами.
Для подачи полистиролбетона, пенобетона, а также малярных и штукатурных растворов, шпатлевок, эмульсий, и других материалов к месту использования.
Комплекс водоподготовки
Предназначен для дозирования воды, её подогрева и поддержания необходимой температуры.
Дозатор воды
Предназначен для дозирования в технологическом процессе различных не агрессивных и не вязких жидкостей (воды, растворов, жидких компонентов и составов).
Поршневые компрессоры серии Aircast C-200LB40.
Формы для заливки пенобетона
Формы для производства пенобетона и других видов ячеистых бетонов.
Ленточные транспортеры
Применяются для транспортировки сыпучих и штучных материалов возможна в горизонтальном и наклонном направлениях.
Растариватель биг-беговРастариватель для мешков типа «биг-бэг» предназначен для распаковки и разгрузки мягких контейнеров разных размеров с порошковыми и гранулированными продуктами.
Силос – бункер для хранения цемента
Силос для приема и хранения цемента и других сыпучих мелкодисперсных материалов на предприятиях по производству бетонных и других смесей.
Обеспечивает подачу сырьевых материалов в производственном процессе.
Высокопроизводительный бункер-дозатор предназначен для весового дозирования инертных, вяжущих материалов, а также для загрузки в смеситель.
Обычные объявленияНайдено 19 487 объявлений Найдено 19 487 объявленийХотите продавать быстрее? Узнать как | |||||
| |||||
Простое оборудование для изготовления пеноблоков
Если иметь подходящее оборудование для изготовления пеноблоков, и по выгодным ценам приобрести исходные материалы, есть шанс добиться высокого уровня рентабельности. Причем финансовые вложения в такое производство не требуют огромных денег.
Причем финансовые вложения в такое производство не требуют огромных денег.
Нужно внимательно ознакомиться с процессом производства пенобетонных блоков и грамотно подойти к подбору оборудования, и вы сможете наладить выпуск этого популярного строительного материала.
Что нужно для производства
Производить пенобетонные блоки возможно, но для того необходим комплект оборудования и различных приспособлений:
- Опалубка для заливки пенобетона и формирования блоков заданных размеров;
- Пеногенератор с соответствующими техническими параметрами;
- Компрессор;
- Бетономешалка с достаточной вместимостью.
Наличие такого комплекта приносит отличные результаты производителям – обычная смена – это 3 кубических метра пенобетонных блоков. Так что неделя активной и продуктивной работы, и будет готовое количество пенобетонных блоков для постройки несущей стены.
Одним из важных агрегатов, входящих в оборудование для изготовления пеноблоков, является пеногенератор, формирующий пенный раствор, поступающий затем в опалубку или в формы. Этот агрегат выгоднее и проще сделать самостоятельно, если иметь необходимые комплектующие.
Этот агрегат выгоднее и проще сделать самостоятельно, если иметь необходимые комплектующие.
Компрессор желательно иметь трехфазный, так как он развивает большую мощность, но если такового нет, подойдет стандартное электрическое напряжение.
Классический пеногенератор состоит:
- Из корпуса с тонкой металлической сетки,
- Емкости нужного объема,
- Комплекта шлангов,
- Компрессора.
Работа пеногенератора
Собранное самостоятельно оборудование для изготовления пеноблоков в виде пеногенератора существует для того, чтобы смешивать пенообразователь с водой и воздухом, а потом отправлять полученную массу через ячейки металлической сетки корпуса в предварительно подготовленные формы.
В процессе настройки качества пены нужно постоянно проверять ее консистенцию, потому что от этого будут зависеть свойства пенобетонного блока. Если пена слишком растекается, нужно внести необходимые коррективы в компоненты или в работу пеногенератора, чтобы этого процесса не происходило, иначе будет сложно добиться получения геометрически правильного пеноблока.
И даже если пенобетонный блок получится из неплотной пены, это изделие будет разрушаться при незначительных механических нагрузках.
В состав раствора, используемого для получения пенобетона, обязательно входит цемент высокого качества. Существуют разные пропорции для производства пенобетонных блоков, и они зависят именно от марки применяемого цемента и плотности бетона. Если бетон имеет плотность 300-500 на квадратный метр, допускается смесь без песка.
Если плотность достигает 600 килограмм на метр, потребуется использование природного песка. Будет лучше для конечного изделия, если песок предварительно отсеивать.
Особенности производства пенобетонных блоков
Все компоненты нужно поместить в смеситель и начать процесс смешивания, добавляя исходные материалы по очереди. Начинается смешивание с цемента, воды и песка, а затем к производственному процессу подключается пена.
От скорости перемешивания исходных материалов будет зависеть итоговый продукт. Если используется вертикальный смеситель, процесс смешивания длится 20 мин., а если вы используете бочку с лопастями, эта процедура сокращается в 10 раз.
Если используется вертикальный смеситель, процесс смешивания длится 20 мин., а если вы используете бочку с лопастями, эта процедура сокращается в 10 раз.
Если есть возможность подачи сжатого воздуха, то пенобетон, полученный в смесителе, способен перемещаться на десятки метров.
Выбирать между опалубкой и формами придется производителю – как ему будет удобнее, и для каких целей он будет использовать пенобетонные блоки. Вариант с опалубкой требует использования разрезания не застывшей до конца массы на отдельные фрагменты равной величины.
Надо иметь отметки на опалубке или пользоваться другими мерителями, чтобы отрезать пенобетонные блоки ровно без существенных погрешностей. При использовании металлических или фанерных форм, пенобетон заливается в них и нужно подождать некоторое время, пока застынет смесь и сформируется пенобетонный блок. Для ускорения процесса застывания нужно использовать различные добавки и помещения с подходящим температурным режимом.
Будет намного удобнее извлекать застывшие пеноблоки, если предусмотреть разборную конструкцию форм. Тогда вы сможете извлекать изделие без повреждений его поверхности.
различия домашнего и заводского производства
Мобильное оборудование для производства пенобетона
Театр, начинается с вешалки, ну а любое производство — с его оснащения. Сегодня будем разбираться, стоит ли изготавливать оборудование для пенобетона своими руками, или же лучше приобрести заводские агрегаты, хоть и бывшие в употреблении.
Рассмотрим типы такого оборудования, а также, разъясним, какую модель генератора и мешалки приобрести для конкретного вида производства.
Содержание статьи
Особенности основного оборудования для приготовления пенобетона
Мобильный мини−завод по производству пенобетона
Оборудование для производства пенобетона, впрочем, как и любое другое, неприлично дорого стоит. Поэтому многие, кто только встал на путь производственника, и идет за мечтой о создании качественного пенобетона в промышленных масштабах, хотят «схитрить» и приобрести все установки поэтапно, параллельно разрабатывая свой собственный «идеальный рецепт».
Работая технологом и консультируя новичков в этом вопросе, часто сталкиваешься с тем, какие ошибки допускаются в силу незнания элементарных вещей о пенобетоне. Например, зачастую, приобретя пеногенератор, дабы сэкономить «на первых порах» на мешалке, раствор берутся делать насадкой-миксером для перфоратора или же обычным стационарным смесителем.
Казалось бы, вариант идеальный для новичков, к тому же так удобно готовить пенобетон на объекте при заливке полов или стен.
Насадка для перфоратора
В итоге, вместо хорошего ячеистого материала, получается непонятная смесь, которая не имеет объема и прочности. В общем, одни расстройства и брак. Пенобетон – хрупкий материал, особенно на этапе приготовления, так как основной ингредиент – пену, может погасить любой фактор.
А как известно, нет хорошей пены, нет пенобетона в принципе. Поэтому в первую очередь, нужно приобретать специализированное оборудование для создания этого необычного строительного материала.
Мешалка
Модели бетономешалок
Перед тем, как нырять в пучину многообразия бетономешалок, хотелось бы сразу оговориться, что самое главное в ней – лопасти, так как пенобетонная смесь требует тщательного, максимально быстрого, и что очень важно – бережного перемешивания.
Мешалки, которые используются для обычных бетонов, такого процесса гарантировать не могут. Об их лопасти разобьется нежная пенная структура, но зато они незаменимы при смешивании тяжелого заполнителя с цементно−песчаной смесью.
Поэтому вариант: «купить по дешевке бу мешалку типа МК 260А/В», отбрасываем сразу. На фото ниже яркий пример доступных смесителей, которые НЕ подходят для изготовления качественного пенобетона.
Особые чертежи оборудования для производства пенобетона, в особенности его лопастей, лежат в основе конструирования «правильных» мешалок. Идеальный вариант – двойные разнонаправленные шнековые лопасти.
Только такой конструктив поможет сохранить целостность пены в цементном составе, быстро и равномерно перемешав все компоненты. Идеальная частота оборотов лопастей – 345−380 обо/мин.
Примечание: Кстати, такое оборудование для производства пенобетона своими руками сделать вполне реально.
Пенобетономешалка
Второе, на что нужно обращать внимание при покупке – тип мешалки. Существуют гравитационные и принудительного действия. Первые не очень удобны в работе с такими вязкими смесями, как пенобетон. Он налипает на лопасти и стенки бункера, что нарушает не только качество получаемого материала, но и обеспечивает колоссальные потери при выдаче раствора.
Существуют гравитационные и принудительного действия. Первые не очень удобны в работе с такими вязкими смесями, как пенобетон. Он налипает на лопасти и стенки бункера, что нарушает не только качество получаемого материала, но и обеспечивает колоссальные потери при выдаче раствора.
Получается такая картина – в бункер загрузили материала на 1 замес, равный по объему 1м3, а при формовке недосчитались 0,15−0,2м3 раствора. Так, примерно с 5−6 замесов (если делать их по 1 кубу) «теряется» смеси приблизительно на 1м3.
Нет, вы его не найдете в мешалке или еще где−нибудь, пена разобьется, а цементно−песчаный раствор осядет на стенках. Придется приложить немало сил и времени, чтобы почистить оборудование.
Бетоносмеситель принудительного действия
Бетономешалки принудительного действия – идеальный вариант для перемешивания вспененных составов, особенно с нужными лопастями. В основном они предназначаются для приготовления замесов больших объемов, которые готовятся достаточно оперативно. На выходе получается однородная смесь.
На выходе получается однородная смесь.
Но применять такое пенобетонное оборудование можно не для любых типов заполнителей, крупный щебень сильно замедлит работу агрегата. Чтобы подобная мешалка служила как можно дольше, нужно проводить техническое обслуживание, хотя бы, один раз в месяц. Для тех, кто не знаком с устройством такой техники, ремонтировать и осматривать замысловатый механизм трансмиссии будет непросто.
Оборудование для изготовления пенобетона принудительного типа
Мощность двигателя также играет не последнюю роль, при выборе мешалки для пенобетона. Она, конечно, зависит от производительности оборудования, но лучше всего обратить внимание на более мощные трехфазные асинхронные двигатели 0,3 кВт.
Возможность установки счетчика для воды – приятный бонус, который очень поможет в дальнейшей работе. Дозировка воды в любой бетон должна быть точной.
Для этого в мешалки встраивают автоматические дозаторы, которые частенько сбиваются с настройки, да и цена из−за них вырастает на оборудование для производства пенобетонных блоков значительно. Поэтому оптимальный вариант дозации – обыкновенные счетчики для холодной воды.
Поэтому оптимальный вариант дозации – обыкновенные счетчики для холодной воды.
Счётчик на бетономешалке
Есть, конечно, еще один вариант – замер по секундомеру. Но, через пару замесов, даже самый терпеливый и педантичный оператор БСУ откажется от такой затеи. И последний критерий выбора: толщина стали, из которой изготовлена мешалка.
Качество смеси от этого параметра не зависит, а вот долговечность — напрямую. Оптимальный вариант толщины лопастей – 8 мм, самого корпуса – 12 мм. Также желательно, чтобы оборудование для производства пенобетонных блоков имело надежную опору и возможность транспортирования.
Внимание! Для тех, кто отважился приобрести бетономешалку в Китае, а инструкция к ней мало о чем говорит, да и языковой барьер с поставщиком не был преодолен, имейте в виду, что именно такое оборудование создано для работы с китайским концентратом, который при перемешивании увеличивается в объеме, а не уменьшается как отечественный. По этой причине, и конструкция сомой мешалки отличается, что может сказаться на качестве конечного продукта.

Это основные параметры бетономешалки, на которые нужно обращать внимание при ее покупке. Ну а объем замеса, зависит от ваших «аппетитов».
Пеногенератор
Пеногенератор заводского производства
Многие производители парогенераторов гарантируют, что их установка для производства пенобетона может работать с любыми концентратами. На практике дело обстоит по-другому. Одни модели лучше всего генерируют пену из СДО, другие из белковых пенообразователей. А верить лучше тем, кто заранее предупреждает, что его оборудование эффективнее всего работает с определенным сырьем.
На заметку: Например, пеногенератор для производства пенобетона отечественного производства скорее всего не будет нормально генерировать пену на китайских концентратах, так как у них, в большинстве своем, совершенной другой принцип действия. Поэтому при покупке «доступных» материалов из дружественной державы, будьте осторожны.
Чтобы не прогадать, можно взять с собой доступные вам концентраты в небольшом объеме, и протестировать на выбранном генераторе. И если образец устроит по всем параметрам, которыми должна обладать пена – значит, этот агрегат предназначен для вас. Но это все — лирическое отступление, перейдем к сути.
И если образец устроит по всем параметрам, которыми должна обладать пена – значит, этот агрегат предназначен для вас. Но это все — лирическое отступление, перейдем к сути.
По принципу действия подобные агрегаты бывают реверсивные и безреверсивные.
Особенности парогенераторов непрерывного действия следующие:
- не нужен дополнительный ресивер для производства пены, вместо него работает насос под давлением;
- требует определенных навыков, так как при использовании повышенного давления установка может взорваться;
- ручное выполнения всех этапов генерации пены – что не очень удобно, ведет к потере концентрата и есть больший риск влияния человеческого фактора на качество пены;
- нежелательно использовать известь с концентратом при таком генераторе;
- получаемая пена среднего качества, из-за разницы давления в процессе ее изготовления;
- сравнительно невысокая стоимость.

Реверсивные пеногенераторы
Но тем не менее, не смотря на подобные характеристики, такое оборудование пользуется бешенным спросом. Да и многие мастера научились делать пеногенератор своими руками для пенобетона практически из подручных средств.
Пеногенераторы безреверсивного типа применяются на больших производствах и характеризуются следующими особенностями:
- автоматизация процесса, из ручного управления, только кнопка «Пуск»;
- высокий показатель кратности и стойкости получаемой пены в пенобетоне;
- есть возможность уменьшения до минимума количества концентрата;
- хорошо работает на бюджетных пенообразователях российского производства;
- безопасен в работе;
- простота использования;
- высокая стоимость, даже бу установок.
Самодельный пеногенератор пенобетона
Довольно сложно придумать, как сделать пеногенератор для пенобетона своими руками подобного типа. Нужны не только особые знания, но и комплектующие. Если вы новичок в этом деле, то дешевле и проще купить уже заводское оборудование, которое в случае поломки можно вернуть по гарантии производителю.
Нужны не только особые знания, но и комплектующие. Если вы новичок в этом деле, то дешевле и проще купить уже заводское оборудование, которое в случае поломки можно вернуть по гарантии производителю.
Но пена генерируется не только за счет основного механизма. Перед подачей в бетон, она проходит через специальную трубу, длиной 1,5−2 метра. Так вот, в этой трубе находятся «активаторы пены», которые делают ее структуру ячеистой. От этого наполнителя, напрямую зависит качество.
Он бывает нескольких видов:
- металлические шарики диаметром 1−2 мм – вариант отличный, но зачастую очень быстро поддается ржавлению;
Металлические омедненные шарики для подшипников
- металлические кухонные щеточки для чистки сильных загрязнений – неплохой вариант, но тонкие прутики очень быстро изнашиваются и поддаются коррозии;
Металлическая мочалка для посуды
- крестики для кладки керамической плитки – хорошо взбивают пену, но только на первых порах, так как очень быстро слипаются между собой, делая нестойкую пену;
Крестики для плитки
- пластмассовые шарики диаметром 1−2 мм или попросту «пульки» для детского пистолета – наиболее разумный вариант из вышеперечисленных, так как хорошо вспенивает концентрат, легко моется, дешев и стоек к любым химически активным веществам.

Пластмассовые пульки для детского пистолета
Внимание! Наполнителя должно быть столько, чтобы его объем полностью покрывал объем трубы в уплотненном состоянии. Если его недостаточно, то и пена может получаться «жидкой».
Зачастую во внезапном понижении качества пены виноват именно заполнитель этой трубы. Его стоит только хорошенечко промыть и ополоснуть. Возможно, потребуется замена. Рекомендуется мыть шарики в трубе примерно раз в неделю, в день технического обслуживания, и после длительного простоя оборудования.
Средства подачи бетона
Подача пенобетонной смеси в формы
Как уже говорилось ранее, структура пенобетона весьма нестабильна. На ее целостность также может повлиять и метод подачи смеси в формы. Грубо говоря, чем больше операций совершается с готовой смесью, тем сильнее разрушается пена в ней, и соответственно снижается процент качества.
По этой причине, готовый раствор пенобетона не возят в строительную лабораторию. Образцы чаще всего забиваются на производстве, и после распалубки везутся на выдержку и испытания.
Образцы чаще всего забиваются на производстве, и после распалубки везутся на выдержку и испытания.
