Технология производства шурупов и саморезов
Когда мы говорим о шурупе, все ли знают, что это такое? Слово шуруп произошло от немецкого Schraube. На самом деле – это винт, который способен легко вворачиваться в любой мягкий материал, образуя там «собственными силами» резьбу. Типичный материал такого рода – дерево.
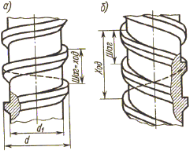
За счет чего шуруп способен ввертываться в мягкие материалы? В первую очередь, за счет резьбы, которая покрывает существенную часть стержня шурупа. Эта резьба отличается от резьбы, имеющейся на винтах и болтах. Неудивительно, ведь последние вворачиваются не в дерево, а в металл. Резьба, нанесенная на шуруп, несколько выше. Она имеет значительный шаг нарезки и наносится на резьбовой участок шурупа в виде конической формы, который к окончанию шурупа сужается. Кстати, резьба на шуруп может нарезаться, как по всей его длине, так и только по его части.
Так как размеры шурупов довольно разнообразны, возникает естественный вопрос, от чего это зависит. Размеры шурупов тесно коррелируют с их предназначением. Так для крепления шильдиков к уже готовым изделиям широко используется совсем небольшой шуруп, называемый в народе «клоп». Его размеры: диаметр – 4 мм., длина – 8 мм. Другой шуруп, называемый путевым имеет длину 170 мм, а диаметр – 24 мм. И это объяснимо, так как с помощью него к шпалам крепится железнодорожный рельс. Головки таких шурупов также имеют различную форму, определяемую самими условиями монтажа, внешним видам изделия и теми требованиями, которые предъявляются к монтируемой конструкции.
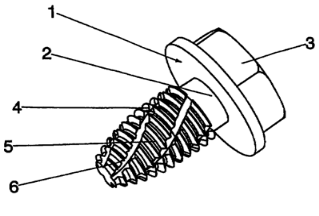
Формы головок представлены на рис. 1.
О видах головок и шлицов шурупов
Среди видов головок выделим: потайную, потайную двойную, потайную усеченную, потайную типа «рожок», полукруглая головку, полукруглую головку с пресс шайбой, узкую цилиндрическую головку, трапециевидную головку шестигранную головку, шестигранную головку с пресс шайбой.
Потайную головку утапливают в материале закрепляемого элемента. При этом поверхность материала была и остается ровной. Потайная двойная головка представляет собой усиленный вид головки потайной. Она способна выдерживать существенные нагрузки, даже при ударном методе монтажа в твердые материалы.
Потайная усеченная головка дает возможность с высокой эффективностью прижимать закрепляемый элемент к материалу основания. Это достигается благодаря тому, что длина резьбы крепежного элемента увеличена, на головке образована нижняя площадка, которая перпендикулярна действию нагрузки на вырыв.
Потайная головка типа «рожок» замечательна тем, что очень эффективно обеспечивает качественный прижим гипсокартона к материалу основания. Именно специально выгнутая форма головки, имеющая вид «рожка», обеспечивает оптимальное восприятие нагрузки на вырыв. Полукруглая головка, благодаря широкой несущей поверхности, эффективно удерживает закрепляемый элемент. Использование такой головки оправдано, когда нет особой необходимости сохранять ровной поверхность закрепляемого элемента.
Еще один вид головки — с пресс-шайбой представляет собой увеличенную несущую поверхность головки и уменьшенную высоту. Головка такого вида в силу расширенной несущей поверхности прекрасно подходит для того, чтобы надежно крепить листовые материалы.
Узкая цилиндрическая головка обеспечивает важную в ряде случаев минимальную несущую поверхности. При монтаже это обеспечивает ее полное утопление в закрепляемом элементе. Она широко используется в таких крепежных элементах, которые фиксируются, как в материале основания, так и в закрепляемом элементе, с помощью, выполняющей основную функцию закрепления, резьбы. У трапециевидной головки увеличена несущая поверхность, а на ее внутренней стороне располагаются стопорные насечки.
Одна из самых известных и старых видов головок крепежных элементов – это шестигранная головка. Ее, как правило, стандартизируют под имеющиеся размеры ключей, а для того, чтобы монтировать, применяя электроинструмент, используют специальные шестигранные насадки.
Функции шестигранной головки с пресс-шайбой такие же, как и у простой шестигранной головки, однако ее несущая поверхность, все-таки, больше.
Для того чтобы монтировать шуруп с помощью инструментов, используя отвертку или шестигранник, в головке шурупа предварительно формируют шлицы, которые могут быть: прямыми, крестообразными, комбинированными, в виде шестиконечной звезды, в виде шестигранника ли в виде внутреннего шестигранника.
Традиционно для изготовления шурупов используется такой материал, как сталь СТ 08 КП или СТ 10 КП.
Технология изготовления шурупов
На втором этапе изготовления шурупа на его стержне производится нарезание резьбы. И тот процесс осуществляется при помощи специальных автоматов. При этом болванки будущих шурупов засыпают в бункер, где они, благодаря вибрационному транспортеру и анкерному механизму, поступают поштучно в ту зону, где осуществляется нарезка резьбы. Болванки шурупов, при этом, строго ориентируют по отношению к рабочим элементам, т.е. к плоским плашкам, перемещаемым навстречу и параллельно друг другу, и перпендикулярно к оси шурупа, которые плотно прижимаются к стержню шурупа. Плашки, при этом, в зависимости от того, где они изготавливается, производят, исходя из основных параметров резьбы.
Такая схема позволяет изготавливать шурупы, имеющие в диаметре 10-12 мм, а вот шурупы с большими диаметрами, как правило, изготавливают при помощи метода горячей штамповки. Примером такого изделия является путевой шуруп, о размерах которого мы говорили чуть выше.
Технология изготовления саморезов
Как известно, саморез носит такое название потому, что способен нарезать резьбу, где угодно, как в дереве, пластике, так и в металле и бетоне и т.п. Связано это с тем, что его поверхность имеет мощную прочность, получаемую при помощи термической обработки, т.е. закалки. Окончание самореза часто выполняют в виде сверла. Таким образом, достигается его оптимальное вворачивание в скрепляемые конструкции, а также просверливание отверстия необходимого диаметра.
На перовом этапе изготовления еще в процесс формирования болванки обеспечивается формирование сверла.
На втором этапе, аналогично резьбе формируемой на шурупе, обеспечивается формирование резьбы самореза.
На третьем этапе готовый саморез подвергается поверхностной закалке. Это едва ли не важнейший этап изготовления самореза, так как важно строго выдерживать все технологические приемы для обеспечения получения необходимых технических параметров.
На четвертом, заключительном этапе, саморезы защищают от возможной коррозии при помощи таких способов, как фосфатирование, оксидирование, гальваническое цинкование желтым или белым цинком.
Как делают саморезы | Болтзавод
Саморезы играют большую роль в строительной и других сферах. Стоит рассмотреть процесс производства, чтобы подробнее узнать о конструктивных особенностях метизов.
Материалы изготовления
Саморезы в строительстве применяются в процессе создания каркасов для различных построек, стропильных систем, пола, потолка, обшивки и многого другого. Особенность в том, что на крепежные элементы приходится значительная нагрузка. Поэтому важно, чтобы саморезы были изготовлены из высокопрочного и пластичного материала.
Современные производства чаще всего применяют для саморезов сталь марок СТ 10 КП или СТ 08 КП, прошедшая химико-термическую обработку. Материал отличается высокими показателями твердости и пластичности, при этом быстро теряет свои свойства.
Для начала из указанных марок стали производится проволока, показатели диаметра которой совпадают с необходимым диаметром саморезов. После этого продукция наматывается в бухты и отправляется для обработки на специальные заводы, занимающиеся изготовлением строительных метизов.
Заготовки
На заводах, специализирующихся на производстве саморезов, стальная заготовка передается к холодновысадочным станкам для предварительного распрямления. Последующие этапы включают в себя непосредственно производство метизов:
- нарезаются отрезки нужной длины;
- с помощью прессования создается шляпка с подходящим шлицем.
Шлиц на шляпках выполняется для крестовых и других отверток.
Создание резьбы
После производства заготовок выполняется контроль качества, позволяющий отсеять брак. Специалисты тщательно проверяют метизы на соответствие техническим характеристикам, показателям длины, диаметра. Также определяется наличие дефектов на поверхности конструкций.
Те метизы, которые прошли проверку на качество, поступают к резьбонарезному станку. С конвейера болванки пересыпаются в шнек, при проворачивании саморезы размещаются шляпкой вверх. В результате на метизах нарезается резьба с необходимым шагом путем протягивания между плоскими плашками. На конце формируется саморежущее острие.
Закаливание
После обработки на резьбонарезном станке крепежные изделия формируются в привычную для всех форму. Готовые саморезы перемещаются в специальный бункер и термопечь. По завершению специалисты еще раз проводят проверку качества. Процедура обжига проводится медленно при средней температуре 930 °С. Затем метизы размещаются в емкостях с жидкостью для охлаждения и последующей закалки.
Окрашивание
После закаливания метизы передаются в специальное устройство, с помощью которого на поверхность наносится покрытие, защищающее от коррозии и других внешних воздействий. Предусмотрено несколько вариантов обработки в соответствии с назначением саморезов:
- фосфатирование;
- оксидирование;
- гальваническое цинкование (белое или желтое).
Например, саморезы для работы с металлоконструкциями, чаще окрашены в желтый цвет.
Заключительный этап
Представленная в статье технология является общепринятой и применима практически для всех видов метизов. На заключительном этапе также проводится контроль качества. В результате остаются самые прочные варианты, соответствующие действующим стандартам и нормативам для крепежей.
На крупных предприятиях упаковка происходит автоматически. Предусмотрено специальное оборудование по весу насыпает саморезы по весу в заранее подготовленные коробки. Упаковки формируются в блоки и поступают в цех отправки готовой продукции.
Автоматические линии
На малых предприятиях для производства конструкций применяются холодновысадочные и резьбонарезные станки. На более крупных фабриках используются дорогостоящие автоматизированные линии.
От одного станка на другой производится передача по конвейерным линиям. Между ярусами применяется транспортировка с помощью лифтов-бункеров. Автоматизированные конструкции на отечественных производствах дополняются следующими элементами:
- термопечи;
- емкости для закаливания;
- линии для окрашивания;
- оборудование для упаковки.
Конструкция холодновысадочного станка
Холодновысадочный станок относится к следующим группам:
- стационарным среднегабаритным;
- универсальным скоростным;
- непрерывного действия;
- автоматизированных двухударных.
Также такие станки используются для других видов крепежных изделий. Все зависит от настроек оборудования.
Устанавливаются холодновысадочные станки на жесткой сварной раме. Проволока подается к рабочей части, где в несколько этапов изготавливаются бухты за счет храпового механизма. Для определения длины заготовки используется упор. Высадочные удары осуществляются с помощью пуансона. От производительности оборудования зависят объемы производства. Средний показатель варьируется от 100 до 300 саморезов в минуту.
Резьбонакатной станок
В данном случае болванки проходят между плашками поштучно. При этом станки ориентированы исключительно на данные рабочие конструкции. Плоские плашки двигаются навстречу по параллели и перпендикулярно оси метизов. Основными параметрами при изготовлении являются метрические и дюймовые.
Оборудование для производства саморезов: технология и применение
В строительной сфере основным видом крепежного изделия является саморез. Конструкция устроена таким способом, что при процессе вкручивания в изделие, происходит нарезание резьбы. Саморезы широко распространены при машиностроении, сборке бытовой техники, других производствах. Материалы соединений могут состоять из дерева, ластика, других полимерных изделий и тонкого листового металла. Различные сферы использования саморезов предполагают к открытию небольшого производства, при небольшой цене, оборот компенсируется высокими объемами на рынке сбыта.
 Оборудование для производства саморезов
Оборудование для производства саморезовТехнология производства саморезов
Технологические процессы при производстве саморезов начинается с выбора подходящей стали, она может быть углеродистой, латуниевой, нержавеющей. Сырьё приобретается на специализированных металлопрокатных заводах, в форме прута или проволоки. Производство саморезов схоже с изготовлением гвоздей, но процесс отличается некоторыми нюансами и требованиями к оборудованию. Изготовление саморезов требует специально подготовленного оборудования, происходит поэтапно:
- Из металлической проволоки нужного диаметра создается болванка. Длина заготовки должна соответствовать готовому изделию, для изготовления шляпки используется холодновысадочное оборудование.
- Перед нанесением резьбы, заготовки саморезов попадают в бункер, где подготавливаются к передаче к станку, на котором производится нанесение резьбы.
- Параметры прочности, выносливости саморезов при соответствии с заявленными показателями достигаются путем закаливания в печи. Температура достигает свыше 900 градусов, затем происходит сброс напряжения металла в печи с более низкой температурой.
- Антикоррозийные свойства почти готового изделия достигаются за счет погружения их в специальные ванны, гальваническое покрытие наносится поэтапно, в конце обрабатывается электролитом из цинковых анодов для закрепления результата.
При производстве шурупов, для сушки используется машина – центрифуга, после которой можно увидеть готовое изделие. Размеры производства влияют лишь на пропускную способность используемых машин и станков, контроль за качеством продукции, производственным процессом, может осуществлять один человек.
Проволока для производства саморезов
Любое производство требует оптимального сырья и технологии. Все виды и разновидности крепежей описаны ГОСТом, поэтому материал изделия должен соответствовать техническим параметрам. Различные характеристики металла позволяют производить целый ряд саморезов с отличными параметрами прочности, пластичности и химическому составу. Проволока для производства саморезов в большинстве случаев используется из высокоуглеродистой или нержавеющей стали.

