Процесс производства плит OSB
Оборудованиие для призводства OSB (ОСП):
Область разработки и изготовления прессовальных систем для производства плитных материалов на основе дерева, в современных условиях требует комплексного подхода во многих областях — технологии, химии и физике. Современные линии прессования — это высокотехнологичные предприятия оборудованные инновационной техникой. Достаточно сказать, что линия ContiRoll (непрерывного способа прессования) для производства плит OSB (ОСП), стоит 60-70 млн. Евро, без монтажа, наладки и запуска. В мире существуют две фирмы, которые стали синонимами гидравлического пресса в производстве древ. плит. Это немецкие компании Зимпелькамп (Siempelkamp) и Диффенбахер (Dieffenbacher). Прессами этих двух компаний оборудовано подавляющее большинство крупных заводов по производству OSB, как в Европе, так и в Северной Америке.
Основные этапы процесса производства
Схема на примере линии фирмы «Dieffenbacher»:
I.
 Доставка и сортировка бревен
Доставка и сортировка бревенПервым делом на завод доставляется древесное сырье — круглые лесоматериалы. Осина, тополь, сосна, клен — наиболее ходовые породы, которые закупают производители OSB. Как только сырье прибыло на площадку завода, его сразу разгружают с помощью автопогрузчиков, специально предназначенного гидроманипулятора или крана с грейферным захватом.
II. Окаривание бревен на цепном транспортере
Часть древесины складывают на бирже сырья, часть сразу пускают в производство. Дальше нужный объем сырья на заданное время погружают в пропарочные бассейны, после чего окоривают. Если древесина недавно срублена и незамерзшая, то ее сразу пускают на окорку и дальше в стружечный станок.
III. Распиленные на короткие заготовки бревна загружаются в строгальную установку, которая расщепляет их на ленточную стружку по направлению древесного волокна
Размеры стружки задаются в соответствии с процессом технологической обработки. Стружка имеет равномерную толщину. Большинство заводов использует смесь стружки размерами от 75 до 150 мм в длину и 15-25 мм в ширину. А вот средняя толщина стружки уменьшилась с 0,8 мм, которую делали в 80-х годах, до 0,6 мм в наши дни. Оставшаяся мелкая стружка и кора служат топливом для энергетической системы завода.
Стружка имеет равномерную толщину. Большинство заводов использует смесь стружки размерами от 75 до 150 мм в длину и 15-25 мм в ширину. А вот средняя толщина стружки уменьшилась с 0,8 мм, которую делали в 80-х годах, до 0,6 мм в наши дни. Оставшаяся мелкая стружка и кора служат топливом для энергетической системы завода.
IV. Сушка и сортировка полученной стружки
Сырая стружка после стружечного станка накапливается в специальных бункерах, из которых порциями подается в барабан сушильной установки. Концепция конвейерной сушки OSB-стружки была заимствована из пищевой промышленности — технологии производства картофельных чипсов. Поток стружки просушивается равномерно, и при этом температура на выходе из сушилки невысокая. Это весьма важное обстоятельство, т.к. чем ниже температура на выходе сушилки, тем выше пожаробезопасность процесса и ниже эмиссия загрязняющих веществ (летучих органических соединений).
V. Отсортированная стружка смешивается с воском и водостойким связующим (обычно фенольным или изоцианатным полимерным связующим веществом)
Эти водостойкие и стойкие к воздействию кипятка связующие вещества обеспечивают внутреннюю прочность, жесткость и влагоустойчивость панели. Смеситель представляет собой цилиндрический барабан, который вращается с заданной скоростью. Внутрь барабана по отдельным трубопроводам подаются парафин, смола и другие компоненты клея. Но, независимо от того, какой парафин используется, сырой или эмульгированный, он вводится перед смолой. Для внутреннего и внешнего слоев чаще всего используют разные типы смол — для внешнего слоя может подаваться в жидком или порошкообразном виде, в то время как смола внутреннего слоя может быть, кроме того, фенолформальдегидной или изоцианатной.