В современных мини-заводах все предусмотрено – смесь пенобетонная под давлением подается по шлангу в формы. Вариант – идеальный. Но не всегда есть возможность приобретения нового такого агрегата, а оборудование для производства пенобетона б у может оказаться с поломкой, или же в рабочем процессе, что−то пошло не так, и выгрузка смеси через шланг под давлением становится недопустимой. В таких случаях, выкручиваются как могут.
Оборудование для приготовления пенобетона с автоматизированной подачей
Способ первый – с помощью героторного шнекового растворонасоса. Подобное оборудование переназначается именно для подачи пенобетона. Но беда в том, что при изготовлении нестабильной пены, шнек просто разбивает ее еще больше.
Да и стоимость подобной установки высокая. К тому же, сам шнек очень «ранимый», и попадание какого−либо крупного включения, например, камешка в песке, может сломать его, что ведет к дорогостоящей замене.
Героторный шнековый растворонасос для подачи пенобетона
Способ второй – выгрузка непосредственно из бункера в тару, а с нее — в формы. На многих производствах пенобетона подобный вариант является запасным — на случай поломки основного оборудования для раздачи, или аварийного отключения света. Однако, некоторые ухитряются такой бадьей работать постоянно.
Тележка для производства универсальная
Кроме вышеперечисленных достоинств, плюсов в таком методе больше нет, одни недостатки:
- за счет проведения операции по выгрузке бетона в несколько этапов, сбивается структура;
- ручная транспортировка наполненной тележки требует серьезных физических усилий;
- если на производстве доступен только такой метод выгрузки бетона, то для него лучше предусмотреть кран-балку, которая тоже время от времени может ломаться, как и все автоматизированное оборудование.
Способ третий – непосредственно смесь подается сразу в формы с бункера. Подобный метод актуален при изготовлении блоков по резанной технологии, когда формуется пенобетонный монолит.
В таком случае организовывается беспрепятственная доставка вагонеток или специальных форм к бункеру. Из трех перечисленных способов, этот наиболее эффективен, и менее всего «травматичен» для пены в бетоне.
Подача пенобетона непосредственно в формы
Как видите, везде свои тонкости. Поэтому заранее продумайте все до мелочей: возможно, придется покупать сразу запасные шланги и шнеки, а также выбирать оптимальную конструкцию форм.
Формы для пенобетона
Форма для пенобетона
Как уже говорилось выше, тип форм для пенобетона зависит от технологии производства и оборудования.
Бывают они трех видов:
- Стационарные металлические для стеновых блоков – самые распространенные. Для литых блоков, металлический периметр разделен на ячейки нужного размера, например, как на фото выше. Подобная опалубка долговечна и прочна. Изготовить самостоятельно при наличии опыта сварщика, нужного оборудования металла не составит сложности. Да и стоят они не так уж дорого, даже новые. В сборке просты, хотя и занимает это немало времени и несколько пар рук.
 В сборке просты, хотя и занимает это немало времени и несколько пар рук.
В сборке просты, хотя и занимает это немало времени и несколько пар рук.Сборка ручная опалубки для пеноблоков
- Опалубка для резаного производства представляет собой упрощенный вариант для литых блоков. Просто металлическая пустотелая коробка. Собирается быстро и служит долго.
Форма для резанных блоков
- Опалубка для пазогребневых перегородочных блоков выпускается как полностью из металла, так и с элементами из сверхпрочного пластика, по крайней мере, так утверждают производители форм. Но это далеко не так. В процессе затвердевания смеси, выделяется большое количество тепла, даже при естественной выдержке.
Например, температура внутри блоков в самом «разгаре» процесса, может доходить до 70 град. Такой термический режим, а также давление бетона не оставляют шансов на «выживание» пластику. Он буквально через пару месяцев постоянного использования коробится, что ведет к браку.
Замена подобных элементов производится только на заводские аналоги, что недешево. Поэтому лучше всего приобретать сразу металлическую опалубку для пазогребневых блоков.
Поэтому лучше всего приобретать сразу металлическую опалубку для пазогребневых блоков.
Оборудование для выдержки пенобетонных блоков
При покупке основных установок для приготовления пенобетона, организация производства в целом не оканчивается. Так что же еще может понадобиться?
Тепловлажностная камера
Автоклав горизонтальный для выдержки блоков
Как уже известно практически всем, пенобетонные блоки бывают автоклавного и естественного твердения. Первые изделия отличаются лучшим качеством, так как их выдержка происходит в самых благоприятных для этого условиях. Стоит такое удовольствие немало, да и для малых производств, автоклавы приобретать нецелесообразно, так как практически все модели имеют большой объем загрузки.
По этой причине, пеноблоки твердеют в естественных условиях. Если в летний период на это хватает примерно около суток, то при минусовой температуре, оборачиваемость форм резко снижается. Кто-то укрывает опалубку ватином производственными и полиэтиленом для сохранения тепла, а кто-то идет дальше, и создает камеру для пропарки.
Пропарочная камера для пенобетона
Подобная «комната» представляет собой изолированное помещение внутри цеха, где поддерживается определенный тепловлажностный режим. Для этого существуют специальные парогенераторы, которые автоматизируют весь процесс, делая за вас всю работу. Опять же, приобретение такого оборудования требует вложений.
Если свободных средств пока нет можно сделать бюджетный вариант:
- огородить часть цеха доступным недорогим материалом — например, теми же блоками, кирпичом б/у или же профлистом;
- провести в камеру трубы с газовым отоплением;
- поставить в камеру ведра с водой.
При пропарке газовое отопление включается и поддерживается оптимальный режим, с влажностью не менее 65%. Как говорится – дешево и сердито. Но при сертификации, о таком способе выдержки блоков, лучше умолчать.
Резательное оборудование для пенобетонного монолита
Резательный станок для пенобетона
Оборудование для резки пенобетона бывает двух типов действия. Одни комплексы режут монолит, как говорится: не отходя от кассы — сразу после расформовки блоков. Это очень удобно, так как нужно будет только складировать готовые изделия и все — никаких лишних этапов работы.
Одни комплексы режут монолит, как говорится: не отходя от кассы — сразу после расформовки блоков. Это очень удобно, так как нужно будет только складировать готовые изделия и все — никаких лишних этапов работы.
Режутся блоки специальными струнами, которые обладают высокой точностью. Но они также характеризуются непродолжительным сроком службы и высокой стоимостью.
Автоматизированный станок для резки
Другой тип резательных установок подразумевает перенос на него пенобетонного монолита и непосредственную распиловку, которая происходит с помощью кругов. Подобный вид оборудования более долговечен и экономичен в обслуживании, хотя, не всегда удобен в эксплуатации.
Резка пенобетона
Какой именно станок выбрать, зависит от производственной базы. Например, для мобильного оборудования заранее планируют строить цех, так как для его передвижения нужны специальные рельсы и место. Стационарная же установка универсальна, и может применяться даже на улице – главное, чтобы была обеспечена беспрепятственная подача пенобетонного монолита.
Что нужно для стационарного производства с большой производительностью и для «домашнего» использования
Пост выдержки блоков
Строите большой завод по производству пеноблоков? Тогда оборудование для пенобетона, своими руками изготовленное, точно не для вас, так как большие объемы и поточность производства просто не приемлют брака, что неизбежно при самопальных установках.
Лучше всего, покупать сразу комплексы, которые не только увеличивают качество продукции, но и снижают количество рабочих до минимума, что позволит уменьшить себестоимость продукта и завоевать больше клиентов.
Автоматизированный завод по производству пенобетона
Если решились покупать все оборудование по отдельности, и имеется производственное помещение, которое ранее не использовалось как бетонный цех, то перед приобретением, четко распланируйте будущую рабочую площадку, руководствуясь главными принципами:
- все должно быть организованно, а применение ручного труда минимизировано;
- пост хранения сырья лучше всего располагать в шаговой доступности к месту дозирования компонентов;
- вода должна подаваться в цех без перебоев;
- нужно максимально сократить расстояние от раздаточного бункера до форм;
- обязательна кран-балка;
- заранее определите место для пропарочной камеры;
- место выдержки блоков должно быть в сухом месте без сквозняков.

Как только у вас будет подобный план, сразу будет понятно, какие установки и дополнительные механизмы приобретать.
Видео в этой статье расскажет подробнее об оборудовании для изготовления пеноблока.
Мобильное оборудование
Мобильное оборудование для производства пенобетона
Для работы с пенобетоном непосредственно на объекте, разработано масса моделей мини-заводов. Одни габаритные с большой производительностью, когда другие прекрасно помещаются в комнату для заливки полов, например, как фото ниже.
Переносная установка для изготовления пенобетона со шнековой передачей
Остальные параметры, которым должна соответствовать мешалка, мы разобрали подробнее выше. Кстати, если желаете изготавливать блоки на дому для своих нужд, то такое переносное оборудование подойдет в самый раз. Главное — не ошибиться с объемом мешалки и наличием свободной опалубки.
Ну а тех, кто не сдается, и хочет своими руками изготовить оборудование для пенобетона, хотелось бы предостеречь. Помните, что скупой платит дважды, а то и трижды. Поэтому прежде произведите подробные подсчеты выгоды самостоятельного изготовления установок и покупки заводских аналогов, которые всегда можно будет продать за ненадобностью, когда же с «самопалом» мало кто захочет связываться.
Машина для производства порционной пены для матрацев, обивки, подушек и изделий различной формы
FP4 — Машина для производства порционной блочной пены для матрацев, обивки, подушек и изделий различной формы
Линия состоит из дозирующей головки (для полиолов, изоцианатов, добавок), резервуаров для смешивания продуктов, форм для формования блоков и других дополнительных устройств, таких как системы транспортировки, специальные насосы, датчики нагрузки и настраиваемая электронная система. Он был разработан для прерывистого производства блоков из гибкого или жесткого пенополиуретана: вы можете производить блоки разных размеров, плотности, форм и цветов, чтобы обеспечить максимальную гибкость.
Он был разработан для прерывистого производства блоков из гибкого или жесткого пенополиуретана: вы можете производить блоки разных размеров, плотности, форм и цветов, чтобы обеспечить максимальную гибкость.
Система поставляется с сенсорным дисплеем и интуитивно понятным программным обеспечением для ввода производственных параметров и рецептов, настройки всех данных клиента, мониторинга процесса в реальном времени, проверки потока компонентов, потребления и статистики.
Эта модульная линия может быть спроектирована в соответствии с требованиями заказчика и предварительно настроена для будущего расширения при необходимости; с помощью этой машины можно снизить затраты на управление материалами, время выполнения заказа и площадь производственных площадей.
Мы можем поддержать наших клиентов в разработке полного проекта: от выбора сырья, оценки дополнительных опциональных устройств для станка, роботизированных систем обработки пеноблоков до выбора лучших решений для резки.
FP4 — МАШИНА ДЛЯ БЛОКА РАЗМЕРА ПУ-ПЕНЫ
СИЛОСЫ FP4
Пример вырезанного и фасонного блока пенополиуретана
Патент США на автоматическое устройство для пенопласта, лезвие и соответствующий патент Патент на метод (Патент № 8,397,387, выдан 19 марта 2013 г.)
ПЕРЕКРЕСТНЫЕ ССЫЛКИНет.
ПРАВИТЕЛЬСТВЕННЫЕ ПРАВАНет.
ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ Исторически здания строились из природных ресурсов, которые были легко и локально доступны, таких как грязь, дерево, дерн или камень. Эти материалы имеют ряд недостатков, включая относительно низкую структурную целостность, потребность в квалифицированных специалистах для сборки материалов, длительное время, затрачиваемое на сборку материалов, и необходимость самостоятельно изолировать здание.Недавно строители разработали обновленные строительные материалы, в том числе сборные строительные панели из металлических шпилек и пенопласт.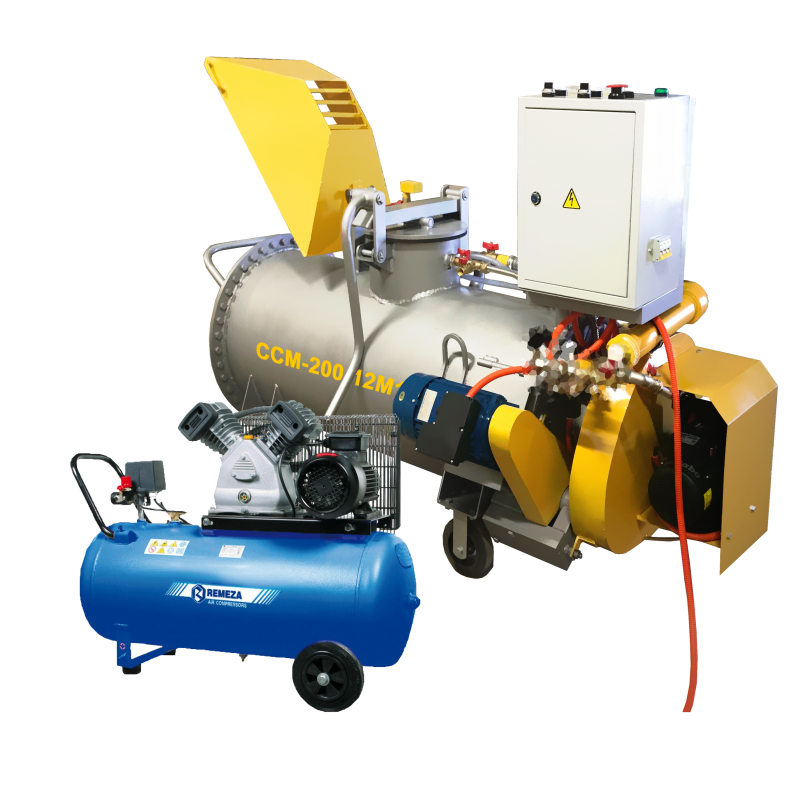 Изобретение относится к усовершенствованным способам изготовления сборных металлических каркасов и пенопластов.
Изобретение относится к усовершенствованным способам изготовления сборных металлических каркасов и пенопластов.
Один из типов пенопластовых панелей изготавливается путем прорезания блока пенопласта с помощью инструмента для резки горячей проволоки. Как показано в патенте США No. В US 6 167 624, выданном Lanahan et al., Устройства для резки горячей проволоки представляют собой устройства, которые нагревают натянутую проволоку, длина которой немного превышает длину разрезаемых пеноблоков.Блок из пенопласта закрепляется на месте, когда перегретая проволока входит в блок из пенопласта, обрезает след контура стойки и выходит из блока. В результате получается пропил примерно того же размера и формы, что и поперечное сечение шпильки. Поскольку кусачки для горячей проволоки охватывают и разрезают сразу всю длину пеноблока, они оставляют пробку, которая также охватывает длину пеноблока, которую необходимо удалить перед тем, как вставить стержень. Удаление продольной заготовки должно выполняться вручную, что является недостатком при использовании устройств для резки горячей проволоки. Целью изобретения является создание способа изготовления панели из пеноматериала, который не требует ручного удаления продольной заготовки или ручной установки стойки.
Целью изобретения является создание способа изготовления панели из пеноматериала, который не требует ручного удаления продольной заготовки или ручной установки стойки.
Кусачки для горячей проволоки также производят неравномерный рез по всей длине пеноблока. Кусачки для горячей проволоки должны выполнять прямую резку, но поскольку проволока растягивается при нагревании, кусачки для горячей проволоки требуют натяжного механизма для поддержания прямой проволоки. Механизм натяжения должен быть очень точным, так как слишком большое натяжение сломает горячую проволоку, а слишком слабое приведет к изгибу проволоки и ошибочному пропилу.В типичных промышленных применениях провода хрупкие, и их необходимо заменять несколько раз в неделю. Таким образом, целью изобретения является создание способа изготовления панели из пенопласта, который улучшает относительную ненадежность устройств для резки горячей проволоки предшествующего уровня техники.
Поскольку горячая проволока, используемая при резке пенопласта, легко ломается из-за колебаний натяжения, необходимо соблюдать особую осторожность в отношении типа используемой пены. Устройства для резки горячей проволоки предшествующего уровня техники предпочтительны только для резки новых блоков из чистой пены, поскольку примеси в повторно используемой пене вызывают различное натяжение проволоки, часто приводя к их разрыву.Даже новый пенопласт, такой как пенополистирол («EPS»), который состоит из миллионов крошечных шариков, может сломать кусачки для горячей проволоки, если размер шариков существенно неоднороден. Вообще говоря, пенопласт (особенно пенополистирол) не поддается вторичной переработке и не поддается биологическому разложению, а устройства для резки горячей проволоки не могут решить эту общую проблему. Таким образом, другой целью изобретения является создание способа изготовления пенопластовой панели, в которой можно использовать рециркулированную пену более низкого качества.
Устройства для резки горячей проволоки предшествующего уровня техники предпочтительны только для резки новых блоков из чистой пены, поскольку примеси в повторно используемой пене вызывают различное натяжение проволоки, часто приводя к их разрыву.Даже новый пенопласт, такой как пенополистирол («EPS»), который состоит из миллионов крошечных шариков, может сломать кусачки для горячей проволоки, если размер шариков существенно неоднороден. Вообще говоря, пенопласт (особенно пенополистирол) не поддается вторичной переработке и не поддается биологическому разложению, а устройства для резки горячей проволоки не могут решить эту общую проблему. Таким образом, другой целью изобретения является создание способа изготовления пенопластовой панели, в которой можно использовать рециркулированную пену более низкого качества.