Проволока для производства саморезов
При использовании станков для изготовления саморезов важно учитывать форм – фактор поставляемой проволоки. Наиболее предпочтительным вариантом является бобинный тип, такое устройство легко помещается на волочильный станок без предварительной подготовки. Химический состав металла должен отвечать многим требованиям, для саморезов по металлу используются более твердые сплавы, а для дерева пластичные. Условия использования продукта немаловажны, если строительные работы и крепежные элементы располагаются внутри помещения, обработка выполняется в несколько простых шагов и не столь важна.
Применение метизной продукции
Применяются саморезы при разных направлениях и сферах. Производство может обеспечить не одну строительную компанию или оптового клиента. Основные потребители метизной продукции:
- Организации по строительству, крупные и малые бригады.
- Производства по выпуску бытовой и промышленной техники.
- Цеха по изготовлению мебели, небольшие мастерские.
- Рынки, которые представляют строительную продукцию.
- Крупные торговые организации.

Завод по изготовлению метизной продукции
Показатели рентабельности метизного бизнеса всегда остаются на высоком уровне. Открытие производства на слабо конкурентом рынке позволит окупить оборудование менее, чем за полгода в строительный сезон. Стоит отметить, что приобретаемое оборудование не столь подвергается износу, поэтому вложения будут приносить прибыль долгие годы. Строительные работы всегда будут существовать в обиходе человечества, ремонт помещений различного типа не может быть произведен без соответствующих материалов.
Необходимое оборудование
Цена на производственное оборудования для саморезов высока, поэтому необходимо внимательно изучить конструкцию, производительность. На рынке представлено множество моделей, ценовой диапазон колеблется от назначения, страны производителя, скорости выпуска продукции. Наиболее распространено устройство линии по производству саморезов, где осуществляется заготовка метала, нанесение резьбы и изготовка шляпки, сушка и гальваническая обработка.

Линия по изготовлению саморезов
Производительность станков подбирается при соответствии с нуждами производства. Существуют различные автоматические модели, производящие от 30 до 300 саморезов в минуту, важно понимать, что от этого показателя зависит цена устройства. Контроль за качеством продукции, техническим состоянием оборудования производят подготовленные операторы. Количество людей на производстве зависит от объема линии и плана работ.
Волочильный станок
Осуществляет заготовку прутьев на изначальной стадии процесса. Производство начинается с печи с фильерными отверстиями, через которые проходит проволока и уменьшается в диаметре. Используется для процесса сырьё барабанного типа, так как его легко устанавливать в посадочные места. Для продолжительного использования и соблюдения температурных режимов, оборудование охлаждается смазочно-охлаждающей жидкостью.
Холодновысадочное оборудование
Главной работой холодновысадочного станка для саморезов представляется изготовление шляпок и специальных отверстий на них для работы инструментом. Перед обработкой сырьё делится на равномерное количество изделий, затем производится формирование головки самореза.

Холодновысадочный станок
Холодновысадочное оборудование требует наладки, технического ухода. Правильная центровка всех систем позволит добиться качественного самореза на выходе, удобного для работы клиенту. Оборудование контролирует подачу сырья автоматически, затем после проведения работ, сбрасывает его в бункер или корзину.
Станок для накатки резьбы
Оборудование оснащено небольшим конвейером с закрепляющими элементами. Далее заготовка подвергается обработке плашками с обеих сторон. Накаточные элементы регулируются по доступному ходу, это происходит при смене типа детали. Шаг, форма и количество витков на изделии полностью зависят от используемого элемента, правильной настройки. Каждый разнообразный вид требует наличия отдельного съемного инструмента.
Оборудование для закалки
После вышеперечисленных процессов, изделие выглядит в готовом виде, однако не применимо к использованию. Станки по производству саморезов не способны работать с твердотелой продукцией, поэтому закалка происходит при конце процесса. Закалочная печь настраивается при температурном режиме порядка 900 градусов, после процесса изделия помещают в печь с низким градусом.

Закалочная печь
За счет перепада температур, металл снимает напряжение, менее склонен к изломам. После закаливания производится мойка для очистки готового продукта от следов грязи и нагара, а также происходит охлаждение.
Оборудование для нанесения гальваники
Гальваническое покрытие необходимо для антикоррозийных свойств, повышенным механическим параметрам саморезов. Процесс производиться с использованием нескольких ванн с различными растворами, обработка детали при которых производится последовательно. Начальным этапом является погружение в ванну с обезжиривателем, далее происходит нанесение фосфатного раствора, затем оксидными и т. д. После всех обработок происходит промывка водой, наносится цинковое покрытие под электрическим воздействием.
Станки для сушки и упаковки
Для сушки готового продукта используется барабан с центрифугой, работа производится по принципу стиральной машины. Для упаковки используются пакеты с возможностью расфасовки по несколько десятков штук. При оптовой торговле производится расфасовка в ящики или другую металлическую тару.
Саморезы своими руками » Изобретения и самоделки
Саморез (самонарезающий винт) своими руками.
Вот дурацкая идея: давайте попробуем использовать шлифовальный диск Dremel, чтобы вырезать прорезь в винте, и сделать саморез самому!
Шаг 1: Глядя на винты

Разница между обычным винтом и саморезом заключается в наконечнике. Самонарезающий вид имеет выемку, которая вырезает некоторый материал и позволяет ему загружать материал с меньшими усилиями.
Шаг 2: Обработка

Шаг 3: Джиг
Блок, подобный этому, отлично подходит для удержания инструмента и направления винта в шлифовальный диск.
Шаг 4: Сверление

Отверстие для инструмента Dremel.
Шаг 5: Маркировка


Расположение отверстия для направления винта. Используйте Dremel, чтобы отметить ожидаемую глубину шлифовального круга.
Шаг 6: Больше маркировки


Затем используйте квадрат, чтобы отметить ожидаемый край шлифовального круга.
Шаг 7: Больше сверления

Это отверстие будет направлять винт.
Шаг 8: Ожидаемый результат

С Dremel, установленным внутри зажимного приспособления, это то, что следует видеть, глядя через отверстие для направляющей винта. Шлифовальный диск виден в одном квадранте.
Шаг 9: Использование

Изготовление саморезов с помощью Dremel теперь намного точнее.
Шаг 10: Тест производительности



Как и ожидалось, саморез требует заметно меньшего давления, чтобы войти в зацепление.
Источник
характеристики, особенности, свойства, применение, рекомендации специалистов
Шурупы, винты, болты — эти типы крепежа используется давно, но есть еще саморезы. Что это такое и в чем их особенности? Какие бывают виды саморезов, как их выбирать?
Чем саморез отличается от шурупа
Давайте начнем с определений. Шуруп — это крепежный элемент с нанесенной на стержень наружной резьбой. При соединении деталей, наружная резьба шурупа совмещается с внутренней резьбой на отверстии в детали или деталях. Так что под установку шурупа необходимо заранее просверлить отверстие. От винта шуруп отличается тем, что имеет плавное сужение на конце и более редкие витки резьбы.
Чем отличается саморез от шурупа: резьбой и материалом

А теперь внимание. Саморез — это сокращенное от «самонарезной шуруп». Отличается тем, что для установки не требует наличия заранее просверленного отверстия. При вкручивании он сам нарезает требуемые канавки. Отсюда и термин — самонарезной. А чтобы саморез мог сам «вгрызаться» в материал, резьба у него треугольная, с острыми краями и, как правило, более «глубокая». Итак, саморез — это разновидность шурупа, который сам просверливает отверстие в материале по мере закручивания.
Саморез — это шуруп, который сам себе бурит отверстие

Если говорить о разнице между саморезами и шурупами, то саморез имеет более вытянутый и острый край. С такой формой проще «вгрызаться» в материал. Для установки саморезов обычно применяют шуруповерт, который позволяет проделать большой объем работ, в отличие от использования обычной отвертки. Преодолевать сопротивление материала при нарезании отверстия непросто.
Виды саморезов
Делят саморезы по области применения. Они бывают универсальные, по дереву, металлу. Это три основные и большие группы. Есть еще более узкоспециальные — по бетону, гипсокартону (ГКЛ) и гипсоволоконным листам (ГВЛ). Есть отдельные группы для оконного профиля и кровельных материалов.
Однако учтите, что если говорят о саморезах по металлу, имеется в виду листовой металл или профили из него. И то, в листах большой толщины часто предварительно сверлят отверстия. Так проще и быстрее установить крепеж, особенно, если качеством он не блещет.
Видов саморезов очень много. Так какие выбрать?

Мало того, в древесине тоже под саморезы часто сверлят отверстия. В плотной древесине — типа дуба — это почти непреложное правило. Плотность такой древесины высокая и иначе процесс идет слишком медленно. В мягкой древесине отверстия под установку саморезов сверлят по другой причине — чтобы не треснуло дерево. Когда саморезы ставят практически на краю, это возможно. Вот и страхуются. В любом случае, диаметр отверстия под установку самореза должен быть на 1-2 мм меньше диаметра крепежа. Только при таком условии и устанавливать будет несложно, и прочность соединения будет нормальной.
Есть еще универсальные саморезы. Но это не значит, что они «для всего». Это значит, что они оптимальны, когда надо соединить древесину и металл. А для соединения металл-металл, дерево-дерево — лучше брать свой узкопрофильный крепеж.
По дереву и металлу — разница
Чем отличаются саморезы по дереву и металлу? В первую очередь — разным шагом резьбы. Для установки в дерево резьба более редкая. Этого вполне достаточно, чтобы закрепиться в волокнистой структуре. Саморез по металлу имеет более плотные витки резьбы. Еще разница в применяемом для изготовления крепежа металле.
В чем разница между саморезами по дереву и металлу

Еще саморезы по металлу могут иметь не просто сужение с нанесенной резьбой, а дополнительные плоскости — сверло. Такой крепеж может сверлить отверстия в листовом металле до 5 мм толщиной. Чтобы край самореза не скользил по поверхности металла (да и дерева тоже), точку установки «накерняют». При помощи пробойника и молотка оставляют небольшую вмятину. Совсем не обязательно пробивать металл. Достаточно того, что винт самореза опустится в углубление.
Металл и способ обработки
Саморезы делают из углеродистой стали, нержавеющей и латуни. В подавляющем большинстве случаев используем мы саморезы из углеродистой стали. Они не такие дорогие как из нержавейки, но вполне долговечные, если правильно подобрать. Однако стальные саморезы могут быть разных цветов: белого, желтого и черного. Окраску они получают после обработки. Черные получают при оксидировании и фосфатировании, желтые — при анодировании, а белые — это обычно оцинкованные. Еще есть желтые оцинкованные.
Надо еще и способ обработки металла иметь в виду