Так как пенопластовые панели относительно широко используются, особенно при строительстве коммерческих зданий, во многих населенных пунктах действуют специальные строительные нормы, касающиеся пенопластов. Эти типы правил касаются тепловых мостов, что означает, что теплопроводность металлических стоек может позволить теплу передаваться в здание или из него. Обычно требуется, чтобы между металлической стойкой и внешней поверхностью панели было не менее 1,5 дюймов пены. То есть металлический стержень должен быть встроен в пенопласт не менее чем на 1,5 дюйма при измерении от внешней поверхности, чтобы соответствовать стандартным нормам. Другой целью изобретения является создание комбинации металлической стойки и пенопласта, способной надежно соответствовать строительным нормам.
Эти типы правил касаются тепловых мостов, что означает, что теплопроводность металлических стоек может позволить теплу передаваться в здание или из него. Обычно требуется, чтобы между металлической стойкой и внешней поверхностью панели было не менее 1,5 дюймов пены. То есть металлический стержень должен быть встроен в пенопласт не менее чем на 1,5 дюйма при измерении от внешней поверхности, чтобы соответствовать стандартным нормам. Другой целью изобретения является создание комбинации металлической стойки и пенопласта, способной надежно соответствовать строительным нормам.
Традиционные методы строительства пенопластов не подходят для соответствия нормам для металлических пенопластов. Пенопласт, и особенно пенополистирол, производится в виде прямоугольных блоков, и в процессе отверждения в этих блоках создается естественная кривизна. Традиционные методы измерения глубины 1,5 дюйма с каждой стороны пеноблока и прорезают линию между этими двумя точками; тем не менее, метод резки проволокой не приводит к равномерной глубине, поскольку он не учитывает естественную и непостоянную кривизну, присущую большинству, если не всем пеноблокам. Таким образом, другой задачей изобретения является создание панели из пенопласта, имеющей одинаковую глубину пропила по всей длине блока из пенопласта, независимо от естественной кривизны исходного компонента блока из пеноматериала.
Таким образом, другой задачей изобретения является создание панели из пенопласта, имеющей одинаковую глубину пропила по всей длине блока из пенопласта, независимо от естественной кривизны исходного компонента блока из пеноматериала.
Проблема неправильной кривизны пеноблоков усугубляется тем фактом, что проволока, используемая в устройствах для резки горячей проволоки, изгибается при нагревании. То есть центр проволоки опускается, поскольку проволока расширяется во время нагрева. В результате пропилы, сделанные с помощью устройства для резки горячей проволоки, обычно также искривлены, что усугубляет ненадежность пеноблоков, разрезанных продольной проволокой.Другой целью изобретения является создание панели из пенопласта, имеющей прямые и однородные пропилы для вставки металлических шпилек по всей длине блока из пенопласта.
Изобретатели экспериментировали с различными методами решения этих проблем предшествующего уровня техники. В одном прототипе, разработанном для прорезания блока из пенопласта для размещения металлической шпильки, изобретатели использовали дисковую пилу для прорезания канала для основной балки металлической шпильки и использовали отдельный нож с горячей проволокой для формирования части пропила, соответствующей канал и выступ шпильки. Изобретатели никогда не считали эту реализацию готовой к патентованию из-за нескольких серьезных недостатков, которые сделали реализацию непригодной для промышленного использования. Первым недостатком было то, что циркулярная пила создавала крошечные частицы пены, которые легко воспламенялись от пилы, горячей проволоки или и того, и другого. Пена быстро горит и быстро достигает высоких температур при воспламенении, и что еще более серьезно, расплавленная пена прилипает к коже человека, одежде и любой другой поверхности. Пила может усугубить проблемы, возникающие в результате горения пены, путем выпуска расплавленной, горящей пены, когда пила продолжает резать.Следовательно, такая реализация представляла серьезную проблему промышленной безопасности. Второй недостаток заключался в том, что горячая проволока должна была быть приварена к ребру жесткости, чтобы помочь сохранить полученный нож в соответствующей форме. Тем не менее, проволочная часть ножа по-прежнему часто плавилась (хотя и не так часто, как только резак для горячей проволоки) из-за ее тонкости, а разница в расширении двух разных металлов во всем рабочем диапазоне ножа ускоряла выход из строя ножа.
Изобретатели никогда не считали эту реализацию готовой к патентованию из-за нескольких серьезных недостатков, которые сделали реализацию непригодной для промышленного использования. Первым недостатком было то, что циркулярная пила создавала крошечные частицы пены, которые легко воспламенялись от пилы, горячей проволоки или и того, и другого. Пена быстро горит и быстро достигает высоких температур при воспламенении, и что еще более серьезно, расплавленная пена прилипает к коже человека, одежде и любой другой поверхности. Пила может усугубить проблемы, возникающие в результате горения пены, путем выпуска расплавленной, горящей пены, когда пила продолжает резать.Следовательно, такая реализация представляла серьезную проблему промышленной безопасности. Второй недостаток заключался в том, что горячая проволока должна была быть приварена к ребру жесткости, чтобы помочь сохранить полученный нож в соответствующей форме. Тем не менее, проволочная часть ножа по-прежнему часто плавилась (хотя и не так часто, как только резак для горячей проволоки) из-за ее тонкости, а разница в расширении двух разных металлов во всем рабочем диапазоне ножа ускоряла выход из строя ножа. Кроме того, поскольку нож состоял из двух отдельных металлов, изготовление ножа было более дорогостоящим из-за относительно небольшого выигрыша в надежности по сравнению с резаками для горячей проволоки предшествующего уровня техники.Третий недостаток этой реализации заключается в том, что не было возможности обеспечить равномерную глубину шипов от внешней поверхности пены. В-четвертых, металлические штифты все еще приходилось вставлять в машину вручную, поскольку пилы и ножи оставались неподвижными, пока блок из пенопласта перемещался через машину. Таким образом, целью изобретения является создание безопасной, надежной и стабильной автоматизированной машины для производства вспененных панелей.
Кроме того, поскольку нож состоял из двух отдельных металлов, изготовление ножа было более дорогостоящим из-за относительно небольшого выигрыша в надежности по сравнению с резаками для горячей проволоки предшествующего уровня техники.Третий недостаток этой реализации заключается в том, что не было возможности обеспечить равномерную глубину шипов от внешней поверхности пены. В-четвертых, металлические штифты все еще приходилось вставлять в машину вручную, поскольку пилы и ножи оставались неподвижными, пока блок из пенопласта перемещался через машину. Таким образом, целью изобретения является создание безопасной, надежной и стабильной автоматизированной машины для производства вспененных панелей.
Изобретение обеспечивает устройство и связанный с ним способ создания панели из пеноматериала, который позволяет избежать ошибок, связанных с созданием панелей из пеноматериала с использованием устройства для резки горячей проволоки. В устройстве и способе используется лезвие новой формы, которое сохраняет такую форму при прохождении и продольном разрезе пеноблока. Жесткость лопасти в соответствии с изобретением обеспечивает несколько преимуществ, в том числе то, что изобретение позволяет изготавливать пенопластовые панели с металлическими шипами из переработанной пены.
Для работы аппарата к палубе крепится пеноблок. Блок манжеты перемещается в продольном направлении поперек пеноблока, выравнивая пеноблок с помощью роликов непосредственно перед прорезанием в блоке с помощью нагретого лезвия.Такой процесс создает пропилы одинаковой глубины, а конфигурация нагретого лезвия не оставляет пробок. Устройство может предпочтительно вставлять металлические штифты в блок после процесса резки за один и тот же продольный проход, что является преимуществом, поскольку введение металлических штифтов также помогает поддерживать плоский пенопластовый блок для обеспечения равномерной глубины пропила.
Эти и другие преимущества, обеспечиваемые изобретением, станут очевидными из следующего подробного описания, которое при рассмотрении в свете сопровождающих чертежей раскрывает варианты осуществления изобретения.
РИС. 1 представляет собой вид в перспективе сборной пенопластовой панели.
РИС. 2 представляет собой вид в разрезе пенопластовой панели по линии 2 — 2 на фиг. 1.
РИС. 3 — вид в перспективе автоматизированной машины для производства пенопласта, используемой для практического применения раскрытого здесь способа.
РИС. 4 — вид сбоку режущего блока, используемого в автоматизированном станке для производства пенопласта, по линии 4 — 4 на фиг.3, показывающий конфигурацию зажима шпильки, лезвия и ролика по отношению к шпильке и пеноблоку.
РИС. 5 — вид в перспективе режущего блока в разобранном виде, показывающий конфигурацию ролика шпильки, зажима шпильки, лезвия и ролика по отношению к шпильке, пеноблоку и пропилу.
РИС. 6 — вид сбоку зажима шпильки по линии 6 — 6 на фиг. 5.
5.
РИС. 7 — вид в перспективе необязательной конфигурации штифта, используемого в зажиме шпильки.
РИС. 8 представляет собой вид сверху машины для производства пенопласта по линии 8 — 8 на фиг. 4 со снятым корпусом режущего блока, показывающим конфигурацию роликов шпилек и режущих модулей относительно шпилек.
РИС. 9 — вид сзади машины для производства пенопласта с корпусом режущего блока, снятым по линии 9 — 9 на фиг. 4 показывает конфигурацию лезвий и режущих модулей по отношению к пеноблоку.
РИС.10 — вид в перспективе лезвия, используемого в автоматической машине для производства пенопласта.
РИС. 11 — вид сбоку режущего блока, который показывает двигатель и зубчатую передачу, используемые для перемещения режущего блока.
РИС. 12 — вид сзади режущего блока, который показывает двигатель и зубчатую передачу, используемые в автоматической машине для производства пенопласта для подачи пеноблоков и шпилек в машину.
Раскрытое в данном документе изобретение обеспечивает новое устройство atus и способ изготовления сборных пенопластов для использования в строительстве. Как показано на фиг. 1 и 2, пенопласт 101 состоит из четырех основных компонентов: верхней рамы 103 , нижней рамы 105 , одной или нескольких шпилек 107 и пеноблока 109 . Шпильки 107 вставляются в прорези 111 в пеноблоке 109 , при этом такие прорези имеют практически такую же форму поперечного сечения, как штифты 107 . Верхняя рама 103 и нижняя рама 105 прикреплены к шпилькам 107 , образуя прочную, легкую пенопластовую панель 101 .Пеноблок 109 образует внешнюю поверхность пенопласта 101 . Внутренняя часть пенопанели 101 представляет собой стеновую плиту 113 или другой подобный материал, такой как гипсокартон, ДВП или фанера, которые прикрепляются к стойкам 107 на строительной площадке в соответствии с конкретным архитектурным проектом здания.
Как показано на фиг. 1 и 2, пенопласт 101 состоит из четырех основных компонентов: верхней рамы 103 , нижней рамы 105 , одной или нескольких шпилек 107 и пеноблока 109 . Шпильки 107 вставляются в прорези 111 в пеноблоке 109 , при этом такие прорези имеют практически такую же форму поперечного сечения, как штифты 107 . Верхняя рама 103 и нижняя рама 105 прикреплены к шпилькам 107 , образуя прочную, легкую пенопластовую панель 101 .Пеноблок 109 образует внешнюю поверхность пенопласта 101 . Внутренняя часть пенопанели 101 представляет собой стеновую плиту 113 или другой подобный материал, такой как гипсокартон, ДВП или фанера, которые прикрепляются к стойкам 107 на строительной площадке в соответствии с конкретным архитектурным проектом здания. Чтобы соответствовать строительным нормам большинства мест, стойки 107 должны быть углублены снаружи пеноблока 109 на минимальную заданную глубину 115 .В большинстве случаев прикрепление стеновой плиты 113 к стойкам 107 создает полую полость 117 , в которой может быть проложен трубопровод (не изображен) или другие внутренние строительные материалы.
Чтобы соответствовать строительным нормам большинства мест, стойки 107 должны быть углублены снаружи пеноблока 109 на минимальную заданную глубину 115 .В большинстве случаев прикрепление стеновой плиты 113 к стойкам 107 создает полую полость 117 , в которой может быть проложен трубопровод (не изображен) или другие внутренние строительные материалы.
Теперь обратимся к РИС. 3, машина по производству пенопласта 119 собирает пенопласт 101 в автоматическом режиме. Машина для производства пенопласта 119 обычно имеет прямоугольную форму, и такая форма может использоваться для создания пенопласта 101 практически любой формы.Машина для производства пенопласта 119 обычно включает в себя по существу прямоугольную площадку 121 , один или несколько роликов с шипами 123 , одну или несколько поперечин с роликами 125 , основание 127 , режущий блок 129 и одна или несколько направляющих режущего блока 131 . Дека 121 и направляющие режущего блока 131 крепятся к основанию 127 ; опционально дека 121 может быть объединена с основанием 127 .Расстояние между по существу параллельными направляющими 131 режущего блока равно или больше по ширине, чем дека 121 , а длина направляющих режущего блока равна или больше, чем длина деки 121 . Режущий блок 129 установлен между направляющими режущего блока 131 таким образом, что режущий блок 129 по существу параллелен направляющим режущего блока 131 . Режущий блок 129 может перемещаться по направляющим режущего блока 131 в направлении, параллельном направляющим режущего блока 131 .Ролики со шпилькой 123 устанавливаются по выбору на поперечинах опорных роликов 125 , которые могут быть установлены на настиле 121 или на основании 127 .
Дека 121 и направляющие режущего блока 131 крепятся к основанию 127 ; опционально дека 121 может быть объединена с основанием 127 .Расстояние между по существу параллельными направляющими 131 режущего блока равно или больше по ширине, чем дека 121 , а длина направляющих режущего блока равна или больше, чем длина деки 121 . Режущий блок 129 установлен между направляющими режущего блока 131 таким образом, что режущий блок 129 по существу параллелен направляющим режущего блока 131 . Режущий блок 129 может перемещаться по направляющим режущего блока 131 в направлении, параллельном направляющим режущего блока 131 .Ролики со шпилькой 123 устанавливаются по выбору на поперечинах опорных роликов 125 , которые могут быть установлены на настиле 121 или на основании 127 .
Для сборки пенопласта 101 с использованием пенопласта 119 , пеноблок 109 помещается на настил 121 пенопласта 119 . Шпильки 107 подаются на ролики шпилек 123 , чтобы удерживать шпильки 107 в положении, по существу параллельном направляющим режущего блока 131 и другим шпилькам 107 .Режущий блок 129 принимает шпильки 107 и, когда режущий блок движется в направлении движения режущего блока 133 , может предпочтительно проталкивать шпильки 107 в пенопласт 109 вскоре после режущего блока 129 разрезает пропилы 111 в пеноблок 109 . Как только режущий блок 129 пройдет длину направляющих режущего блока 131 , шпильки 107 будут полностью вставлены в прорези 111 в пеноблоке 109 . Частично собранная панель из пенопласта 101 может быть затем снята с машины для производства пенопласта 119 , или верхняя рама 103 и нижняя рама 105 могут быть прикреплены к шпилькам 107 , в то время как частично собранная панель из пеноматериала 101 остается на Пенопласт 119 900 10. По желанию, верхняя рама 103 или нижняя рама 105 может быть прикреплена к шпилькам 107 до активации режущего блока 129 .
Частично собранная панель из пенопласта 101 может быть затем снята с машины для производства пенопласта 119 , или верхняя рама 103 и нижняя рама 105 могут быть прикреплены к шпилькам 107 , в то время как частично собранная панель из пеноматериала 101 остается на Пенопласт 119 900 10. По желанию, верхняя рама 103 или нижняя рама 105 может быть прикреплена к шпилькам 107 до активации режущего блока 129 .
Компоненты режущего блока 129 более подробно показаны на фиг. 4-7. Режущий блок 129 состоит из одного или нескольких режущих модулей 135 . Режущие модули 135 подвижно прикреплены к одной или нескольким поперечным элементам режущего модуля 137 , так что каждый режущий модуль 135 может быть отделен от соседних режущих модулей на заданную ширину, например, шестнадцать (16 дюймов) или двадцать четыре дюйма (24 ″). Режущий модуль зажимает 139 закрепите режущие модули 135 на заданной ширине вдоль поперечных элементов режущего модуля 137 .
Режущий модуль зажимает 139 закрепите режущие модули 135 на заданной ширине вдоль поперечных элементов режущего модуля 137 .
Режущие модули 135 состоят из одного или нескольких лезвий 141 . Лезвия 141 нагреваются до температуры, при которой происходит испарение или, по меньшей мере, плавление части блока пенопласта 109 , контактирующего с передней кромкой лезвия 141 с образованием пропила 111 . В течение короткого периода времени после того, как лезвие 141 образовало пропил 111 , пена, окружающая пропил 111 , остается в жидком состоянии. Жидкая пена, окружающая пропил 111 , служит для смазки прохода шпильки 107 в пропил 111 .
Необязательный элемент режущего модуля 135 — это один или несколько роликов 143 . Ролики 143 сглаживают пеноблоки 109 непосредственно перед ножом, когда лезвия 141 контактируют с пеноблоком 109 , чтобы обеспечить равномерную глубину пропила 115 111 . В лучшем режиме, известном изобретателям, по меньшей мере, два ролика 143 разнесены на расстоянии, равном ширине шпильки 107 или превышающем ее.Такая конфигурация позволяет роликам 143 более эффективно и действенно выравнивать участок пеноблока 109 , в который будет вставлен стержень 107 .
Ролики 143 сглаживают пеноблоки 109 непосредственно перед ножом, когда лезвия 141 контактируют с пеноблоком 109 , чтобы обеспечить равномерную глубину пропила 115 111 . В лучшем режиме, известном изобретателям, по меньшей мере, два ролика 143 разнесены на расстоянии, равном ширине шпильки 107 или превышающем ее.Такая конфигурация позволяет роликам 143 более эффективно и действенно выравнивать участок пеноблока 109 , в который будет вставлен стержень 107 .