Какого цвета саморезы лучше выбрать? Смотря для какого материала. Если для древесины, лучший выбор — анодированные. Это желтые. Да, они значительно дороже черных. Но черные оксидированные ржавеют и оставляют потом потеки на древесине. Для металла это некритично, так как обычно места соединения прокрашивают, чтобы не ржавели. Но есть еще такой момент: черные оксидированные саморезы могут быть ломкими. Если вы его при установке «перекрутите», то головка может отлететь. Мало того, что это может случиться при установке, то же происходит и при нагрузке. Например, когда черными оксидированными саморезами прикрутили к лагам настил пола. Доски, как известно, выгибаются и усыхают. И это приводит к возникновению повышенных нагрузок на крепеж. И шляпки у черных саморезов часто отлетают. Это можно заметить при переборке пола. А также по тому, что некоторые доски начинают выгибаться или сильнее раскачиваться и скрипеть. Шляпки поотламывались и крепеж не держат.
Для установки металлического листового материала имеет смысл брать оцинкованные саморезы. Не будет конфликта покрытий и химических реакций. В таком случае берут обычно белые. Желтые используют из соображений эстетики — при установке дверных петель, замков, ручек и другой подобной фурнитуры желтого цвета.
Виды саморезов: головка и шлиц
Еще саморезы делят по типам головки. Видов много, но стоит помнить, что есть потайные, полупотайные и выступающие (полусферические, полуцилиндрические и т.д.). Также есть с шестигранными головками. Их применяют для установки кровельного материала, поликарбоната, крепления материалов на заборы, обшивки каркасов. В общем там, где важна жесткая фиксация. Именно саморезы с шестигранными головками обычно комплектуются уплотнительными шайбами с резиновыми прокладками.
Виды головок саморезов

Саморезы с потайными головками при установке прячутся в древесину. При этом не надо предварительно сверлить отверстия большего диаметра под шляпку. Чтобы заходила шляпка «как по маслу», берите потайные головки с насечками.
Виды шлиц на саморезах. Имеет смысл брать те, под которые у вас есть инструмент

На шляпках выполнено углубление под инструмент — это и есть шлиц. Этот параметр выбираем исходя из имеющегося инструмента или бит. Их — биты — можно, конечно, купить, но об этом стоит подумать заранее. И приобретать тогда и крепеж и биты. Если говорить о том, какой шлиц лучше, то на данный момент считается лучшим Torx (торкс), так как он лучше всего передает крутящий момент. Это важно при работе с жестким материалом.
Выбор длины саморезов
Для выбора длины самореза существует несколько правил, которые применяют в разных ситуациях. При сплочении/соединении двух не очень массивных деталей, работают следующие правила подбора:
- Чтобы вы не соединяли, острый конец самореза не должен торчать с другой стороны соединяемых деталей. То есть, в любом случае он должен быть короче соединяемых деталей. Причем, считается, что максимальная прочность будет, если до края нижней детали останется не менее 5-6 мм. Вот и считайте.
Длину самореза подбирают в зависимости от скрепляемых деталей
- С другой стороны, минимально саморез должен входит в нижнюю деталь не менее чем на 1/3 от толщины прикрепляемой детали. То есть, если крепите, скажем брус 100*100 мм, то минимальная длина самореза должна быть на 1/3 длиннее. Для этого бруса минимальная длина самореза 100 + 100/3 = 133 мм. Берут ближайшее большее. Если крепите доску 28 мм толщиной, то минимальная длина самореза 28 +28/3 = 37 мм (обычно выбирают 42 мм).

Если какую-то тонкую деталь крепят к массивному основанию, работает другое правило. Тогда длина крепежа должна быть в 2-2,5 раза длиннее прикрепляемой детали. Так надо подбирать длину самореза, если крепите что-то к стене, скажем, или к бетонному полу. В таком случае, чтобы закрепить ту же доску 28 мм к стене, длина крепежа — 56-70 мм. Вот такая вот разница.
Размеры саморезов: наиболее применимые варианты
Как выбрать длину саморезов, вроде должно быть понятно. Теперь о том, какими они вообще бывают. Здесь ситуация запутанная. Ни винты, ни саморезы не имеют общего стандарта. Есть несколько нормативов «затертых» годов выпуска, в которых прописаны размеры самонарезных винтов некоторых типов.
- ГОСТ 1145-80. Самонарезные винты с потайной головкой.
- ГОСТ 1144-80. Шурупы с полукруглой головкой.
- ГОСТ 1146-80. Шурупы с полупотайной головкой.
Дело сегодня обстоит так, что каждый производитель выпускает собственные «линейки». Ориентируются они, понятное дело, на спрос. Ну, а параметры головок обычно делают в соответствии с тем или иным ГОСТом. Это хоть как-то стабилизирует ситуацию. Иногда и сортамент — диаметры и длины тоже делают по стандарту. В таком случае в описании саморезов указывают диаметры, в которых они вообще выпускаются, а потом идет приписка: соответствует такому-то ГОСТу. Это значит, что головки соответствуют указанному нормативу, а также, что соответствует сортамент.

Как же тогда выбирают саморезы по длине и диаметру? Высчитывают/определяют длину, которая нужна, определяются с типом головки. Потом смотрят диаметры и делают окончательный выбор. Сразу скажем, что для древесины принцип «толще — значит лучше» не работает. Это можно применить для металла. Для древесины лучше более тонкие, но с хорошей резьбой и из хорошего металла. Вот это идеальный вариант.
Если параметры саморезов у производителя «свои», они указываются в описании

Но этого недостаточно. В магазине обычно предлагают до десятка вариантов одного размера, но разных производителей. И если с металлом и типом обработки определиться более-менее просто, то выбрать какой марки брать сложно. Есть, конечно, проверенные, но они стоят дорого. Хотя, если взять дешевые, в брак может уходить 30-50%. Какой брак? То гнутся, то шляпки отлетают. Это не всегда, но часто. Если вам «повезет» нарваться на такой крепеж, то получится, что купить «дорогие» было бы не дороже. Ну, или не намного дороже.

Теперь сравните две таблицы. Они составлены по разным ГОСТам. Как видите, диаметры и длины совпадают. Вот это и облегчает жизнь. Если при производстве крепежа придерживались стандарта и по соотношению диаметра/длины, то все просто. Если же нет, то производитель в описании саморезов прикладывает таблицу с размерами (как на рисунке выше).
Как выбрать саморезы по дереву
Не стоит для крепления древесины использовать саморезы по металлу или универсальные. Универсальные хороши, когда надо скрутить дерево и металл. А при скручивании двух деревяшек они работают хуже. В том смысле, что специализированный крепеж будет держать древесину лучше. То есть, рассматриваем только саморезы по дереву. Поверьте, будет из чего выбирать.
Саморезы по дереву лучше желтые (да, дорогие) или белые (чуть дешевле)

Как уже сказали, саморезы по дереву имеют более редкую резьбу с более высоким профилем (канавки между витками глубже). Применяются они не только для древесины, но и для всех видов листовых материалов: ГВЛ, фанеры, ОСБ (ОСП), ДВП и ДСП. Теперь о том, когда какие лучше работают.
Резьба и другие «навороты»
Сперва надо выбрать тип шляпки. Потайная или с прессшайбой, цилиндрическая, полусферическая — подбирайте исходя из того, какое именно соединение вам надо осуществить. Рекомендуют также выбирать шлиц типа TORX, так как он лучше всего передает крутящий момент от электроинструмента. Далее по порядку.
- Надо определиться с тем, должна быть резьба нанесена на весь стержень или нет. Если вам надо скрепить два деревянных куска и плотно притянуть их друг к другу, берите саморез с неполной резьбой. Это значит, что под шляпкой должна быть зона без резьбы. Длина равна толщине прикрепляемой детали или немного больше. За счет этой зоны и происходит «притягивание» одной детали к другой.
Как выбрать саморезы по дереву: несколько фишек для быстрой и качественной работы - Чтобы облегчить вкручивание в твердые породы или листовой материал, есть саморезы по дереву с фрезой или мельницей. Фреза есть только на саморезах с неполной резьбой. Выглядит она как несколько насечек винтового типа, которые нанесены перед началом резьбы. Насечки размягчают древесину, после чего саморез лучше «идет».
- Вообще, саморезы по дереву имеют более тонкое острие и этим предотвращают растрескивание древесины. Но есть и специальные «примочки» против растрескивания. Это могут быть:
- канавки;
- режущие грани в виде насечек на теле винта;
- насечки на нескольких нижних витках резьбы.

Нужны ли эти навороты или это впустую потраченные деньги? Насчет неполной резьбы — это не новость. «Садится» одна деталь на другую гораздо плотнее. А остальные попробуйте. Только на собственном опыте поймете, работает это или нет, и что конкретно вам больше подходит.
И практический совет по выбору саморезов по дереву. Важно, чтобы резьба шла сразу от самого кончика. Если первый виток слишком далеко или кончик тупой — не берите. Будет сплошное мученье, а не работа.
Выбор саморезов по металлу
Виды саморезов по металлу более многочисленны, так что разбираться и разбираться. Их точно не делают из латуни — слишком мягкий металл. Саморезы по металлу делают из углеродистой и нержавеющей стали. Присутствуют все типы головок, шлицы тоже почти все в наличии. Наконечников есть два типа — с острым концом и буром. Еще их делят по области применения — для внутренних помещений и для улицы. Отличаются они толщиной защитного слоя. Для улицы покрытие должно быть толще. Рассмотрим самые распространенные виды саморезов по металлу.
Наиболее популярные виды саморезов по металлу

Саморезы с прессшайбой (семечки)
Отличаются головкой — она широкая и плоская. По ее краю сформирован валик, который и прижимает детали. Этот тип метизов применяют не только для крепления листового металла и изделий из него (к примеру, собирают каркас для гипсокартона). Его же можно использовать, если надо закрепить пластик, фанеру или ДВП к деревянным брускам, металлическому или деревянному каркасу. Плоская и широкая головка хорошо прижимает материалы в месте соединения.
Так выглядят саморезы с прессшайбой

Если посмотрите внимательно на головку крепежа на фото справа, увидите, что часть имеет скругленную и практически плоскую форму. Таких, кстати, большинство в магазинах и на рынке. Но это не лучший вариант этого крепежа, хоть и дешевый. Очень мало достойной продукции такого вида. Часто шлиц мелкий, металл без обработки, который ломается или гнется. Но самое главное то, что даже белые оцинкованные саморезы имеют очень тонкий слой оцинковки — 3 мкм. Он быстро разрушается и металл начинает ржаветь.
Саморезы с прессшайбой выпускают только в одном диаметре — 4,2 мм, а вот длина может быть разной

Если посмотрите на более дорогие саморезы по металлу с прессшайбой (на фото слева), у них головка трапециевидная. Она более высокая, что позволяет сделать более глубокий шлиц. Их еще называют «усиленные». Качество такого крепежа гораздо выше. Более глубокий шлиц способствует тому, что лучше передается крутящий момент. Это дает возможность даже без увеличения размеров самореза плотнее притянуть детали. За счет чего? За счет того, что усиленная конструкция выдерживает больший крутящий момент.
Размеры саморезов по металлу с прессшайбой разнообразием не радуют. Обычно есть только диаметр 4,2 мм, а длина может быть 13, 16, 19, 25, 32, 38, 41, 50, 57, 75 мм. Вес упаковки зависит от количества штук. Он же может быть одним из критериев оценки качества. Во всяком случае, плотности металла и того, насколько точно выдержаны размеры. Потому что очень часто стержень делают не 4,2 мм, а 3,8-4,0 м, также и по длине. И толщина шляпки меньше. В общем, обращайте внимание на вес саморезов.
Саморезы для профилей ГКЛ
Это небольшие метизы черного цвета. Размеры разнообразием не балуют. Есть один диаметр — 3,5 мм и две возможные длины — 9,5 и 11 мм. За мелкие размеры их называют «клопы». Делают их из стали с цинковым покрытием или с фосфатированием. Головка — усеченный конус, шлица крестообразная. На нижней стороне головки может быть нанесена насечка. Она служит для торможения — начинает цепляться за рельеф на саморезе, что отключает вращение шуруповерта.
Внешний вид и чертеж

Винт есть остроконечный, есть с винтом. Несмотря на малые размеры, сверлят они металл до 0,9 мм толщиной, а крепеж с буром — до 2,0 мм. Но это, если они нормального качества. Обратите внимание, что этот крепеж рассчитан на применение в помещениях. На улице он быстро начинает ржаветь, поэтому снаружи его не используйте.
Черные саморезы для крепления ГКЛ к каркасу
Каркас под гипсокартон собирают при помощи «клопов» или саморезов с прессшайбами. Сами листы крепят к каркасу при помощи черных саморезов с потайной головкой и острым концом. Делают из фосфатированной стали, есть и оцинкованные. Собственно, это саморезы по дереву или металлу. Какие же брать, чтобы прикрепить ГКЛ? Зависит от того, какой каркас собрали. Для деревянных брусков берете по дереву, для профилей — по металлу.
Так выглядят саморезы для крепления листов гипсокартона к каркасу

Если обшиваете гипсокартоном обычное жилое помещение, черные фосфатированные саморезы — неплохой выбор. Если каркас собран в ванной, кухне, туалете, лучше берите оцинкованные. При повышенной влажности черные быстро ржавеют, потом головки отлетают.
Наиболее ходовые размеры саморезов по гипсокартону, которые крепят к деревянной обрешетке

Какие размеры саморезов для крепления гипсокартона? Оптимальные диаметры — 3.8, 4.0 и 4.2 мм. Длина может быть 16, 19, 25, 32, 35, 41. 45, 51, 55, 61, 65, 70 и т.д. до 100 мм. Какая же длина самореза нужна, чтобы прикрепить лист ГКЛ к профилю? Пользуйтесь универсальным правилом: удвоенная длина прикрепляемого материала. Если крепите гипсокартон толщиной 12 мм, то саморез не короче 25 мм. Длиннее можно? Можно, но зачем?
Кровельные саморезы
Это тип крепежа для наружных работ. Это значит, что защитный слой более толстый. Кровельные саморезы легко отличить по внешнему виду. У них шестигранная головка и уплотнительная шайба. Шайба может быть резиновой или силиконовой. Силиконовая намного долговечнее, но и дороже. Хорошая резина, кстати, тоже десятки лет может не трескаться. Вот только определить хорошая она или нет сложно.
Кровельные саморезы бывают разных видов и предназначены они для крепления разных материалов к разным по жесткости каркасам. Есть такие виды кровельных саморезов:
Виды саморезов для кровли и область их использования

- Остроконечные. Предназначены для крепления мягкого материала к деревянной обрешетке.
- С коротким винтом. Этот тип для фиксации металлического листового материала к древесине.
- С длинным винтом. Это для фиксации металл-металл. Чаще применяется для крепления профлиста к каркасу забора.