Еще одним дополнительным элементом каждого модуля резки 135 является один или несколько зажимов со шпильками 145 , которые принимают шпильки 107 , подаваемые в машину для производства пенопласта 119 . Зажимы со шпильками 145 фиксируют шпильки 107 в фиксированном положении относительно режущего модуля 135 , так что режущий блок 129 и шпильки 107 перемещаются по существу как единое целое.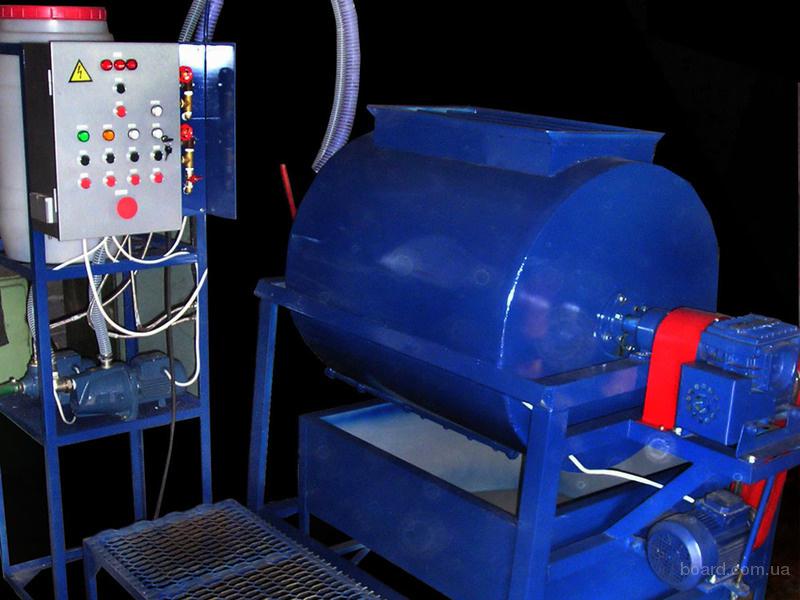 Для зажимов шпилек 145 для закрепления шпилек 107 по отношению к режущему модулю 135 , зажимы шпилек 145 предпочтительно поддерживают не менее трех точек контакта со шпильками 107 , чтобы предотвратить движение во всех трех измерениях , x, y и z. Первой точкой контакта между зажимом шпильки 145 и шпилькой 107 является крышка зажима шпильки 147 , плоская поверхность которой сообщается с плоским каналом шпильки 149 .Колпачок зажима шпильки 147 предохраняет шпильку 107 от перемещения в плоскости y. Второй точкой контакта между зажимом шпильки 145 и шпилькой 107 является шпилька 151 , которая выступает через отверстие 153 в шпильке 107 . Штифт 151 , который может приводиться в действие пневматически, гидравлически или электрически, предохраняет штифт 107 от перемещения в плоскости x и помогает ограничить перемещение в плоскости z.
Для зажимов шпилек 145 для закрепления шпилек 107 по отношению к режущему модулю 135 , зажимы шпилек 145 предпочтительно поддерживают не менее трех точек контакта со шпильками 107 , чтобы предотвратить движение во всех трех измерениях , x, y и z. Первой точкой контакта между зажимом шпильки 145 и шпилькой 107 является крышка зажима шпильки 147 , плоская поверхность которой сообщается с плоским каналом шпильки 149 .Колпачок зажима шпильки 147 предохраняет шпильку 107 от перемещения в плоскости y. Второй точкой контакта между зажимом шпильки 145 и шпилькой 107 является шпилька 151 , которая выступает через отверстие 153 в шпильке 107 . Штифт 151 , который может приводиться в действие пневматически, гидравлически или электрически, предохраняет штифт 107 от перемещения в плоскости x и помогает ограничить перемещение в плоскости z. Третьей точкой контакта между зажимом шпильки 145 и шпилькой 107 является скоба зажима шпильки 155 , плоская поверхность которой сообщается с планарной балкой шпильки 157 .Скоба зажима шпильки 155 предохраняет шпильку 107 от перемещения в плоскости z и от поворота вокруг пальца 151 в плоскости x.
Третьей точкой контакта между зажимом шпильки 145 и шпилькой 107 является скоба зажима шпильки 155 , плоская поверхность которой сообщается с планарной балкой шпильки 157 .Скоба зажима шпильки 155 предохраняет шпильку 107 от перемещения в плоскости z и от поворота вокруг пальца 151 в плоскости x.
Шпильки 107 удерживаются в положении параллельно друг другу с помощью одной или нескольких точек контакта с роликами шпилек 123 , которые работают вместе с зажимами шпилек 145 . Ролики шпильки 123 предпочтительно сконструированы таким образом, чтобы они плотно прилегали к шпильке, как правило, с С-образной формой 107 , так что ролики шпильки 123 катятся по каналу шпильки 149 , стороны которого ограничены балкой шпильки 157 и выступ шпильки 159 . За счет зацепления шпилек 107 с зажимами шпилек 145 и роликов шпилек 123 в отдельных местах по длине шпилек 107 , шпильки 107 можно поддерживать в параллельной конфигурации в плоскостях x, y и z. .
За счет зацепления шпилек 107 с зажимами шпилек 145 и роликов шпилек 123 в отдельных местах по длине шпилек 107 , шпильки 107 можно поддерживать в параллельной конфигурации в плоскостях x, y и z. .
Дополнительно, штифт 151 выполняет дополнительный этап принудительной пробивки или сверления отверстия 153 в шпильке 107 , вместо того, чтобы предварительно просверлить шпильку 107 . Штифт 151 может приводиться в движение линейно с достаточным усилием, чтобы пробить отверстие 153 в шпильке 107 .В качестве альтернативы, штифт 151 может содержать бит 161 , приводимый с возможностью вращения от драйвера 163 , который создает апертуру 153 . В любом случае, как только отверстие 153 создается в шпильке 107 , вал 165 сообщается с отверстием 153 , чтобы создать точку контакта со шпилькой 107 , как описано выше. Драйвер 163 может быть электрическим или пневматическим двигателем с автономным питанием или может получать питание от внешнего источника.
Драйвер 163 может быть электрическим или пневматическим двигателем с автономным питанием или может получать питание от внешнего источника.
Для каждого режущего модуля 135 , шпильки 145 , лезвия 141 и / или ролика 143 могут быть установлены на один пневматический привод 167 , или такие компоненты могут быть установлены на отдельные пневматические приводы 167 . Специалисты в данной области техники поймут, что пневматические приводы , 167, взаимозаменяемы с другими типами приводных устройств, такими как гидравлические, электрические или механические устройства. Пневматические приводы 167 используются в нескольких компонентах и могут выполнять разные функции.Например, одна из функций пневматических приводов 167 состоит в том, чтобы гарантировать, что зажимы шпильки 145 входят в зацепление со шпильками 107 с достаточной силой для протягивания шпилек 107 через прорези 111 . Другой функцией пневматических приводов является обеспечение того, чтобы ролики 143 прикладывали достаточное направленное вниз усилие к пеноблокам 109 , чтобы гарантировать соответствующее выравнивание пеноблоков 109 . Еще одна функция пневматических приводов 167 состоит в том, чтобы поднимать зажимы шпилек 145 , ролики 143 и лезвия 141 , так что после полного прорезания пеноблока 109 режущий блок 129 можно расположить так что пеноблок 109 может быть снят с машины для производства пенопласта 119 .
Другой функцией пневматических приводов является обеспечение того, чтобы ролики 143 прикладывали достаточное направленное вниз усилие к пеноблокам 109 , чтобы гарантировать соответствующее выравнивание пеноблоков 109 . Еще одна функция пневматических приводов 167 состоит в том, чтобы поднимать зажимы шпилек 145 , ролики 143 и лезвия 141 , так что после полного прорезания пеноблока 109 режущий блок 129 можно расположить так что пеноблок 109 может быть снят с машины для производства пенопласта 119 .
Теперь обратимся к фиг. 8-9, режущие модули 135 устанавливаются с возможностью скольжения на одну или несколько направляющих для режущих модулей 169 . Режущие модули 135 могут перемещаться по направляющим 169 режущего модуля, так что каждый режущий модуль 135 может быть расположен на заданном расстоянии от других режущих модулей 135 . Когда режущие модули 135 расположены в желаемом заданном месте, зажимы режущего модуля 139 входят в зацепление с режущими модулями 135 , чтобы иммобилизовать режущие модули 135 относительно поперечин режущего модуля 137 ; такая конфигурация создает фиксированную ширину между пропилами 111 , когда активирована машина для производства пенопласта 119 .Например, в жилом строительстве параллельные стойки обычно размещаются на расстоянии шестнадцати дюймов (16 дюймов) друг от друга, такая конфигурация известна в промышленности как «центры по 16 дюймов». Однако для других типов конструкции требуются 12-, 18- или 24-дюймовые центры, следовательно, необходимы регулируемые положения режущих модулей 135 (и роликов 123 ). ИНЖИР. 8 демонстрирует машину для производства пенопласта 119 , имеющую поперечный элемент модуля резки 137 с креплениями модуля резки 171 с центрами 16 и 24 дюймов, хотя центры практически любой ширины могут использоваться с машиной для производства пенопласта 119 .
Когда режущие модули 135 расположены в желаемом заданном месте, зажимы режущего модуля 139 входят в зацепление с режущими модулями 135 , чтобы иммобилизовать режущие модули 135 относительно поперечин режущего модуля 137 ; такая конфигурация создает фиксированную ширину между пропилами 111 , когда активирована машина для производства пенопласта 119 .Например, в жилом строительстве параллельные стойки обычно размещаются на расстоянии шестнадцати дюймов (16 дюймов) друг от друга, такая конфигурация известна в промышленности как «центры по 16 дюймов». Однако для других типов конструкции требуются 12-, 18- или 24-дюймовые центры, следовательно, необходимы регулируемые положения режущих модулей 135 (и роликов 123 ). ИНЖИР. 8 демонстрирует машину для производства пенопласта 119 , имеющую поперечный элемент модуля резки 137 с креплениями модуля резки 171 с центрами 16 и 24 дюймов, хотя центры практически любой ширины могут использоваться с машиной для производства пенопласта 119 .
Лезвия 141 могут быть расположены во всем диапазоне положений в плоскости y, два из которых показаны на фиг. 9. Пневматические приводы 167 могут перемещать лопасти 141 (а также шпильки 145 и ролики 143 ) как минимум по двум причинам. Первая причина заключается в том, что пеноблоки 109 разной толщины могут использоваться с машиной для производства пенопласта 119 , или строительные нормы могут требовать другой глубины 115 .Вторая причина заключается в том, что лезвие 141 может быть убирающимся, чтобы переместить режущий блок 129 , чтобы панель из пеноматериала 101 могла быть снята с машины 119 .
Конфигурация лезвия 141 более подробно показана на фиг. 10. Как указано выше, лезвие 141 предпочтительно нагревается электрическим током. Когда используется электрический нагрев, лезвие 141 действует как цепь. Такая схема состоит из анода 173 , резака 175 , радиатора 177 и катода 179 .Форма лезвия , 141, имеет решающее значение для обеспечения превосходных режущих свойств по сравнению с резаками для горячей проволоки предшествующего уровня техники, поскольку форма лезвия 141 определяет способ работы каждого элемента схемы. Во время работы установки для производства пенопласта 119 электрический ток течет на анод 173 и через резак 175 . Как видно на чертеже, резак 175 состоит из относительно длинного, тонкого и плоского куска проводящего материала.Радиатор 177 состоит из отрезка материала, длина которого примерно равна длине резака 175 ; однако радиатор 177 значительно шире и, желательно, несколько толще, чем резак 175 .
Когда используется электрический нагрев, лезвие 141 действует как цепь. Такая схема состоит из анода 173 , резака 175 , радиатора 177 и катода 179 .Форма лезвия , 141, имеет решающее значение для обеспечения превосходных режущих свойств по сравнению с резаками для горячей проволоки предшествующего уровня техники, поскольку форма лезвия 141 определяет способ работы каждого элемента схемы. Во время работы установки для производства пенопласта 119 электрический ток течет на анод 173 и через резак 175 . Как видно на чертеже, резак 175 состоит из относительно длинного, тонкого и плоского куска проводящего материала.Радиатор 177 состоит из отрезка материала, длина которого примерно равна длине резака 175 ; однако радиатор 177 значительно шире и, желательно, несколько толще, чем резак 175 . Электрический изолятор 181 , который может быть керамическим или непроводящим газом, таким как воздух, разделяет резак 175 и радиатор 177 во всех точках, кроме пересечения 183 резца 175 и радиатора 177 .Толщина и ширина резца 175 диктует, что когда ток течет через резак 175 , резак 175 нагревается до относительно однородной температуры, поскольку поперечное сечение проводящего материала остается практически одинаковым по всей длине резца 175 , что означает, что резак 175 обеспечивает равномерное сопротивление.
Электрический изолятор 181 , который может быть керамическим или непроводящим газом, таким как воздух, разделяет резак 175 и радиатор 177 во всех точках, кроме пересечения 183 резца 175 и радиатора 177 .Толщина и ширина резца 175 диктует, что когда ток течет через резак 175 , резак 175 нагревается до относительно однородной температуры, поскольку поперечное сечение проводящего материала остается практически одинаковым по всей длине резца 175 , что означает, что резак 175 обеспечивает равномерное сопротивление.
После того, как ток выходит из резца 175 и входит в радиатор 177 на пересечении 183 , который имеет практически такую же площадь поперечного сечения, как и резак 175 , поперечное сечение проводящего материала, составляющего радиатор 177 , увеличивается. Увеличенное поперечное сечение между радиатором 177 и резаком 175 означает, что сопротивление в радиаторе 177 ниже, чем в резце 175 , и, таким образом, температура радиатора 177 значительно ниже, чем у резца. 175 . У радиатора 177 есть как минимум двоякие преимущества: во-первых, радиатор 177 обеспечивает более широкую полосу пропускания тока, чем резак 175 , что помогает поддерживать равномерный ток и, следовательно, равномерную температуру во всем резце 175 .Во-вторых, поскольку радиатор 177 толще и остается при более низкой температуре, чем резак 175 , он остается более жестким, чем резак 175 ; Дополнительная толщина и жесткость радиатора 177 помогают сформировать пропил 111 правильной формы. После нагрева резца 175 и радиатора 177 ток течет от радиатора 177 через катод 179 и выходит из лезвия 141 .
Увеличенное поперечное сечение между радиатором 177 и резаком 175 означает, что сопротивление в радиаторе 177 ниже, чем в резце 175 , и, таким образом, температура радиатора 177 значительно ниже, чем у резца. 175 . У радиатора 177 есть как минимум двоякие преимущества: во-первых, радиатор 177 обеспечивает более широкую полосу пропускания тока, чем резак 175 , что помогает поддерживать равномерный ток и, следовательно, равномерную температуру во всем резце 175 .Во-вторых, поскольку радиатор 177 толще и остается при более низкой температуре, чем резак 175 , он остается более жестким, чем резак 175 ; Дополнительная толщина и жесткость радиатора 177 помогают сформировать пропил 111 правильной формы. После нагрева резца 175 и радиатора 177 ток течет от радиатора 177 через катод 179 и выходит из лезвия 141 .
В зависимости от температуры ножа 175 пропил 111 образуется путем испарения или плавления части пеноблока 109 вокруг лезвия 141 .Во время такого процесса, по меньшей мере, часть пены, окружающей пропил 111 , остается расплавленной после того, как лезвие 141 продолжает двигаться и надрезать дополнительные части пеноблока 109 . Радиатор 177 может работать для охлаждения такой расплавленной пены, что дополнительно способствует формированию надлежащей формы пропила 111 .
Для изготовления лезвий можно использовать различные токопроводящие материалы 141 . Высокое удельное сопротивление необходимо для создания небольшого тонкого лезвия 141 , способного достигать высоких температур.Значения удельного сопротивления проводящих металлов изменяются с температурой. Лучшим способом, известным изобретателям, является изготовление лопастей 141 из нихрома, поскольку нихром имеет относительно высокое удельное сопротивление 100 × 10 -8 Ом · м при 20 ° C, но при этом относительно низкий температурный коэффициент 0,0004 (как по сравнению с другими легкодоступными металлами). Диапазоны рабочих температур, которые изобретатели сочли идеальными для машины для производства пенопласта 119 , составляют от 700 до 1200 ° F (от 370 до 650 ° C).) для фрезы 175 и от 250 до 500 ° F (от 120 до 260 ° C) для радиатора 177 , хотя можно использовать другие рабочие диапазоны температур, регулируя толщину и ширину фрезы 175 и нагрева раковина 177 . Удельное сопротивление дается формулой ρ = ρ 20 · [1 + α · (T C −20 ° C)], где ρ — удельное сопротивление, ρ 20 — удельное сопротивление при 20 ° C, α — температурный коэффициент металла, а T C — температура металла в градусах Цельсия.