Кровельные саморезы делают из оцинкованной стали. И лучше если цинкование гальваническое. Такое покрытие более долговечное. Поверх оцинковки иногда еще наносится краска. Цвет — в тон с покрытием. Шайбы делают или тоже оцинкованными или из алюминиевого сплава. Шайба, как говорили, имеет уплотнение из резины или силикона. Резина лучше EPDM, она и на открытом воздухе не теряет эластичности долгое время. Ходовые размеры кровельных саморезов приведены в таблице.
Саморезы. Виды и особенности. Применение и работа
Саморезы являются одним из видов крепежных деталей, состоящие из металлического стержня, на котором имеется острая резьба, и головки, в которую вставляется инструмент для совершения вращательного движения. Эти детали широко применяются во время строительных работ, и отличаются по назначению, форме и другим параметрам. Для разных работ используются разные виды саморезов, поэтому для правильного их применения необходимо подробно изучить их назначение.
Считается, что саморез – это тот же шуруп, только в современном исполнении. В старые времена все крепления выполнялись шурупами. Сначала сверлили отверстие, а после этого вкручивали в него шуруп. В отличие от крепления шурупами, саморезы не нуждаются в такой дополнительной подготовке, связанной со сверлением отверстия. Их можно вкручивать шуруповертом или обычной отверткой в любую подходящую поверхность.
Внешние отличия этих двух крепежных элементов незначительны. У шурупа в верхней части под головкой имеется гладкая часть стержня без резьбы, а у самореза резьба присутствует на всем стержне до самой шляпки. Несведущий человек сразу не обратит внимания на эти особенности, и не найдет различий. В магазинах мелкие саморезы продаются по весу, однако, крупные образцы реализуются поштучно.
Разновидности
В строительных и хозяйственных магазинах представлен большой ассортимент самонарезающих винтовых деталей (официальное название саморезов) по назначению, материалу, форме и другим параметрам. Чтобы разобраться в их особенностях, необходимо рассмотреть этот вопрос подробнее. Покупая такие крепежные элементы, каждый потребитель ориентируется на определенные задачи, поставленные этим изделиям.
Саморез по металлу с острым концом
Внешне такие крепежные детали напоминают обычные классические шурупы времен Советского Союза. Они производятся из прочной стали, и имеют мелкую нарезку резьбы, в отличие от саморезов по дереву.
Обычно диаметр таких крепежных деталей находится в пределах от 3 до 5 мм, в зависимости от длины стержня. Производители изготавливают такой крепеж со следующими характеристиками:
- При длине 10-50 мм шаг резьбы составляет 5 мм.
- Если длина 60-100 мм, то шаг 10 мм.
- Саморезы длиной 110-120 мм имеют резьбовой шаг 15 мм (редкий вид).
- При длине 125-220 мм шаг резьбы 20 мм.
Эта информация ориентировочная, и каждый производитель крепежных изделий самостоятельно определяет их параметры.
Для крепления листового металла толщиной до 2-х мм не требуется предварительное сверление отверстия, острый конец самореза способен самостоятельно выполнить отверстие. Если толщина металла больше, необходимо сверлить отверстие, уменьшенное на 2-3 мм, по сравнению с диаметром самого крепежного элемента. Это позволяет обеспечить хорошую прочность соединения.
Саморезы по металлу изготавливают из высокопрочной стали, и покрываются снаружи специальным защитным покрытием, имеющим золотистый или черный цвет, а также блестящий металлический вид.
Саморезы со сверловым наконечником
Отличительной особенностью таких деталей от других видов является:
- Наличие наконечника в виде сверла.
- Головка в виде пресс-шайбы или конуса.
Для применения таких деталей нет необходимости в сверлении отверстий. Сверловой наконечник способен сделать проход для резьбового стержня, подобно сверлу. Форма головки позволяет плотно закрыть место крепления и надежно его закрепить.
Самонарезные винты по дереву
Они имеют свою особенность в виде крупного шага резьбы. Дерево является неплотным податливым материалом, поэтому и шаг резьбы на стержне сделан больше. Величина диаметров саморезов по дереву такая же, как и по металлу. Длина может достигать 200 мм. В быту такие мелкие детали с черным покрытием называют «семечками», по их внешнему сходству с семенами подсолнечника.
При вкручивании самонарезных винтов по дереву не требуется сверление отверстия. Но если их толщина 5 мм, а длина около 20 см, то рекомендуется предварительно подготовить отверстие.
Цвет покрытия бывает разнообразным, и выполняется с помощью различных цветных эмалей, поэтому для каждого случая нетрудно выбрать нужный цвет. Этими саморезами можно фиксировать детали из пластмассы и других подобных материалов. Существуют также универсальные самонарезные винты, которые можно использовать для крепления деталей из любых доступных материалов.
Мебельный конфирмат
Название деталей говорит о том, что они используются для сборки мебели. Они имеют стандартную длину 50 мм, и закручиваются в заранее приготовленный канал, так как конец детали неострый.
Мебельный саморез имеет головку с внутренним углублением для специального ключа. Диаметр винта по всей длине одинаков, однако перед головкой имеет небольшое утолщение.
Современные модели мебельных шкафов производятся из ДСП, МДФ и других подобных материалов. Сборка такой мебели выполняется мебельным конфирматом, имеющим высокий профиль резьбы и тонкую головку, что в результате обеспечивает высокую надежность фиксации. Также пазы, предназначенные для ключа, закрываются декоративными заглушками, чтобы замаскировать головку винта на красивой поверхности мебели.
Винты-саморезы с пресс-шайбой на головке
Такое исполнение было частично рассмотрено в разделе крепежных элементов со сверловым наконечником. Однако, этот вид стоит выделить отдельно, ввиду его особенности – повышенной площади контакта головки. Пресс-шайба способствует плотному прилеганию и надежному скреплению деревянных деталей или металлической жести, не превышающей толщину 1,1 мм. Цвет таких самонарезных винтов с пресс-шайбой чаще всего серебристый.
Шестигранный саморезный винт
По внешнему виду он напоминает обычный болт, но имеет свои отличительные особенности:
- Редкая резьба нарезки.
- Конец винта не слишком острый.
Основное использование такого изделия состоит в креплении крупных элементов и массивных деталей мебели. Его можно вкручивать в деревянную поверхность, а с применением дюбеля – даже в бетон. При этом диаметр дюбеля выбирается в два раза больше самореза.
Для ввертывания шестигранного винта используются гаечные ключи разного размера, соответствующего размеру головки под ключ.
Кровельные саморезы
Эти самонарезные изделия имеют свои особенности:
- Под шляпкой установлена резиновая шайба.
- Головка выполнена шестигранной формы.
- Конец резьбового стержня имеет сверловой наконечник.
Размеры шестигранной шляпки обычно изготавливают в двух исполнениях под гаечный ключ на 8 и 10 мм.
Назначение резиновой шайбы
- Используется в качестве изолирующей прокладки, обеспечивающей герметичность отверстия от проникновения влаги под головку.
- Вспомогательное эластичное уплотнение.
Кровельные самонарезные винты изготавливаются в широкой цветовой гамме, соответствующей цветам материала кровли, длиной 19-100 мм.
Антивандальные нарезные изделия
Эти винты по внешнему виду похожи на другие исполнения. Но если внимательно их рассмотреть, то имеются некоторые отличия.
Форма пазов на головках может быть различной, и не подходит для простого стандартного инструмента. Это могут быть различные звездочки, многогранники и т.д.
Как открыть замок саморезом
На некоторые виды навесных замков не стоит надеяться, так как их легко взломать.
Чтобы проверить, как можно взломать такой замок, нужно повесить его на удобное место, и закрыть на ключ. Берем самый обычный саморез и просто вкручиваем его в цилиндр замка шуруповертом.
Теперь берем обычный гвоздодер и выдергиваем из замка саморез вместе с внутренностями секретки.
Цилиндр вырвался из замка простым гвоздодером.
Поэтому не стоит надеяться на данный вид замков, так как они ненадежны.
Пример для расчета стоимости
Цена самонарезных крепежных изделий в разных торговых точках может определяться как поштучно, так и за килограмм, в зависимости от размеров изделий и продающей организации. Упаковки могут состоять из 100-3000 штук саморезов. Их цена зависит от цвета и размера. Простые блестящие изделия стоят дешевле, в отличие от цветных. В одном кг может содержаться до 330 изделий, в зависимости от размера.
Саморез является универсальной крепежной деталью, с помощью которой кроют крыши из различных материалов. Перед их приобретением следует произвести расчет их количества. При этом нужно учесть нагрузку на кровлю от ветра, поэтому нужно сделать небольшой запас по количеству. Кровля крыши из профнастила производится путем крепления во впадинах саморезами необходимого размера.
Похожие темы:
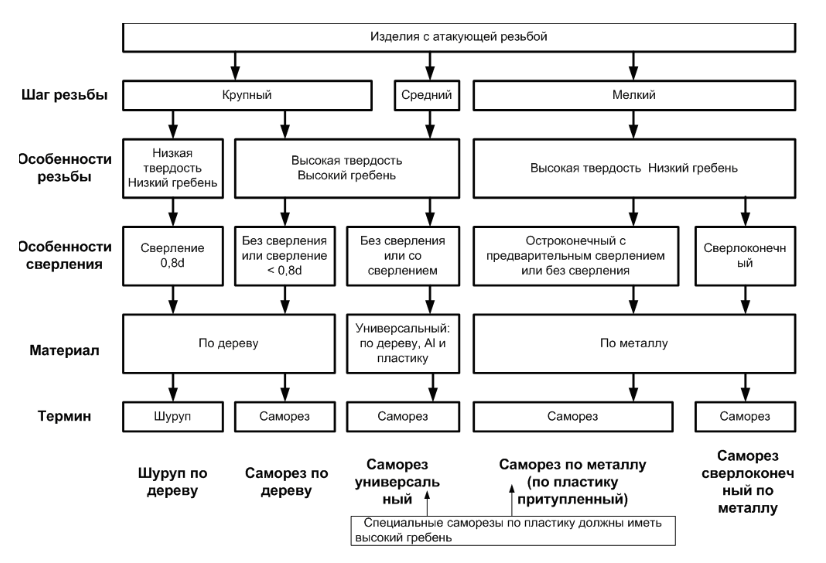
Конструкции и применяемость саморезов и шурупов
Отличия саморезов и шурупов