Лучшим способом, известным изобретателям, является изготовление лопастей 141 из нихрома, поскольку нихром имеет относительно высокое удельное сопротивление 100 × 10 -8 Ом · м при 20 ° C, но при этом относительно низкий температурный коэффициент 0,0004 (как по сравнению с другими легкодоступными металлами). Диапазоны рабочих температур, которые изобретатели сочли идеальными для машины для производства пенопласта 119 , составляют от 700 до 1200 ° F (от 370 до 650 ° C).) для фрезы 175 и от 250 до 500 ° F (от 120 до 260 ° C) для радиатора 177 , хотя можно использовать другие рабочие диапазоны температур, регулируя толщину и ширину фрезы 175 и нагрева раковина 177 . Удельное сопротивление дается формулой ρ = ρ 20 · [1 + α · (T C −20 ° C)], где ρ — удельное сопротивление, ρ 20 — удельное сопротивление при 20 ° C, α — температурный коэффициент металла, а T C — температура металла в градусах Цельсия. Таким образом, удельное сопротивление резца 175 в диапазонах рабочих температур составляет от 114 до 125 × 10 −8 Ом · м, в то время как удельное сопротивление радиатора 177 в диапазонах рабочих температур составляет от 104 до 110 × 10 −8 Ом · м.
Таким образом, удельное сопротивление резца 175 в диапазонах рабочих температур составляет от 114 до 125 × 10 −8 Ом · м, в то время как удельное сопротивление радиатора 177 в диапазонах рабочих температур составляет от 104 до 110 × 10 −8 Ом · м.
Площадь поперечного сечения фрезы 175 может зависеть от размера и формы используемых шпилек 107 . Шпильки для использования в строительстве обычно имеют размер от 14 до 24 (от 0,0785 до 0,0276 дюйма), хотя листовой металл, используемый в шпильках 107 , может иметь размер от 3 до 30 или выше (0.От 2391 дюйма до 0,0100 дюйма).
Например, шпильки 107 , изготовленные из оцинкованной стали 20 калибра, имеют толщину 0,0396 дюйма (1,01 мм). При использовании оцинкованной стали 20 калибра можно использовать лезвие 141 толщиной 0,0400 дюйма (1,02 мм) для создания пропила 111 . Резак 175 имеет длину 7,03 дюйма (176 мм) и ширину 0,240 дюйма (6,10 мм), а радиатор 177 имеет длину 6,64 дюйма (169 мм) и ширину 0.710 дюймов (18,0 мм). Сопротивление частей лопасти 141 определяется по формуле R = ρL / A, где ρ — удельное сопротивление, L — длина, а A — площадь поперечного сечения (A = w · h, где w — ширина, а h толщина). В следующей таблице показаны сопротивления резца 175 и радиатора 177 при рабочих температурах:
Резак 175 имеет длину 7,03 дюйма (176 мм) и ширину 0,240 дюйма (6,10 мм), а радиатор 177 имеет длину 6,64 дюйма (169 мм) и ширину 0.710 дюймов (18,0 мм). Сопротивление частей лопасти 141 определяется по формуле R = ρL / A, где ρ — удельное сопротивление, L — длина, а A — площадь поперечного сечения (A = w · h, где w — ширина, а h толщина). В следующей таблице показаны сопротивления резца 175 и радиатора 177 при рабочих температурах:
Как показано в приведенной выше таблице, отношение сопротивления между резцом 175 и радиатором 177 имеет решающее значение для обеспечения того, чтобы резак 175 оставался на надлежащая температура во время работы пенопласта 119 .
 Изобретатели обнаружили, что соотношение сопротивления между резцом 175 и теплоотводом 177 от 3: 1 до 4: 1 поможет обеспечить надлежащий нагрев резца 175 , а соотношение 3.От 3: 1 до 3,6: 1 идеально. Нихром — идеальный металл для формирования лезвия 141 , потому что соотношение сопротивления между резцом 175 и теплоотводом 177 не сильно меняется в диапазоне рабочих температур лезвия 141 , хотя другие материалы могут иметь подходящие характеристики сопротивления в диапазоне рабочих температур лезвия 141 .
Изобретатели обнаружили, что соотношение сопротивления между резцом 175 и теплоотводом 177 от 3: 1 до 4: 1 поможет обеспечить надлежащий нагрев резца 175 , а соотношение 3.От 3: 1 до 3,6: 1 идеально. Нихром — идеальный металл для формирования лезвия 141 , потому что соотношение сопротивления между резцом 175 и теплоотводом 177 не сильно меняется в диапазоне рабочих температур лезвия 141 , хотя другие материалы могут иметь подходящие характеристики сопротивления в диапазоне рабочих температур лезвия 141 . Движение режущего блока 129 более подробно показано на фиг.11-12. Режущий блок 129 имеет шестерни 185 , которые соприкасаются с зубьями 187 на одной или нескольких направляющих режущего блока 131 . Приводная цепь 189 проходит через одну или несколько шестерен и звездочку 191 . Двигатель 193 обеспечивает вращение звездочки 191 , таким образом поворачивая приводную цепь 189 и перемещая режущий блок 129 . Приводной вал 195 распределяет вращательную силу равномерно между шестернями 185 на каждой стороне режущего блока 129 .В лучшем режиме, известном изобретателям, зубья 187 крепятся к нижней части направляющих режущего блока 131 , а вес режущего блока 129 поддерживается роликами режущего блока 197 , которые катятся по верху направляющие режущего блока 131 . Эта конфигурация снижает усилие на шестерни 185 и зубья 187 . Направляющий ролик режущего блока 199 может перекрывать края направляющих режущего блока 131 , чтобы добавить поперечной устойчивости режущему блоку 129 .
Двигатель 193 обеспечивает вращение звездочки 191 , таким образом поворачивая приводную цепь 189 и перемещая режущий блок 129 . Приводной вал 195 распределяет вращательную силу равномерно между шестернями 185 на каждой стороне режущего блока 129 .В лучшем режиме, известном изобретателям, зубья 187 крепятся к нижней части направляющих режущего блока 131 , а вес режущего блока 129 поддерживается роликами режущего блока 197 , которые катятся по верху направляющие режущего блока 131 . Эта конфигурация снижает усилие на шестерни 185 и зубья 187 . Направляющий ролик режущего блока 199 может перекрывать края направляющих режущего блока 131 , чтобы добавить поперечной устойчивости режущему блоку 129 . Направляющие ролики режущего блока 199 могут быть отдельными компонентами или могут быть интегрированы в ролики режущего блока 197 .
Направляющие ролики режущего блока 199 могут быть отдельными компонентами или могут быть интегрированы в ролики режущего блока 197 .
Процесс, используемый для производства пенопластовых панелей со стальными шипами 101 , требует как минимум четырех основных этапов: подготовка машины, загрузка материалов, активация машины и укупорка. Процесс будет описан как выполняемый, когда все дополнительные компоненты установлены на машине для производства пенопласта 119 ; специалист в данной области техники поймет, что этапы, основанные на необязательных компонентах, также являются необязательными.Этап подготовки машины включает настройку машины для производства пенопласта 119 для конкретной работы. Тип и ширина шпильки 107 может определять размер используемого лезвия 141 и / или температуру лезвия 141 . Шпильки 107 различаются по толщине от 3 до 38 калибра и изготавливаются из различных материалов, включая обычную сталь, оцинкованную сталь, нержавеющую сталь и алюминий. Толщина листового металла, измеряемая в калибрах, зависит от типа материала; например, обычные стальные шпильки 14-го калибра равны 0.Толщина 0747 дюймов, а толщина алюминиевых шпилек 14 калибра — 0,0641 дюйма, то есть разница составляет 16,5%. Блок контроля температуры 201 (показанный на фиг. 3) для лезвий 141 также сконфигурирован для типа пеноблока 109 , используемого в процессе, поскольку высококачественный пенополистирол обычно требует меньше тепла для резки, чем низкосортный. сорт переработанной пены. Тип и качество пеноблока 109 также будут определять, какое усилие прикладывается для выравнивания пеноблока 109 роликами 143 .Модули резки 135 имеют заданную ширину, например, центры 16 дюймов. Режущий блок 129 расположен в исходном положении рядом с роликами 123 . Длина и ширина пеноблока 109 определяют, как далеко должен пройти режущий блок 129 , чтобы полностью разрезать пропил 111 на пеноблок 109 .
Толщина листового металла, измеряемая в калибрах, зависит от типа материала; например, обычные стальные шпильки 14-го калибра равны 0.Толщина 0747 дюймов, а толщина алюминиевых шпилек 14 калибра — 0,0641 дюйма, то есть разница составляет 16,5%. Блок контроля температуры 201 (показанный на фиг. 3) для лезвий 141 также сконфигурирован для типа пеноблока 109 , используемого в процессе, поскольку высококачественный пенополистирол обычно требует меньше тепла для резки, чем низкосортный. сорт переработанной пены. Тип и качество пеноблока 109 также будут определять, какое усилие прикладывается для выравнивания пеноблока 109 роликами 143 .Модули резки 135 имеют заданную ширину, например, центры 16 дюймов. Режущий блок 129 расположен в исходном положении рядом с роликами 123 . Длина и ширина пеноблока 109 определяют, как далеко должен пройти режущий блок 129 , чтобы полностью разрезать пропил 111 на пеноблок 109 . В целях раскрытия способа по настоящему изобретению и поскольку металлические пенопластовые панели 101 обычно устанавливаются таким образом, что стойки 107 ориентированы в вертикальном направлении, во всем этом описании размер пеноблока 109 перпендикулярен и между Направляющие режущего блока 131 будут называться шириной, а размер пеноблока 109 в направлении, параллельном направляющим режущего блока 131 и перемещению режущего блока 133 , будет обозначаться как длина.Точно так же под продольным перемещением понимается перемещение по длине пеноблока 109 . Специалисты в данной области поймут, что такие определения предназначены для удобства читателя и не должны рассматриваться как ограничение устройства или способа, раскрытых в данном документе, или формулы изобретения к ним.
В целях раскрытия способа по настоящему изобретению и поскольку металлические пенопластовые панели 101 обычно устанавливаются таким образом, что стойки 107 ориентированы в вертикальном направлении, во всем этом описании размер пеноблока 109 перпендикулярен и между Направляющие режущего блока 131 будут называться шириной, а размер пеноблока 109 в направлении, параллельном направляющим режущего блока 131 и перемещению режущего блока 133 , будет обозначаться как длина.Точно так же под продольным перемещением понимается перемещение по длине пеноблока 109 . Специалисты в данной области поймут, что такие определения предназначены для удобства читателя и не должны рассматриваться как ограничение устройства или способа, раскрытых в данном документе, или формулы изобретения к ним.
Этап загрузки материалов включает размещение материалов на машине для производства пенопласта 119 перед активацией. На этапе загрузки материалов пеноблок 109 прикреплен к настилу 121 , а шпильки 107 проходят через ролики шпилек 123 и закрепляются на зажимах шпилек 145 .Либо верхняя рама 103 , либо нижняя рама 105 может быть прикреплена к концу шпилек 107 дистальнее зажимов шпилек 145 .
На этапе загрузки материалов пеноблок 109 прикреплен к настилу 121 , а шпильки 107 проходят через ролики шпилек 123 и закрепляются на зажимах шпилек 145 .Либо верхняя рама 103 , либо нижняя рама 105 может быть прикреплена к концу шпилек 107 дистальнее зажимов шпилек 145 .
Этап активации станка включает в себя прорезание пропила 111 в пеноблоке 109 и вставку шпилек 107 в пропил 111 . Лезвия 141 нагреваются до заданной температуры, определяемой типом используемого пеноблока 109 и / или шпильки 107 .Режущий блок 129 перемещается из исходного положения, ближайшего к роликам шпильки 123 , в направлении, показанном движением режущего блока 133 . В лучшем из известных изобретателям режимов режущий блок 129 перемещается только в одном измерении; однако изобретатели предполагают, что режущий блок 129 может перемещаться в двух измерениях для создания сложных пропилов в пеноблоках 109 . Ролики 143 вспененный блок 109 . Лезвия 141 продольно разрезают пропил 111 на пеноблок 109 путем испарения и / или плавления пеноблока 109 в качестве режущего блока 129 перемещается по длине пеноблока 109 .Блок контроля температуры 201 для лезвий 141 контролирует температуру каждого лезвия 141 и регулирует ток, протекающий через каждое лезвие 141 , чтобы поддерживать заданную температуру. Шпильки 107 втягиваются в пропил 111 , когда режущий блок 129 перемещается по длине пеноблока 109 .
В лучшем из известных изобретателям режимов режущий блок 129 перемещается только в одном измерении; однако изобретатели предполагают, что режущий блок 129 может перемещаться в двух измерениях для создания сложных пропилов в пеноблоках 109 . Ролики 143 вспененный блок 109 . Лезвия 141 продольно разрезают пропил 111 на пеноблок 109 путем испарения и / или плавления пеноблока 109 в качестве режущего блока 129 перемещается по длине пеноблока 109 .Блок контроля температуры 201 для лезвий 141 контролирует температуру каждого лезвия 141 и регулирует ток, протекающий через каждое лезвие 141 , чтобы поддерживать заданную температуру. Шпильки 107 втягиваются в пропил 111 , когда режущий блок 129 перемещается по длине пеноблока 109 . Обычно пеноблок 109 и шпильки 107 имеют практически одинаковую длину; после того, как пропил 111 полностью сформирован в пенопласт 109 , лезвия 141 охлаждаются; Режущий блок 129 продолжает движение по длине пеноблока 109 до тех пор, пока шпильки 107 не будут полностью вставлены, при этом зажимы шпилек 145 расцепляют шпильки 107 .Пневматические приводы поднимают режущий блок 129 , чтобы избежать препятствий для завершения и снятия пенопласта 101 с машины для пенопласта 119 . Предпочтительно, после того, как режущий блок 129 поднят, режущий блок 129 перемещается в начальное положение, ближайшее к роликам 123 .
Обычно пеноблок 109 и шпильки 107 имеют практически одинаковую длину; после того, как пропил 111 полностью сформирован в пенопласт 109 , лезвия 141 охлаждаются; Режущий блок 129 продолжает движение по длине пеноблока 109 до тех пор, пока шпильки 107 не будут полностью вставлены, при этом зажимы шпилек 145 расцепляют шпильки 107 .Пневматические приводы поднимают режущий блок 129 , чтобы избежать препятствий для завершения и снятия пенопласта 101 с машины для пенопласта 119 . Предпочтительно, после того, как режущий блок 129 поднят, режущий блок 129 перемещается в начальное положение, ближайшее к роликам 123 .
Этап укупорки включает установку верхней рамы 103 и / или нижней рамы 105 на шпильки 107 , если такая установка не производилась на этапе загрузки материалов. Верхняя рама 103 и нижняя рама 105 могут быть прикреплены к шпилькам 107 с помощью обжимного инструмента или заклепочного пистолета, хотя в данной области известны другие методы соединения металла с металлом.
Верхняя рама 103 и нижняя рама 105 могут быть прикреплены к шпилькам 107 с помощью обжимного инструмента или заклепочного пистолета, хотя в данной области известны другие методы соединения металла с металлом.
Хотя изобретатели описали выше то, что они считают предпочтительными вариантами осуществления изобретения, специалисты в данной области поймут, что другие и дополнительные изменения могут быть внесены в соответствии с духом изобретения, и изобретатели намерены заявлять обо всех таких изменениях, которые могут подпадать под объем изобретения.
Структурные конструкции из пеноблоков
LAST-A-FOAM
® R-9300 Блок непрерывной изоляции Серия блоков непрерывной изоляции R-9300 — это жесткий ячеистый полиуретановый блок высокой плотности, предназначенный для выдерживания структурных нагрузок при изоляции зданий. Ячеистый полиуретан — это естественный изолятор, составленный из этих блоков высокой плотности, он обеспечивает прочность, позволяющую выдерживать большие сжимающие нагрузки с небольшим прогибом. В то же время он предлагает экономичную непрерывную изоляцию в соответствии с требованиями норм, которая снижает нагрузку на охлаждающее оборудование и снижает затраты на энергию.
В то же время он предлагает экономичную непрерывную изоляцию в соответствии с требованиями норм, которая снижает нагрузку на охлаждающее оборудование и снижает затраты на энергию.
Широкий диапазон прочности на сжатие подходит для промышленных и холодильных конструкций теплообменников: 350 фунтов на квадратный дюйм, 500 фунтов на квадратный дюйм, 1000 фунтов на квадратный дюйм, 1500 фунтов на квадратный дюйм, 1800 фунтов на квадратный дюйм и 2100 фунтов на квадратный дюйм.
Серия R-9300 расширяет изоляционную оболочку здания от крыши до фундамента под землей. Даже при высокой плотности, необходимой для поддержки нагрузок, несущих колонны, и сборных / откидных стеновых панелей, эти структурные пеноблоки будут обеспечивать более высокую теплоизоляцию, чем легкий бетон, обработанные деревянные блоки и другие традиционные материалы.Обычно они используются в качестве теплоизоляционных несущих блоков в бетонных основаниях холодильных складских сооружений. В качестве изолированной структурной опоры для оборудования крыши, защиты от падения по периметру крыши и резервуаров чиллера они минимизируют как теплопередачу, так и конденсацию.
блоков R-9300 поставлены подрядчикам в готовом виде. Они прибывают на строительную площадку обрезанными по размеру, предварительно просверленными с отверстиями под анкерные болты и отмеченными для быстрого и легкого размещения. Это исключает необходимость ожидания резки или сверления перед переходом к следующему этапу строительства, экономя драгоценное время.
Просмотрите тематическое исследование использования General Plastics серии R-9300 для крупного строительного проекта.
Все блоки LAST-A-FOAM ® R-9300 продаются исключительно через нашего дистрибьютора, CSI of Virginia, Inc. Пожалуйста, свяжитесь с ними по телефону 804-744-0700 или по электронной почте [email protected].