ГОСТ 27017-86 определяет шуруп как крепежное изделие в форме стержня с наружной специальной резьбой, резьбовым коническим концом и головкой на другом конце, образующие резьбу в отверстии соединяемого деревянного или пластмассового изделия. Из этого определения становится ясно, что шуруп вворачивается в предварительно подготовленное отверстие и используется для крепления на деревянных или пластмассовых основах. Такие шурупы, изготавливаемые обычно из малоуглеродистых сталей (Ст1, Ст2, Ст3, 10кп), реже из коррозионностойких сталей без покрытия и из латуней, традиционно выпускались и выпускаются отечественной метизной промышленностью и поныне.
Однако уже давно на российском рынке появились крепежные изделия, которые по формальному определению соответствуют термину «шуруп», но имеют существенные отличия:
- принципиально усовершенствованы их основные конструктивные элементы: головки, резьбы на стержне, концы и шлицы;
- использованы высококачественные стали и сплавы с современными защитно-декоративными покрытиями.
В результате существенно расширились функциональные возможности этих изделий:
- стала возможна их установка без предварительного сверления отверстий, что существенно упрощает и ускоряет процесс монтажа закрепляемых изделий;
- расширился круг материалов, в которые можно устанавливать эти изделия: к дереву и пластмассе добавились стали, алюминиевые и медные сплавы, композиционные материалы, бетон, кирпич.
Столь значительные отличия новых изделий от шурупов потребовали появления специального термина. И такие изделия стали называть самонарезающими винтами, короче – саморезами.

Основные конструктивные элементы шурупов или саморезов это:
- головка – часть крепежного изделия, имеющего стержень, служащая для передачи крутящего момента и образования опорной поверхности;
- шлиц – углубление специальной формы в торце головки, служащее для передачи крутящего момента от инструмента;
- стержень с резьбой;
- конец.
Основные типы головок саморезов и шурупов
Использование того или иного типа головки определяется условиями и особенностями монтажа. Наиболее часто употребляются следующие типы головок:
-
шестигранная – с плоской опорной поверхностью, выступающая над плоскостью установки; применяется в основном на шурупах больших размеров или при креплении к металлическим основам, то есть в случаях, когда требуется передача значительных крутящих моментов;
 шестигранная – с плоской опорной поверхностью, выступающая над плоскостью установки; применяется в основном на шурупах больших размеров или при креплении к металлическим основам, то есть в случаях, когда требуется передача значительных крутящих моментов;
шестигранная – с плоской опорной поверхностью, выступающая над плоскостью установки; применяется в основном на шурупах больших размеров или при креплении к металлическим основам, то есть в случаях, когда требуется передача значительных крутящих моментов;-
полукруглая – с плоской опорной поверхностью, выступающая над плоскостью установки;
 полукруглая – с плоской опорной поверхностью, выступающая над плоскостью установки;
полукруглая – с плоской опорной поверхностью, выступающая над плоскостью установки;-
цилиндрическая со сферой, с плоской опорной поверхностью, выступающая над плоскостью установки;
 цилиндрическая со сферой, с плоской опорной поверхностью, выступающая над плоскостью установки;
цилиндрическая со сферой, с плоской опорной поверхностью, выступающая над плоскостью установки;-
потайная – с конической опорной поверхностью, утапливающаяся в плоскость установки;
 потайная – с конической опорной поверхностью, утапливающаяся в плоскость установки;
потайная – с конической опорной поверхностью, утапливающаяся в плоскость установки;-
потайная – с конической опорной поверхностью и зенкующими кромками на ней, утапливающаяся в плоскость установки; зенкующие кромки подготавливают углубление под установку изделия «в потай»;
 потайная – с конической опорной поверхностью и зенкующими кромками на ней, утапливающаяся в плоскость установки; зенкующие кромки подготавливают углубление под установку изделия «в потай»;
потайная – с конической опорной поверхностью и зенкующими кромками на ней, утапливающаяся в плоскость установки; зенкующие кромки подготавливают углубление под установку изделия «в потай»;-
полупотайная – с конической опорной поверхностью, частично выступающая над плоскостью установки; часто используется в декоративных целях;
 полупотайная – с конической опорной поверхностью, частично выступающая над плоскостью установки; часто используется в декоративных целях;
полупотайная – с конической опорной поверхностью, частично выступающая над плоскостью установки; часто используется в декоративных целях;-
потайная рожковая – с вогнутой опорной поверхностью, утапливающаяся в плоскость установки; незаменима при креплении гипсокартонных плит, т.к. обеспечивает легкое и надежное заглубление самореза «в потай» без предварительной раззенковки;
 потайная рожковая – с вогнутой опорной поверхностью, утапливающаяся в плоскость установки; незаменима при креплении гипсокартонных плит, т.к. обеспечивает легкое и надежное заглубление самореза «в потай» без предварительной раззенковки;
потайная рожковая – с вогнутой опорной поверхностью, утапливающаяся в плоскость установки; незаменима при креплении гипсокартонных плит, т.к. обеспечивает легкое и надежное заглубление самореза «в потай» без предварительной раззенковки;-
плоская с прессшайбой – с опорной поверхностью, выступающая над плоскостью установки;
 плоская с прессшайбой – с опорной поверхностью, выступающая над плоскостью установки;
плоская с прессшайбой – с опорной поверхностью, выступающая над плоскостью установки;-
в виде колец и крючков разной конфигурации, выступающих за плоскость установки;


 в виде колец и крючков разной конфигурации, выступающих за плоскость установки;
в виде колец и крючков разной конфигурации, выступающих за плоскость установки;-
в виде стержня с метрической резьбой, выступающим за плоскость установки.
 в виде стержня с метрической резьбой, выступающим за плоскость установки.
в виде стержня с метрической резьбой, выступающим за плоскость установки.
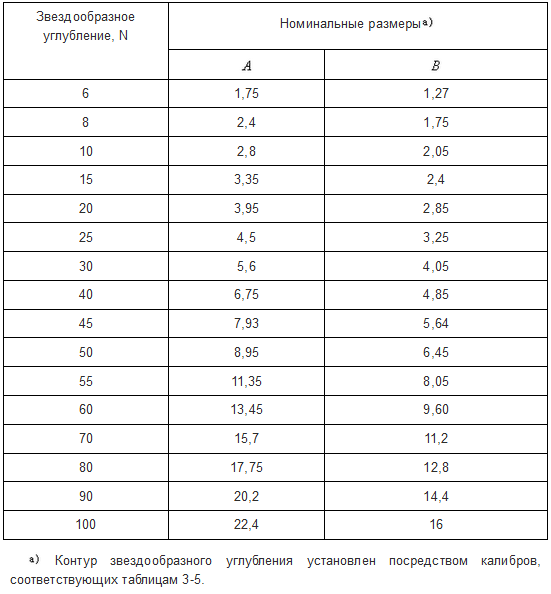
Основные типы шлицов саморезов
Существуют следующие типы шлицов саморезов:
Основные размеры шлицов саморезов Phillips, Pozidrive, TORX

Каждый из основных типов шлицев также различается и по размерам. При этом для каждого типа шлица образуется стандартизованный и пронумерованный ряд:
- шлицы Phillips: Ph0, Ph2, Ph3, Ph4, Ph5;
- шлицы Pozidrive: Pz0, Pz1, Pz2 Pz3, Pz4;
- шлицы TORX: T (или TX) 2, 3, 4, 5, 6, 7, 8, 9, 10, 15, 20, 25, 27, 30, 40, 45, 50, 55, 60, 70, 80, 90, 100.
Иначе расположенные кромки шлица Pz образуют более устойчивое сцепление c инструментом, которое уменьшает его износ, снижает вероятность «срыва». Это дает возможность приложить большее крутящее усилие к инструменту.
Российская версия шлица TORX по ГОСТ Р ИСО 10664-2007 (размеры указаны в мм)


Для каждого типа шлица и его размера (номера) требуется строго соответствующий инструмент: отвертка или бита. В противном случае возможен быстрый износ или даже разрушение элементов привода.
Основные типы резьбы саморезов
В зависимости от того, какие материалы необходимо соединить, выбирают саморез с тем или другим типом резьбы. При этом учитываются следующие традиционные для резьб количественные характеристики:
- диаметр;
- шаг;
- количество заходов.
Но кроме них существенное влияние на самонарезающие свойства изделия оказывает угол при вершине профиля резьбы α. Чем меньше указанный угол, тем легче закручивается изделие, легче формируется резьба в отверстии, выше самонарезающие свойства.

Традиционные шурупы, выпускаемые отечественной промышленностью (ГОСТ 1144 -80, ГОСТ 1145-80), имеют этот угол равным 60º, как у метрической резьбы.
Современные саморезы изготавливаются с углом α=45º и меньше. Особенно эффективны такие острые резьбы при установке изделий в сравнительно мягкие материалы: дерево, ДСП, пластик и т.п
Саморезы же, предназначенные для вворачивания в металл (DIN 7976, 7981…7983), изготавливаются с большими углами (в основном 60º) для повышения прочности нитки резьбы у основания профиля. Кроме того режущая кромка изделия подвергается специальной упрочняющей термообработке, что обеспечивает твердость на ней 450HV.
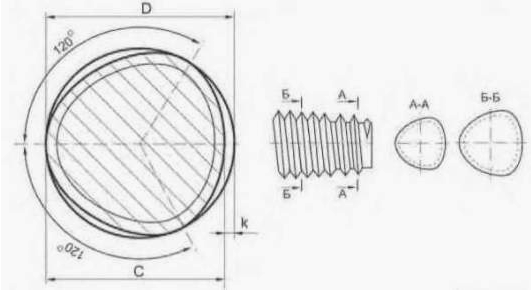
Саморезы по металлу относятся к высоко стандартизованным изделиям и их резьбы изготавливаются по стандартам ISO 1478, EN 2478, DIN 7970. В чертежно-конструкторской документации перед диаметром их резьбы ставятся буквы ST (SCREW THREADS).
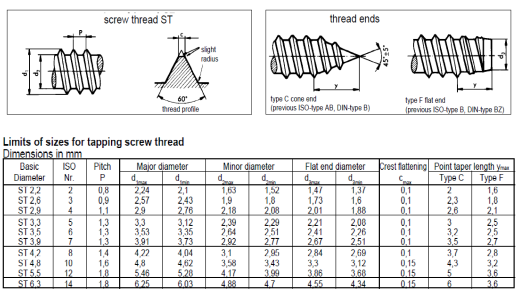
В таблице представлены основные размеры для острого (тип C) и притупленного (тип F) концов.
Для уменьшения времени закручивания в дерево, а также для предотвращения растрескивания древесины используются специальные насечки на резьбе, создающие дополнительные режущие кромки, и собственно волнообразная режущая кромка резьбы.

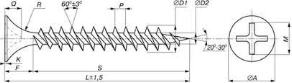
Основные типы концов саморезов
В зависимости от технологии установки, саморез следует выбирать с тем или иным концом. Наиболее распространены шурупы с традиционным острым концом, которые могут отличаться друг от друга величиной угла захода β. Понятно, что с его уменьшением облегчается внедрение стержня в материал, и увеличиваются самонарезающие свойства изделия.
У традиционных шурупов (по ГОСТ 1144-80, ГОСТ 1145-80, ГОСТ 1146-80) этот угол составляет 40о.
У популярных саморезов по гипсокартону (т.н. «черных») он значительно меньше: 26…280.
У широко распространенных универсальных еще меньше: 20…300.
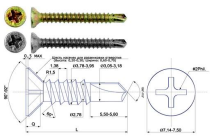
Для повышения самонарезающих свойств применяются специальные конструкции конца.
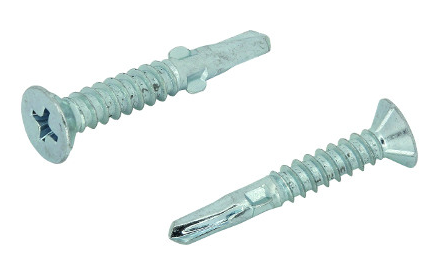
Наиболее эффективны в этом плане саморезы с буром (сверлоконечные). Они действуют при установке, как последовательно работающие сверло и саморез. Сперва сверло создает в материале основы отверстие, а затем в него вворачивается саморез. Таким образом, установка происходит как единая операция ввинчивания.


Резьбонарезающий винт имеет конец в виде метчика, которым он нарезает метрическую резьбу в предварительно высверленном отверстии.

Конец на трехгранном стержне с заходной часть и плавным сбегом резьбы характерен для так называемого резьбовыдавливающего винта. Его вворачивают в гладкое отверстие, в котором он сам раскатывают соответствующую резьбу. Это удобно при установке изделий в условиях односторонне доступом и существенно увеличивает плотность соединения, особенно с металлическим листом.

Конец сверлоконечного шурупа типа Flügel, предназначенного для крепления дерева к металлу, имеет специальные крылышки на переходной части от сверлильного острия к резьбе. Они проделывают отверстие в древесине и срезаются на металлической поверхности. Далее наружная резьба шурупа формирует в металле ответную резьбу.
Размеры саморезов и шурупов
Основными для шурупов и саморезов являются два размера: диаметр и длина.
За номинальный диаметр шурупа или самореза принимается диаметр окружности выступов его резьбы.
В настоящее время шурупы выпускаются следующих диаметров: 1.6, 2.0, 2.2, 2.5, 3.0 (2.9), 3.5, 3.8 (3.9), 4.0, 4.2, 4.5, 4.8, 5.0, 5.5, 6.0, 6.3, 7.0, 7.5, 8.0, 10.0, 12.0 мм.
При этом следует иметь в виду, что саморез того или иного типа вовсе не обязательно выпускается всех возможных диаметров. Наиболее широкий ряд производимых диаметров имеют универсальные саморезы, специализированные саморезы имеют более узкие размерные ряды.
Длина самореза или шурупа измеряется по разному для потайной и выпуклой головки изделия. Для потайной за номинальную длину принимается полная длина изделия, а для выпуклой – расстояние от опорной поверхности головки до конца самореза.
Длины шурупов и саморезов нормализованы и имеют одинаковый размерный ряд: 4.5, 6.5, 7, 10, 11, 12, 13, 14, 16, 18, 19, 20, 22, 25, 29, 30, 32, 35, 36, 38, 40, 41, 45, 50, 51, 55, 57, 60, 64, 66, 70, 76, 80, 89, 90, 100, 102, 120, 140, 160, 180, 200, 230, 250, 280, 300 мм. Для некоторых специализированных изделий могут применяться и другие длины. Естественно, что шурупы одного диаметра выпускаются с ограниченным рядом длин.
Выбор диаметра и длины шурупа определятся в первую очередь нагрузкой, которую должно выдерживать соединение, а кроме того размерами соединяемых деталей, материалом установки и другими факторами. При определении диаметра шурупа вворачиваемого в пластмассовый распорный дюбель следует ориентироваться на рекомендации производителя, приведенные в каталогах или на упаковке дюбелей. Дело в том, что с одной стороны, чем больше диаметр шурупа – тем прочнее соединение, но, с другой стороны, требуемый для установки крутящий момент при этом возрастает. И тогда могут быть превзойдены возможности инструмента или сорвана головка самореза.
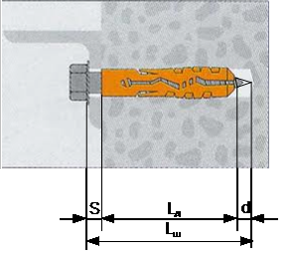
Длина шурупа (Lш) вычисляется как сумма номинальной длины дюбеля,(Lд) толщины прикрепляемой детали (S) и диаметра шурупа (d). Последнее слагаемое обеспечивает выход конца самореза из дюбеля.
Для классических шурупов (с углом на конце 400) этого достаточно, но для остроконечных саморезов длину требуемого шурупа необходимо увеличить, чтобы весь его наконечник вышел из дюбеля при закручивании.