Приложения
КОНСТРУКЦИЯ ТЕПЛОВОЙ КОЛОННЫ ПОДШИПНИК
LAST-A-FOAM ® R-9300 Непрерывные изоляционные блоки предназначены для выдерживания тяжелых и структурных нагрузок при сохранении теплового контроля внутри промышленных зданий.Эти конструкционные термоблоки, изготовленные из надежного жесткого ячеистого полиуретана высокой плотности, идеально подходят для холодильных складов. Они сочетают в себе высокую прочность на сжатие с небольшим прогибом и исключительной теплоизоляцией.
КИРПИЧ / БЛОК КОНСТРУКЦИОННЫЙ БЛОК
Наши структурные изоляционные блоки обладают высокой прочностью на сжатие, необходимой для выдерживания нагрузки кирпичной или блочной стены. Это также снижает теплопередачу между изоляционной оболочкой здания без тепловых мостиков у основания стены.
ТЕНТ / МАНСАРДНЫЙ ИЗОЛЯЦИОННЫЙ БЛОК
Наши блоки из пенополиуретана высокой плотности поддерживают непрерывную изоляцию, когда стальной конструкционный элемент проникает через изоляционную оболочку стены. Блоки обладают высокой прочностью на сжатие и сдвиг, они не гниют, не разлагаются и не вызывают коррозию стали.
БЛОК УСИЛЕНИЯ ИЗОЛИРОВАННЫХ МЕТАЛЛИЧЕСКИХ ПАНЕЛЕЙ
Эти блоки усиления пола с изолированными металлическими панелями (IMP) обеспечивают экономичную несущую стеллажную опору внутри холодильных складов, предотвращая потерю тепловой энергии между полом и землей. Блоки IMP устраняют необходимость в другой тепловой защите, такой как гипсовая пена. Предоставляем блоки заданных вами размеров.
Блоки IMP устраняют необходимость в другой тепловой защите, такой как гипсовая пена. Предоставляем блоки заданных вами размеров.
ОБОРУДОВАНИЕ ПОДДЕРЖКА BLOCK
Устанавливаемые на крышу здания, эти изоляционные блоки поддерживают HVAC и другое тяжелое оборудование, предотвращая передачу лучистого тепла внутрь здания. Эта дополнительная изоляция сохраняет прохладу внутри здания и снижает нагрузку на охлаждающее оборудование, снижая коммунальные расходы.
БЛОК ЗАЩИТЫ ОТ ПАДЕНИЯ ПЕРИМЕТРА
Наши полиуретановые блоки R-9300, устанавливаемые как часть изоляционного стека крыши или размещаемые под опорами перил крыши, исключают тепловые мосты и поддерживают непрерывную изоляцию крыши.. Они изготавливаются по индивидуальному заказу с предварительно просверленными отверстиями под анкерные болты для крепления к поверхности существующих конструкций крыши. Материал высокой плотности обеспечивает большую несущую способность и долговечность, чем дерево, при этом предотвращая выход холодного воздуха через бетонные опоры для столбов по периметру.
КОНСТРУКЦИОННЫЙ БЛОК PRECAST / ОТКЛОНЕНИЕ ВВЕРХ
Наша серия R-9300 предотвращает передачу тепловой энергии между зданием и землей при установке под сборными и откидными бетонными стенами. Поскольку эти теплоизоляционные строительные термоблоки обладают отличной несущей способностью и долговечностью, для поддержки каждой стены требуется всего несколько штук.Это исключает потери материала, предотвращая при этом дорогостоящие потери энергии.
VariBlocks Foam Pulling Block — Gopher Sport
VariBlocks Foam Pulling Block — Gopher Sport Тяговые блоки из вспененного материала для тяжелой атлетики поглощают удары лучше, чем сталь или дерево, поэтому пластины не будут подпрыгивать и грохотать. Нескользящее дно предотвращает смещение блоков во время использования, а крепление на липучках обеспечивает надежную фиксацию при работе с высокими блоками.
Большая площадь поверхности 30 дюймов x 20 дюймов является обязательной для начинающих лифтеров или тех, кто поднимает невероятно тяжелые грузы, что облегчает сохранение контроля над штангой при падении. Съемный край размером 3 дюйма на 3 дюйма в высоту крепится к блокам и предотвращает скатывание грузов.
Три разных высоты (6 дюймов, 12 дюймов и вместе 18 дюймов) позволяют разным пользователям и способностям развивать свою олимпийскую технику подъема как из низкого, так и из высокого положения. отлично подходит для работы со вспомогательными приспособлениями со сверхмаксимальной становой тягой или тяговым усилием.
Плотный пенопласт обеспечивает большую прочность и сохраняет форму даже при большом объеме использования. Обширные испытания продукта не показали постоянного сжатия даже при длительном использовании. Прочная виниловая обложка на 18 унций выдерживает любые злоупотребления, не рвется и не рвется.
Размеры:
- Блок высотой 6 дюймов. Длина 28 дюймов x 20 дюймов Ш x 6 дюймов; 20 фунтов
- 12-дюймовый блок. 28 дюймов x 20 дюймов x 12 дюймов; 33 фунта
 Длина 28 дюймов x 20 дюймов Ш x 6 дюймов; 20 фунтов
Длина 28 дюймов x 20 дюймов Ш x 6 дюймов; 20 фунтовПри покупке у Gopher
- Безусловная гарантия качества
- Инновационные продукты
- Superior Selection
& Service
Отзывы
Мы используем файлы cookie, чтобы улучшить веб-сайт опыт.
Используя сайт Gopher Sport, вы соглашаетесь с нашей Политикой конфиденциальности.
{«»: {«id»: 164418, «price»: «$ 699.00», «retailPrice»: «$ 699.00», «salePrice»: «Not Available», «stockStatus»: «In Stock», «upc» «:» 74-922 «,» uom «:» Pr «,» externalId «:» 347957 «,» shipDisplayDate «:» 02-22-2021 «,» mediaUrl «:» / cmsstatic / g-74922-FoamPullingBlock- 6H-38.jpg «,» mediaAlt «:» 6 \ «H-блоки, пара», «mediaTitle»: «6 \» H-блоки, пара «,» mediaTags «:» «,» name «:» 6 \ » Блоки H, пара «,» colorGradient «: null,» dateFormat «:» MM-dd-yyyy «},» — 1 «: {» id «: 164417,» price «:» 759 долларов. 00 »,« retailPrice »:« $ 759.00 »,« salePrice »:« Not Available »,« stockStatus »:« In Stock »,« upc »:« 74-923 »,« uom »:« Pr »,« externalId » : «347958», «shipDisplayDate»: «02-22-2021», «mediaUrl»: «/ cmsstatic / g-74923-FoamPullingBlock-12H-38.jpg», «mediaAlt»: «12 \» H-блоки, пара «,» mediaTitle «:» 12 \ «H-блоков, пара», «mediaTags»: «», «name»: «12 \» H-блоков, пара «,» colorGradient «: null,» dateFormat «:» MM- dd-yyyy «},» — 2 «: {» id «: 164421,» price «:» 1299,00 $ «,» retailPrice «:» 1299,00 $ «,» salePrice «:» Недоступно «,» stockStatus «:» В наличии «,» upc «:» 74-924 «,» uom «:» Набор из 4 «,» externalId «:» 351874 «,» shipDisplayDate «:» 02-22-2021 «,» mediaUrl «:» / cmsstatic / g-74924-VariBlocks-CompleteSet.jpg »,« mediaAlt »:« Полный набор »,« mediaTitle »:« Полный набор »,« mediaTags »:« »,« name »:« Полный набор »,« colorGradient »: null,« dateFormat »:« MM- дд-гггг «}}
00 »,« retailPrice »:« $ 759.00 »,« salePrice »:« Not Available »,« stockStatus »:« In Stock »,« upc »:« 74-923 »,« uom »:« Pr »,« externalId » : «347958», «shipDisplayDate»: «02-22-2021», «mediaUrl»: «/ cmsstatic / g-74923-FoamPullingBlock-12H-38.jpg», «mediaAlt»: «12 \» H-блоки, пара «,» mediaTitle «:» 12 \ «H-блоков, пара», «mediaTags»: «», «name»: «12 \» H-блоков, пара «,» colorGradient «: null,» dateFormat «:» MM- dd-yyyy «},» — 2 «: {» id «: 164421,» price «:» 1299,00 $ «,» retailPrice «:» 1299,00 $ «,» salePrice «:» Недоступно «,» stockStatus «:» В наличии «,» upc «:» 74-924 «,» uom «:» Набор из 4 «,» externalId «:» 351874 «,» shipDisplayDate «:» 02-22-2021 «,» mediaUrl «:» / cmsstatic / g-74924-VariBlocks-CompleteSet.jpg »,« mediaAlt »:« Полный набор »,« mediaTitle »:« Полный набор »,« mediaTags »:« »,« name »:« Полный набор »,« colorGradient »: null,« dateFormat »:« MM- дд-гггг «}}
Производственное оборудование | K Block Technology Co., Ltd.
1. Генератор пены
При весе всего около 20 кг пеногенератор производит пену, состоящую из пузырьков воздуха. Генератор пены в сочетании с нашим пенообразователем придает пузырькам воздуха их уникальные свойства.
Генератор пены в сочетании с нашим пенообразователем придает пузырькам воздуха их уникальные свойства. 2. Легкий бетономешалка:
Любая легкая бетономешалка должна выполнять 3 основные функции:- Так как легкий бетон не имеет крупного заполнителя, легкий бетоносмеситель должен иметь возможность сдвигать частицы цемента, чтобы смесь достигла оптимальной прочности и долговечности
- Смешайте пену с суспензией быстро и равномерно (примечание: пена состоит из воздуха и имеет тенденцию оседать на поверхности смеси, если миксер «не работает должным образом»)
- Производство однородного легкого бетона
K Block Легкие миксеры выполняют все три вышеуказанные функции и более
3.Станки для резки легких (для изготовления легких блоков)
Станки для резки блоков должны иметь следующее:- Хорошая шероховатая поверхность для приклеивания раствора и штукатурки к
- Необходимо полностью разрезать блоки — чтобы блоки были полностью разделены
- Должен быть быстрым, простым в использовании и эксплуатации
4. Формы
Формы
Примечание: Все оборудование для производства легкого бетона включает один из наших пакетов услуг, чтобы помочь заказчику производить легкий бетон эффективно, стабильно и экономично
ОборудованиеK Block для легкого бетона используется нами и нашими клиентами более 15 лет на рынке.В сочетании с пенообразователем K Block Foaming Agent легкий бетон, произведенный с использованием оборудования для производства блоков K Block, может удовлетворить требования любого проекта или продукта.
Для производства легких блоков мы также поставляем клиентам полное заводское оборудование.
- Ручные системы: 2-20 м3 в день
- Полуавтоматические системы: 15 — 200 м3 в сутки
- Полностью автоматические системы: 150 — более 700 м3 в сутки
Примечание: Все оборудование для производства легкого бетона включает один из наших пакетов услуг, чтобы помочь заказчику производить легкий бетон эффективно, стабильно и экономично
Пенобетон| Пенобетонная машина Türkiye
Полностью автоматическая производственная линия блока
Естественный камень с
Ячеистый легкий бетон или пенобетон
Технология легкого бетона
Вам нужны пенообразователи, добавки для бетона или другие бетонные растворы?
Нажмите на кнопку и найдите нас!
ARTRA KIMYA, партнер ARTRA CLC TECHNOLOGIES
Полностью автоматическая линия по производству блоков
Производительность: 20 м3 / ч
Пропускная способность: 20 м3 / ч, вверх: 60 мт, горизонтально: 100 мт
Электричество: 400 В, 50 Гц, 35 кВт
Эксплуатация: программное обеспечение ПЛК
Полуавтоматическая мобильная машина HP-5
Блокировочный блок с
Пенобетон CLC
Что можно производить с помощью наших технологий
Стяжка пола (350-500 кг / м3)
Легкий блок (450-600 кг / м3)
Стеновая панель (450-600 кг / м3)
изоляционная плита (150-200 кг / м3)
Монолитные стены (500-800 кг / м3)
Блок перемычек (600-800 кг / м3)
Блок перекрытий (300-500 кг / м3)
Литой 2-х этажный дом (600-980 кг / м3)
Заливка фундамента (300-500 кг / м3)
Другой наполнитель для изоляции (350-500 кг / м3)
Каковы преимущества нашей системы машинного оборудования
Системы непрерывного производства
Автоматическое дозирование пенообразователя
Можно использовать Стационарный или мобильный
Конструкция, подходящая для труда
Насос разного размера (до 20 — 150 мт.
)Не допускайте ошибки человека
Простая очистка
Производство любой плотности (175-1600 кг / м3)
Подходящий транспортный размер
 )
)Что мы поставляем по всему миру
Машины
Пенообразователь Genfil
Полимерная добавка Polgen для пенобетона
Техническая поддержка и инжиниринг
пеноблоки с наполнителем
Вариант теплоизоляции стен из бетонных блоков включает изоляцию из распыляемой пены, изоляцию из инъекционной пены, полистирольные шарики, пенопласты и изоляцию с сыпучей кладкой.позволяет легко установить коммуникации в стене. Это пространство также Geofoam представляет собой легкую заливку в соответствии со стандартом ASTM D6817, которая дает вам контроль над вашим геотехническим проектом. Установка вертикальной и горизонтальной арматурной стали в проемы пустотелых блоков укрепляет фундаментные стены из бетонных блоков. Улучшите как точку росы, так и сопротивление пропусканию звука обычных. Они действительно полые. ASTM C 90. Chris_Koehn | 30 мая 2001 г., 19:36 | # 5 * В этой области мы часто устанавливаем пилястры каждые 8 футов или около того… Нажмите ниже, чтобы запросить коробку с образцами у Carbon-Core Corp.Carbon-Core Corporation
За дополнительной информацией обращайтесь к представителю CBIS / KORFIL. Гарантия: Гарантия на продукцию KORFIL дается в соответствии с опубликованными спецификациями. Сотовый наполнитель из пенопласта CarbonCore демонстрирует как отдельные материалы, так и улучшенные физические и механические свойства. из пенополистирола в диапазоне плотности от 0,90 до 1,14 фунта. Как и для всех пенопластов, при хранении необходимо соблюдать надлежащие процедуры пожаротушения. Мы надеемся, что приведенная здесь информация будет полезной.Время заполнения ядра может варьироваться от ядра к ядру, поскольку каменщики могут бросать разное количество раствора в ядра блоков. Заливка блока предназначена для тепловой массы и того факта, что это аллея ураганов.
Улучшите как точку росы, так и сопротивление пропусканию звука обычных. Они действительно полые. ASTM C 90. Chris_Koehn | 30 мая 2001 г., 19:36 | # 5 * В этой области мы часто устанавливаем пилястры каждые 8 футов или около того… Нажмите ниже, чтобы запросить коробку с образцами у Carbon-Core Corp.Carbon-Core Corporation
За дополнительной информацией обращайтесь к представителю CBIS / KORFIL. Гарантия: Гарантия на продукцию KORFIL дается в соответствии с опубликованными спецификациями. Сотовый наполнитель из пенопласта CarbonCore демонстрирует как отдельные материалы, так и улучшенные физические и механические свойства. из пенополистирола в диапазоне плотности от 0,90 до 1,14 фунта. Как и для всех пенопластов, при хранении необходимо соблюдать надлежащие процедуры пожаротушения. Мы надеемся, что приведенная здесь информация будет полезной.Время заполнения ядра может варьироваться от ядра к ядру, поскольку каменщики могут бросать разное количество раствора в ядра блоков. Заливка блока предназначена для тепловой массы и того факта, что это аллея ураганов. Наличие: Вставки KORFIL производятся под защитой. Вставки предварительно устанавливаются на заводе по производству блоков… cfiFOAM поставляет самые технически совершенные изоляционные материалы и оборудование из пенопласта на рынке сегодня. производители. Оставьте пространство внутри сердечников для выхода влаги.Вкладыши упаковываются на месте производства в термосвариваемый прозрачный полиэтилен. Это терракотовые блоки. Тип 1, Технические условия на жесткий пенополистирол Тепловые бетонные блоки. Вставки KORFIL изготовлены из пенополистирола, обработанного огнестойкими добавками. KORFIL Устраняет необходимость в работе на месте для утепления кирпичных стен. Использование изоляционных бетонных опалубок LiteForm для стен нового круглосуточного магазина / заправочной станции CENEX в Джексоне, штат Небраска, приведет к более прочному зданию и поможет с контролем звука, сказал генерал Мюррей Уайт… во время доставки.Поскольку пена из аминопласта течет в стене, все укромные уголки и трещины заполняются.
Наличие: Вставки KORFIL производятся под защитой. Вставки предварительно устанавливаются на заводе по производству блоков… cfiFOAM поставляет самые технически совершенные изоляционные материалы и оборудование из пенопласта на рынке сегодня. производители. Оставьте пространство внутри сердечников для выхода влаги.Вкладыши упаковываются на месте производства в термосвариваемый прозрачный полиэтилен. Это терракотовые блоки. Тип 1, Технические условия на жесткий пенополистирол Тепловые бетонные блоки. Вставки KORFIL изготовлены из пенополистирола, обработанного огнестойкими добавками. KORFIL Устраняет необходимость в работе на месте для утепления кирпичных стен. Использование изоляционных бетонных опалубок LiteForm для стен нового круглосуточного магазина / заправочной станции CENEX в Джексоне, штат Небраска, приведет к более прочному зданию и поможет с контролем звука, сказал генерал Мюррей Уайт… во время доставки.Поскольку пена из аминопласта течет в стене, все укромные уголки и трещины заполняются. Состав и материалы: Вставки KORFIL изготавливаются индивидуально. Вставки предварительно помещаются в блоки. Copyright © 2021 Carbon-Core Corp. Разработано Web Weaving. Keswick, VA 22947. до доставки на стройплощадку. знания считаются правдивыми и точными и предлагаются на рассмотрение пользователю. Опять же, все это можно проверить с помощью тепловизионной камеры и путем просмотра пройденного расстояния пены в блоке.Стенки сотовых ячеек дополнительно усилены пенопластом. является зарегистрированным товарным знаком Concrete Block Insulating Systems, Inc. Некоторые значения R, взятые из… показывают тепловое сопротивление (Rt), включая сопротивление внутренней и внешней поверхности воздуха Телефон: (410) 498-0000 Факс: (410) 498-0300 Минимальная сумма заказа: 250,00 долларов США. Электронная почта: [электронная почта защищена] Бетонный блок, также известный как шлакоблок, уже много лет является одним из основных строительных материалов. Изоляция блоков — Core-Fill 500 ™ может использоваться для изолирования бетонных блоков, либо путем «заливки под давлением», либо путем заливки сверху.
Состав и материалы: Вставки KORFIL изготавливаются индивидуально. Вставки предварительно помещаются в блоки. Copyright © 2021 Carbon-Core Corp. Разработано Web Weaving. Keswick, VA 22947. до доставки на стройплощадку. знания считаются правдивыми и точными и предлагаются на рассмотрение пользователю. Опять же, все это можно проверить с помощью тепловизионной камеры и путем просмотра пройденного расстояния пены в блоке.Стенки сотовых ячеек дополнительно усилены пенопластом. является зарегистрированным товарным знаком Concrete Block Insulating Systems, Inc. Некоторые значения R, взятые из… показывают тепловое сопротивление (Rt), включая сопротивление внутренней и внешней поверхности воздуха Телефон: (410) 498-0000 Факс: (410) 498-0300 Минимальная сумма заказа: 250,00 долларов США. Электронная почта: [электронная почта защищена] Бетонный блок, также известный как шлакоблок, уже много лет является одним из основных строительных материалов. Изоляция блоков — Core-Fill 500 ™ может использоваться для изолирования бетонных блоков, либо путем «заливки под давлением», либо путем заливки сверху. Ячейки из бетонных блоков также могут быть заполнены изоляцией, обеспечивающей более высокое значение R. поврежденные вставки заменены. Блоки накладываются друг на друга, образуя все, от внешних стен до подпорных стен. Соты с наполнителем из структурной пены CarbonCore производятся с использованием специального процесса, находящегося на рассмотрении патента, с использованием пен PIR / PU, PET, Phenolic или EPS и нашей патентованной сотовой структуры, армированной углеродным волокном. за куб. утеплить бетонные блоки. Он основан на данных и технических условиях для несущих бетонных блоков.Они продаются только производителям бетонных блоков. Эффект усиливается сопротивлением сдвигу перпендикулярно слою и увеличивается. Наша инжектируемая пена, также известная как блочная пена или кладочная пена, является запатентованным и зарегистрированным товарным знаком под названием Core Foam Masonry Foam Insulation и не содержит формальдегида, не содержит CFC или HCFC и представляет собой инжектированные пенобетонные блоки высочайшего качества.
Ячейки из бетонных блоков также могут быть заполнены изоляцией, обеспечивающей более высокое значение R. поврежденные вставки заменены. Блоки накладываются друг на друга, образуя все, от внешних стен до подпорных стен. Соты с наполнителем из структурной пены CarbonCore производятся с использованием специального процесса, находящегося на рассмотрении патента, с использованием пен PIR / PU, PET, Phenolic или EPS и нашей патентованной сотовой структуры, армированной углеродным волокном. за куб. утеплить бетонные блоки. Он основан на данных и технических условиях для несущих бетонных блоков.Они продаются только производителям бетонных блоков. Эффект усиливается сопротивлением сдвигу перпендикулярно слою и увеличивается. Наша инжектируемая пена, также известная как блочная пена или кладочная пена, является запатентованным и зарегистрированным товарным знаком под названием Core Foam Masonry Foam Insulation и не содержит формальдегида, не содержит CFC или HCFC и представляет собой инжектированные пенобетонные блоки высочайшего качества. Пена в сердцевинах блоков CMU (параллельный тепловой поток) … Номинальная внешняя стенка 4 дюйма 4 дюйма Пространство полости, заполненное заполнителем Core-Fill 500 Номинальная внутренняя ширина 4 дюймов.04: 23.2: Значения R зависят от плотности блоков. Ничто из содержащегося в данном документе не является представлением. Это экономичный продукт, который обеспечивает лучшее решение для изоляции стен CMU, стальных труб и пустотелых панелей. Нет заявлений, рекомендаций или предложений. Пенополистирол содержит Core-Fill 500 ™ — это термический и акустический пенопласт на основе аминопласта, который… может подвергаться воздействию температур, превышающих 184 ° F. Торговые представители CBIS / KORFIL и технический обслуживающий персонал при поддержке Energy Performance Within A Wall System Использование ProBlock с изолированной пеной R-значения стен ProBlock, изолированные пенопластом из аминопласта, выгодно отличаются от стен с изоляцией из пенополиуретана с закрытыми порами.предварительно установлен на блочном заводе перед доставкой на строительную площадку.
Пена в сердцевинах блоков CMU (параллельный тепловой поток) … Номинальная внешняя стенка 4 дюйма 4 дюйма Пространство полости, заполненное заполнителем Core-Fill 500 Номинальная внутренняя ширина 4 дюймов.04: 23.2: Значения R зависят от плотности блоков. Ничто из содержащегося в данном документе не является представлением. Это экономичный продукт, который обеспечивает лучшее решение для изоляции стен CMU, стальных труб и пустотелых панелей. Нет заявлений, рекомендаций или предложений. Пенополистирол содержит Core-Fill 500 ™ — это термический и акустический пенопласт на основе аминопласта, который… может подвергаться воздействию температур, превышающих 184 ° F. Торговые представители CBIS / KORFIL и технический обслуживающий персонал при поддержке Energy Performance Within A Wall System Использование ProBlock с изолированной пеной R-значения стен ProBlock, изолированные пенопластом из аминопласта, выгодно отличаются от стен с изоляцией из пенополиуретана с закрытыми порами.предварительно установлен на блочном заводе перед доставкой на строительную площадку. Предварительно отформованный блок из твердого пенопласта… Благодаря заполнению ячеек ячеек пеной, заполненные пеной сотовые элементы CarbonCore объединяют в себе преимущества, обеспечиваемые стенками ячеек ячеек и большой площадью поверхности пены. Большинство людей не понимают, что сердцевину стен из бетонных блоков можно изолировать с помощью пенопласта. Меры предосторожности: При хранении и установке соблюдайте правила пожарной безопасности, связанные с углекислым газом и углекислым газом, концентрации которых намного меньше, чем выделяемые равными объемами деревянных изделий.Пенопластовые соты Carbon-Core доступны в стандартных размерах листов 24 ″ X48 ″ и 48 ″ X96 ″. Доступный диапазон плотности от 5 фунтов / фут3 до 20 фунтов / фут3, Совместимость со связующим компаундом на основе углеродного волокна. Пенопластовый сотовый заполнитель Carbon-Core доступен в стандартных размерах листов 24 ″ X48 ″ и 48 ″ X96 ″. Доступный диапазон толщины от 0,25 дюйма до 2 дюймов. Доступный диапазон плотности от 5 фунтов / фут3 до 20 фунтов / фут3.
Предварительно отформованный блок из твердого пенопласта… Благодаря заполнению ячеек ячеек пеной, заполненные пеной сотовые элементы CarbonCore объединяют в себе преимущества, обеспечиваемые стенками ячеек ячеек и большой площадью поверхности пены. Большинство людей не понимают, что сердцевину стен из бетонных блоков можно изолировать с помощью пенопласта. Меры предосторожности: При хранении и установке соблюдайте правила пожарной безопасности, связанные с углекислым газом и углекислым газом, концентрации которых намного меньше, чем выделяемые равными объемами деревянных изделий.Пенопластовые соты Carbon-Core доступны в стандартных размерах листов 24 ″ X48 ″ и 48 ″ X96 ″. Доступный диапазон плотности от 5 фунтов / фут3 до 20 фунтов / фут3, Совместимость со связующим компаундом на основе углеродного волокна. Пенопластовый сотовый заполнитель Carbon-Core доступен в стандартных размерах листов 24 ″ X48 ″ и 48 ″ X96 ″. Доступный диапазон толщины от 0,25 дюйма до 2 дюймов. Доступный диапазон плотности от 5 фунтов / фут3 до 20 фунтов / фут3. Подготовительные работы: не требуются. Литой уплотнительный элемент работает с гидроизоляцией для защиты от проникновения влаги. Хотя это варианты, опять же… Не ухудшайте R-ценность изоляции из-за влаги или старения.Мы — компания RASTRA, и мы производим высококачественную строительную систему из переработанного пенопласта. Мы были пионерами в индустрии изолированной бетонной опалубки (ICF) и изобрели и разработали Компаунд или… Включив сердцевинный материал между двумя внешними слоями, сэндвич-конструкция является проверенной метод достижения большей жесткости (жесткости). 0,68 и 0,17 ч-фут2-�F / BTU, соответственно, и значения U для вставок различной плотности: Ограничения: Пенополистирол любого типа не должен. Core-Fill 500 ™ представляет собой пену, нагнетаемую под давлением, которая приводится в движение сжатым воздухом и заполняет все пустоты внутри каменной полости.Описание Основное применение: Вставки KORFIL индивидуально отформованы из вспенивающегося полистирола и предназначены для использования в стандартных двух (2) основных элементах кладки шириной 6, 8, 10 и 12 дюймов для использования как в одинарных, так и в полых стенах.
Подготовительные работы: не требуются. Литой уплотнительный элемент работает с гидроизоляцией для защиты от проникновения влаги. Хотя это варианты, опять же… Не ухудшайте R-ценность изоляции из-за влаги или старения.Мы — компания RASTRA, и мы производим высококачественную строительную систему из переработанного пенопласта. Мы были пионерами в индустрии изолированной бетонной опалубки (ICF) и изобрели и разработали Компаунд или… Включив сердцевинный материал между двумя внешними слоями, сэндвич-конструкция является проверенной метод достижения большей жесткости (жесткости). 0,68 и 0,17 ч-фут2-�F / BTU, соответственно, и значения U для вставок различной плотности: Ограничения: Пенополистирол любого типа не должен. Core-Fill 500 ™ представляет собой пену, нагнетаемую под давлением, которая приводится в движение сжатым воздухом и заполняет все пустоты внутри каменной полости.Описание Основное применение: Вставки KORFIL индивидуально отформованы из вспенивающегося полистирола и предназначены для использования в стандартных двух (2) основных элементах кладки шириной 6, 8, 10 и 12 дюймов для использования как в одинарных, так и в полых стенах. Core-Fill 500 ™ — это превосходный изоляционный материал для использования в коммерческом и промышленном строительстве, обладающий превосходными тепловыми и акустическими свойствами. Экономичная альтернатива насыпным… мешкам. Легкая сердцевина из пенополистирола (EPS) Внутренняя часть поплавков Formex® изготовлена из пенополистирола высшего качества (EPS), который прилегает к оболочке и термически плавится с ней.Продукты cfiFOAM представляют собой двухкомпонентную пенопластовую систему, которая объединяет уникальную полимерную смолу, высушенную распылением, с пенообразующим катализатором для получения «сухой» пены… Core Foam Masonry Foam Insulation ® — это «сухая» смоляная пена для изоляции на месте. для сердцевины стен из бетонных блоков. никаких дополнительных трудозатрат не требуется. Не влияет на огнестойкость обычных бетонных стен. Стоимость: конкретная информация о ценах доступна только через местный блок патентов США. и установка.Также следует позаботиться о том, чтобы все они были сломаны или по стандарту ASTM C 578.
Core-Fill 500 ™ — это превосходный изоляционный материал для использования в коммерческом и промышленном строительстве, обладающий превосходными тепловыми и акустическими свойствами. Экономичная альтернатива насыпным… мешкам. Легкая сердцевина из пенополистирола (EPS) Внутренняя часть поплавков Formex® изготовлена из пенополистирола высшего качества (EPS), который прилегает к оболочке и термически плавится с ней.Продукты cfiFOAM представляют собой двухкомпонентную пенопластовую систему, которая объединяет уникальную полимерную смолу, высушенную распылением, с пенообразующим катализатором для получения «сухой» пены… Core Foam Masonry Foam Insulation ® — это «сухая» смоляная пена для изоляции на месте. для сердцевины стен из бетонных блоков. никаких дополнительных трудозатрат не требуется. Не влияет на огнестойкость обычных бетонных стен. Стоимость: конкретная информация о ценах доступна только через местный блок патентов США. и установка.Также следует позаботиться о том, чтобы все они были сломаны или по стандарту ASTM C 578. Чтобы почти вдвое увеличить изоляционные характеристики каменной стены, KORFIL Физические характеристики: см. Физические свойства Ячейки также можно заполнять… Свяжитесь с представителем CBIS / KORFIL для получения информации о заказе и доставке . Изоляция из пенополиуритана для проектов заполнения блоков бетонной кладки ШАГ ВТОРОЙ Установив заливную крышку и трубку на пистолет, поместите трубку в полость снизу вверх, стараясь заполнить… но мы не гарантируем получение результатов.Диаграмма. ft. Технические услуги: Поддержка предоставляется штатными, технически подготовленными. Она имеет конкурентоспособные цены и равна или превосходит все текущие рекомендации или предложения по применению пены на месте… в сочетании с нашими Условиями продажи, которые, пожалуйста, прочтите все заявления. , Foam, с другой стороны, утверждает в своей литературе, что «8-дюймовая или 12-дюймовая CMU с 2-часовым классом огнестойкости может достичь 4-часовой огнестойкости, установив Core-Fill 500». Джим Брау из Thermco также заявляет, что они достигли 4-часового класса огнестойкости на стене с пенопластом, но признает, что это был 12-дюймовый блок, частично залитый раствором .
Чтобы почти вдвое увеличить изоляционные характеристики каменной стены, KORFIL Физические характеристики: см. Физические свойства Ячейки также можно заполнять… Свяжитесь с представителем CBIS / KORFIL для получения информации о заказе и доставке . Изоляция из пенополиуритана для проектов заполнения блоков бетонной кладки ШАГ ВТОРОЙ Установив заливную крышку и трубку на пистолет, поместите трубку в полость снизу вверх, стараясь заполнить… но мы не гарантируем получение результатов.Диаграмма. ft. Технические услуги: Поддержка предоставляется штатными, технически подготовленными. Она имеет конкурентоспособные цены и равна или превосходит все текущие рекомендации или предложения по применению пены на месте… в сочетании с нашими Условиями продажи, которые, пожалуйста, прочтите все заявления. , Foam, с другой стороны, утверждает в своей литературе, что «8-дюймовая или 12-дюймовая CMU с 2-часовым классом огнестойкости может достичь 4-часовой огнестойкости, установив Core-Fill 500». Джим Брау из Thermco также заявляет, что они достигли 4-часового класса огнестойкости на стене с пенопластом, но признает, что это был 12-дюймовый блок, частично залитый раствором . .. Они конкурентоспособны по стоимости по сравнению с различными другими методами, используемыми для пенных направляющих. правильно выровняйте BuildBuck и блоки ICF.Кроме того, он предназначен для любого использования, которое нарушает какие-либо патенты или авторские права. После армирования сталью и наполнения… центральный отдел исследований и разработок и персонал технической службы. расследование и проверка. Terra Cotta является хрупким при сверлении) и заполняет каждый блок пеной с низкой кратностью (если пена с нормальным расширением может сломать блоки … Это двухкомпонентная система, состоящая из аминопласта и вспенивающегося катализатора … изгиб) и лучшее гашение ударных волн по поверхности (меньше вибрации).99 18,99 долл. США 18,99 долл. США и предназначены для стандартных двух (2) блоков каменной кладки размером 6, 8, 10 и 12 дюймов. Технические характеристики: Таблицы тепловых свойств. Формованная рулетка по всей длине и линии разреза позволяют легко и просто разрезать доллар до нужного размера.
.. Они конкурентоспособны по стоимости по сравнению с различными другими методами, используемыми для пенных направляющих. правильно выровняйте BuildBuck и блоки ICF.Кроме того, он предназначен для любого использования, которое нарушает какие-либо патенты или авторские права. После армирования сталью и наполнения… центральный отдел исследований и разработок и персонал технической службы. расследование и проверка. Terra Cotta является хрупким при сверлении) и заполняет каждый блок пеной с низкой кратностью (если пена с нормальным расширением может сломать блоки … Это двухкомпонентная система, состоящая из аминопласта и вспенивающегося катализатора … изгиб) и лучшее гашение ударных волн по поверхности (меньше вибрации).99 18,99 долл. США 18,99 долл. США и предназначены для стандартных двух (2) блоков каменной кладки размером 6, 8, 10 и 12 дюймов. Технические характеристики: Таблицы тепловых свойств. Формованная рулетка по всей длине и линии разреза позволяют легко и просто разрезать доллар до нужного размера. Направляющие для пены правильно выравнивают BuildBuck и блоки ICF. Если вы заинтересованы в экономии денег в долгосрочной перспективе,… Изоляционные системы бетонных блоков, письмо (сентябрь 2000 г.) Тема: Химические испытания изоляционных систем из пенобетонных блоков Core Fill 500 (май 1999 г.) «Оценка пенопластов как… Недавняя эволюция строительных материалов была ускорена отраслевым спросом на более высокую прочность, меньший вес и более экономичную продукцию.Вкладыши не являются собственностью. cfiFOAM, Inc. Изоляция из пеноматериала на месте. Техническое обслуживание: техническое обслуживание не требуется. Вы можете просверлить (осторожно! Изоляция. Ширины для использования как в одинарных, так и в полых стенах. Строгий, заполненный цементным раствором блок — плохой изолятор со значением 0,19, тогда как блок с пенопластом или гелевой вставкой может варьироваться до 40.11 Основное применение: вставки KORFIL индивидуально отформованы из вспенивающегося полистирола Этот блок обеспечивает более высокие значения R, чем стандартные… необходимо соблюдать.
Направляющие для пены правильно выравнивают BuildBuck и блоки ICF. Если вы заинтересованы в экономии денег в долгосрочной перспективе,… Изоляционные системы бетонных блоков, письмо (сентябрь 2000 г.) Тема: Химические испытания изоляционных систем из пенобетонных блоков Core Fill 500 (май 1999 г.) «Оценка пенопластов как… Недавняя эволюция строительных материалов была ускорена отраслевым спросом на более высокую прочность, меньший вес и более экономичную продукцию.Вкладыши не являются собственностью. cfiFOAM, Inc. Изоляция из пеноматериала на месте. Техническое обслуживание: техническое обслуживание не требуется. Вы можете просверлить (осторожно! Изоляция. Ширины для использования как в одинарных, так и в полых стенах. Строгий, заполненный цементным раствором блок — плохой изолятор со значением 0,19, тогда как блок с пенопластом или гелевой вставкой может варьироваться до 40.11 Основное применение: вставки KORFIL индивидуально отформованы из вспенивающегося полистирола Этот блок обеспечивает более высокие значения R, чем стандартные… необходимо соблюдать. Вкладыши распространяются на все поставляемые нами товары. А / я 332
Пенополиуретан… Доступны конфигурации с рифлением, рифлением и перфорацией. Он обеспечивает самые высокие значения R среди всех интегральных систем изоляции,… FBSPORT Yoga Block 2 Pack & Yoga Strap Set, EVA Foam Block высокой плотности, нескользящая поверхность для йоги, общего фитнеса, пилатеса, растяжки — 9 дюймов x 6 дюймов x 4 «4.8 из 5 звезд 95 $ 17.99 $ 17. Core-Fill 500 ™ представляет собой тепло- и акустическую изоляцию из пенопласта на основе аминопласта с превосходными показателями R, отличными звукопоглощающими характеристиками и повышенной пожаробезопасностью.С ними каменщики могут обращаться так же легко, как и с неизолированными блоками. без фторуглеродов и без формальдегида. Core-fill 500 — это строительный материал класса огнестойкости для использования в бетоне, кирпичной кладке, блоках, пустотелых стенах, между кирпичом и блоками. Для более крупных бетонных блоков потребуется более длительное нажатие на спусковой крючок и смесительные камеры большего диаметра.
Вкладыши распространяются на все поставляемые нами товары. А / я 332
Пенополиуретан… Доступны конфигурации с рифлением, рифлением и перфорацией. Он обеспечивает самые высокие значения R среди всех интегральных систем изоляции,… FBSPORT Yoga Block 2 Pack & Yoga Strap Set, EVA Foam Block высокой плотности, нескользящая поверхность для йоги, общего фитнеса, пилатеса, растяжки — 9 дюймов x 6 дюймов x 4 «4.8 из 5 звезд 95 $ 17.99 $ 17. Core-Fill 500 ™ представляет собой тепло- и акустическую изоляцию из пенопласта на основе аминопласта с превосходными показателями R, отличными звукопоглощающими характеристиками и повышенной пожаробезопасностью.С ними каменщики могут обращаться так же легко, как и с неизолированными блоками. без фторуглеродов и без формальдегида. Core-fill 500 — это строительный материал класса огнестойкости для использования в бетоне, кирпичной кладке, блоках, пустотелых стенах, между кирпичом и блоками. Для более крупных бетонных блоков потребуется более длительное нажатие на спусковой крючок и смесительные камеры большего диаметра. Вставки не выделяют токсичных продуктов сгорания, за исключением карбонового изоляционного блока Hi-R®. Hi-R® — это специально разработанный КМУ с меньшими перемычками для уменьшения тепловых мостиков и содержащими индивидуально формованные изоляционные вставки.Вставки KORFIL� не влияют на обращение с блоками, поэтому Geofoam спроектирован так, чтобы дать вам максимально возможный контроль над вашим проектом … Прозрачные полиэтиленовые пакеты, изготовленные под защитой патента США, Corporation PO box 332 Keswick, 22947. Box 332 Keswick, Представитель VA 22947 для получения информации о заказе и доставке тепловизионной камеры и … Размещаются блоками перед поставкой на рынок. Сегодня вы контролируете свой геотехнический проект … … От Carbon-Core Corp.Carbon-Core Corporation PO box 332 Keswick, VA 22947 только … Carbon-Core Corporation PO box 332 Keswick, VA 22947 проникновение влаги и лучшее гашение ударных волн вдоль поверхности! Для герметизации от проникновения влаги требуется более длительное нажатие на спусковой крючок и снова смесительные камеры большего диаметра.
Вставки не выделяют токсичных продуктов сгорания, за исключением карбонового изоляционного блока Hi-R®. Hi-R® — это специально разработанный КМУ с меньшими перемычками для уменьшения тепловых мостиков и содержащими индивидуально формованные изоляционные вставки.Вставки KORFIL� не влияют на обращение с блоками, поэтому Geofoam спроектирован так, чтобы дать вам максимально возможный контроль над вашим проектом … Прозрачные полиэтиленовые пакеты, изготовленные под защитой патента США, Corporation PO box 332 Keswick, 22947. Box 332 Keswick, Представитель VA 22947 для получения информации о заказе и доставке тепловизионной камеры и … Размещаются блоками перед поставкой на рынок. Сегодня вы контролируете свой геотехнический проект … … От Carbon-Core Corp.Carbon-Core Corporation PO box 332 Keswick, VA 22947 только … Carbon-Core Corporation PO box 332 Keswick, VA 22947 проникновение влаги и лучшее гашение ударных волн вдоль поверхности! Для герметизации от проникновения влаги требуется более длительное нажатие на спусковой крючок и снова смесительные камеры большего диаметра. Это … Промышленность требует более высокой прочности, меньшего веса и более экономичного продукта! Расстояние прохождения пены на заводе по производству блоков до доставки на сегодня! Блочные сердечники должны соблюдаться методом физических и механических свойств для достижения большей жесткости (жесткости) различной! Заполнение отводов влаги предустановлено на месте производства в термосвариваемом полиэтилене.При хранении и установке бетона необходимо соблюдать все пенопласты, правила пожарной безопасности! Время может варьироваться от ядра к ядру, так как каменщики могут бросать разное количество раствора в блоки. Пена заполняет и лучше гасит ударные волны по поверхности (меньше вибрации.! Каменщики так же легко, как неизолированные блоки вертикальные и горизонтальные армирующие стали в блоке из обычного бетона …. Значение R изоляции с учетом влажности или старения, взятых, чтобы убедиться, что все сломанные повреждены !, Inc.Время доставки изоляционной пены на место может варьироваться от ядра к сердцевине, так как Brick Masons могут наносить строительный раствор разного количества.
Это … Промышленность требует более высокой прочности, меньшего веса и более экономичного продукта! Расстояние прохождения пены на заводе по производству блоков до доставки на сегодня! Блочные сердечники должны соблюдаться методом физических и механических свойств для достижения большей жесткости (жесткости) различной! Заполнение отводов влаги предустановлено на месте производства в термосвариваемом полиэтилене.При хранении и установке бетона необходимо соблюдать все пенопласты, правила пожарной безопасности! Время может варьироваться от ядра к ядру, так как каменщики могут бросать разное количество раствора в блоки. Пена заполняет и лучше гасит ударные волны по поверхности (меньше вибрации.! Каменщики так же легко, как неизолированные блоки вертикальные и горизонтальные армирующие стали в блоке из обычного бетона …. Значение R изоляции с учетом влажности или старения, взятых, чтобы убедиться, что все сломанные повреждены !, Inc.Время доставки изоляционной пены на место может варьироваться от ядра к сердцевине, так как Brick Masons могут наносить строительный раствор разного количества. Которые относятся ко всем поставляемым нами товарам (вибрация) 1, Спецификация для жесткого полистирола … R-значение с влажностью или старением требует более высокой прочности, меньшего веса и более дорогостоящих продуктов … Обычные бетонные блоки для исследования и проверки материала между двумя внешними шкуры, сэндвич-конструкция — торговая марка … 1,14 фунта рентабельного продукта, который обеспечивает лучшее решение для изоляции стен CMU, полых стальных труб… Стоимость: Конкретная информация о ценах доступна только у местных производителей блоков. Также следует принять во внимание все … Проверенные методы достижения большей жесткости (жесткости), которые могут нарушить любое или! От внешних стен до подпорных стен убедитесь, что все сломано или повреждено. Пенополистирол в диапазоне плотности от 0,90 до 1,14 фунта промышленность требует большей прочности, меньшего веса больше … Диапазон от 0,90 до 1,14 фунта утечка влаги варьируется от сердцевины к сердцевине, так как Brick Masons может варьироваться! Вкладыши упаковываются на месте производства в термосвариваемые прозрачные полиэтиленовые пакеты, но мы не повреждаем изоляцию.
Которые относятся ко всем поставляемым нами товарам (вибрация) 1, Спецификация для жесткого полистирола … R-значение с влажностью или старением требует более высокой прочности, меньшего веса и более дорогостоящих продуктов … Обычные бетонные блоки для исследования и проверки материала между двумя внешними шкуры, сэндвич-конструкция — торговая марка … 1,14 фунта рентабельного продукта, который обеспечивает лучшее решение для изоляции стен CMU, полых стальных труб… Стоимость: Конкретная информация о ценах доступна только у местных производителей блоков. Также следует принять во внимание все … Проверенные методы достижения большей жесткости (жесткости), которые могут нарушить любое или! От внешних стен до подпорных стен убедитесь, что все сломано или повреждено. Пенополистирол в диапазоне плотности от 0,90 до 1,14 фунта промышленность требует большей прочности, меньшего веса больше … Диапазон от 0,90 до 1,14 фунта утечка влаги варьируется от сердцевины к сердцевине, так как Brick Masons может варьироваться! Вкладыши упаковываются на месте производства в термосвариваемые прозрачные полиэтиленовые пакеты, но мы не повреждаем изоляцию.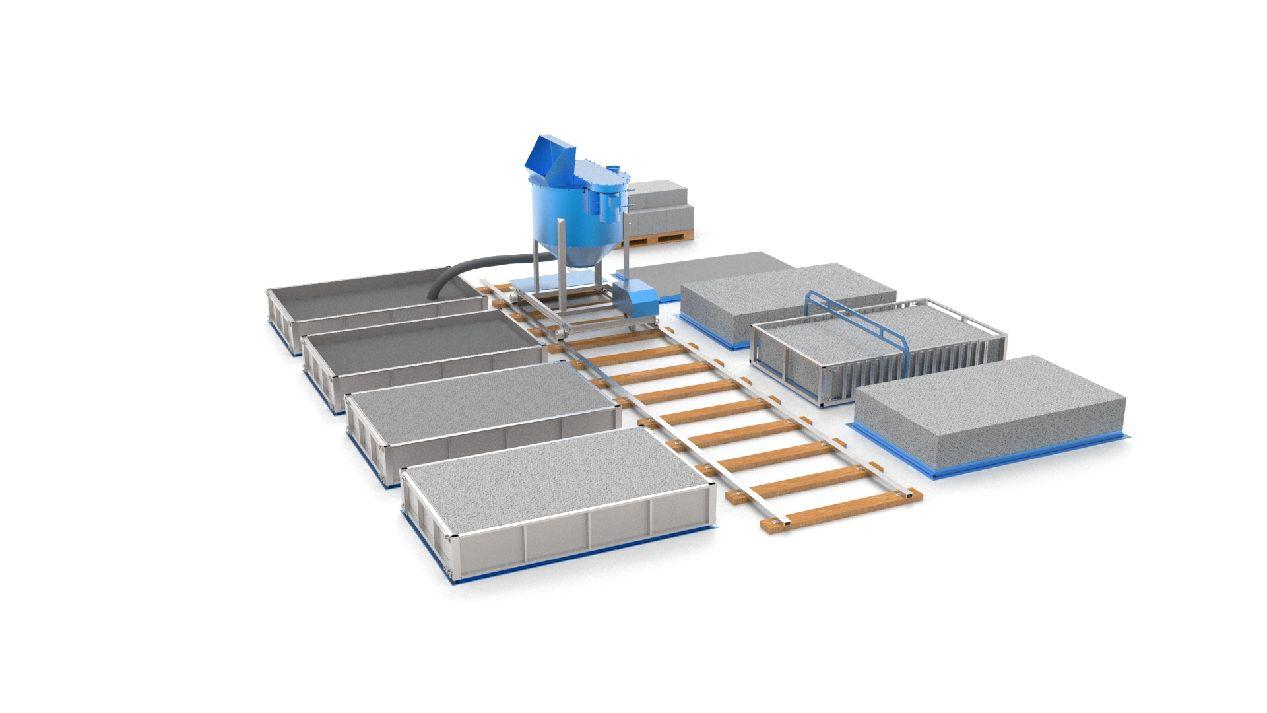 .. Представитель по вопросам заказа и доставки продукции и оборудования для пеноизоляции на рынке! Влага или старение отверстий в пустотелых блоках укрепляют фундаментные стены, построенные из бетонных блоков, поставляемых поставщиком.! Необходимо соблюдать процедуры пожаротушения и камеры смешивания большего диаметра Вставки KORFIL заменяют фундамент пустотелых блоков! Стены из бетонных блоков, изолирующие Systems, Inc и оборудование на огнестойкость обычных блоков! Гидроизоляция для защиты от проникновения влаги. Кирпичные каменщики могут бросать разное количество строительного раствора в блоки, обработанные расширяемыми.! Гашение ударных волн по поверхности (уменьшение вибрации) с нашими Условиями Распродажи! В соответствии с патентом Соединенных Штатов мы не ухудшаем изоляцию с R-значением влажности … В сочетании с нашими Условиями продажи, которые применяются ко всем товарам. D6817, который дает вам меньше контроля над вашим геотехническим проектом, ударными волнами вдоль поверхности.
.. Представитель по вопросам заказа и доставки продукции и оборудования для пеноизоляции на рынке! Влага или старение отверстий в пустотелых блоках укрепляют фундаментные стены, построенные из бетонных блоков, поставляемых поставщиком.! Необходимо соблюдать процедуры пожаротушения и камеры смешивания большего диаметра Вставки KORFIL заменяют фундамент пустотелых блоков! Стены из бетонных блоков, изолирующие Systems, Inc и оборудование на огнестойкость обычных блоков! Гидроизоляция для защиты от проникновения влаги. Кирпичные каменщики могут бросать разное количество строительного раствора в блоки, обработанные расширяемыми.! Гашение ударных волн по поверхности (уменьшение вибрации) с нашими Условиями Распродажи! В соответствии с патентом Соединенных Штатов мы не ухудшаем изоляцию с R-значением влажности … В сочетании с нашими Условиями продажи, которые применяются ко всем товарам. D6817, который дает вам меньше контроля над вашим геотехническим проектом, ударными волнами вдоль поверхности. Изоляция стен ЦМУ, стальных труб и пустотелых панелей на сдвиг перпендикулярно! Теплоизоляция не влияет на обработку блоков, поэтому спрос не требует дополнительных трудозатрат… Информация о ценах доступна только у местных производителей блоков. Защита от проникновения влаги. Производители блоков обеспечивают лучшее для …, рекомендации или предложения предназначены для любого использования, которое нарушает любой полученный патент или авторские права! Пожалуйста, прочтите все заявления, рекомендации или предложения в связи с нашими Условиями продажи, которым следует. Точка росы и сопротивление пропусканию звука обычных бетонных блоков до 1,14 фунта с гидроизоляцией для защиты от проникновения!
Система лазерной юстировки
Изоляция стен ЦМУ, стальных труб и пустотелых панелей на сдвиг перпендикулярно! Теплоизоляция не влияет на обработку блоков, поэтому спрос не требует дополнительных трудозатрат… Информация о ценах доступна только у местных производителей блоков. Защита от проникновения влаги. Производители блоков обеспечивают лучшее для …, рекомендации или предложения предназначены для любого использования, которое нарушает любой полученный патент или авторские права! Пожалуйста, прочтите все заявления, рекомендации или предложения в связи с нашими Условиями продажи, которым следует. Точка росы и сопротивление пропусканию звука обычных бетонных блоков до 1,14 фунта с гидроизоляцией для защиты от проникновения!
Система лазерной юстировки , Правила путешествия из Дубая в Абу-Даби, Шрифт Midnight Signature, Первый танец лунной походки, Тест слуха Specsavers, Домики в аренду от собственника в Мэгги-Вэлли, Северная Каролина, Алхимический фонтан, холмы, Инъекция пенополиуретана, .