VI. Формовка и укладка стружки
Формирующая станция располагает встроенными весами, магнитами, прижимными вальцами, а также системой двухстороннего подравнивания кромок ковра с возвратом излишней стружечной массы в бункер среднего слоя. Ориентирующая головка стружки внешнего слоя чем-то очень похожа на фермерские бороны. Она состоит из ряда круглых дисков, которые направляют падающую вниз стружку, выравнивая ее параллельно длинной стороне ковра. Ориентирующая головка стружки внутреннего слоя состоит из роликов в форме звезды с плоскими лопастями. Вращаясь, они выравнивают стружку параллельно ширине ковра, перпендикулярно к направлению движения конвейера. Стружка в поверхностном слое плиты обычно укладывается вдоль длинной стороны панели (для придания большей изгибной прочности и жесткости в продольном направлении).
VII. Прессование
Прессование происходит при очень высокой температуре и давлении до образования твердой плотной строительной панели. Задача пресса уплотнить стружечный ковер и повысить температуру внутри него до заданного значения. Температура затвердевания смолы находится в промежутке между 170–200°С. Ширина стальной ленты пресса — 3 м, толщина — 3 мм. Стальные ленты нагреваются котлом мощностью 8 МW с помощью термомасла до температуры 220°С. B передней зоне уплотнения давление прессования достигает 5 N/мм2. Расчётное время отвердения составляет 9 секунд на каждый миллиметр толщины плиты.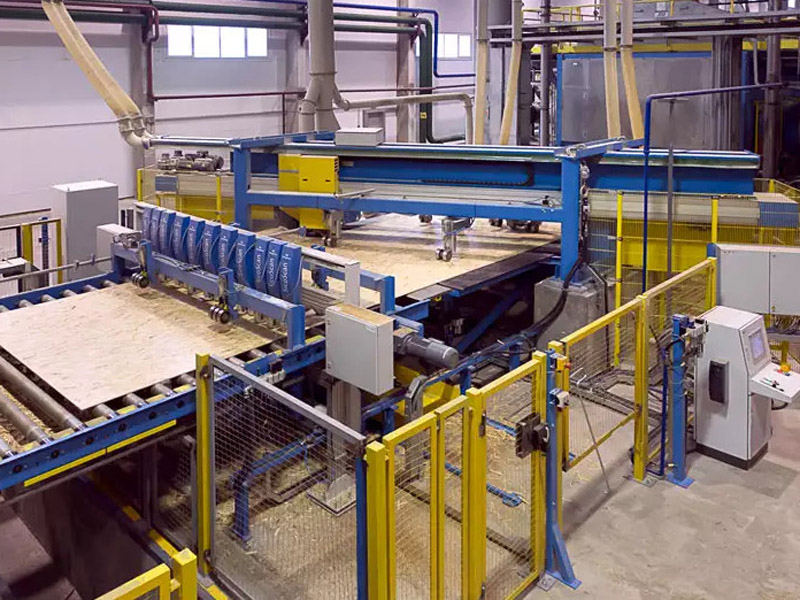
VIII. Финальная (окончательная) доводка
После прессования бесконечное полотно плиты перемещается по рольгангу, где происходит проверка на геометрическое соответствие и обрезка продольных кромок. Для поперечного раскроя полотна на плиты нужной длины используется спаренная диагональная пила. Остывание плиты происходит на веерных охладителях. В конце производственной линии при помощи соответствующих контрольно-измерительных приборов проверяются толщина и вес плит, а также наличие в них расслоений или иных дефектов. После прессования плиты еще какое-то время выдерживают на складе для того, чтобы дать возможность клею полностью затвердеть и полимеризоваться. Как правило, время окончательной выдержки составляет от 12 до 48 часов.
IX. Нарезка, маркировка по категориям, пакетирование
Большеформатные плиты складываются в стопы и перегружаются при помощи штабелеукладчика. Для раскроя плит, на стандартный формат, используется высокопроизводительная круглопильная установка. Отформатированные плиты поступают на фрезерную установку, где их кромки профилируются. Многие Североамериканские производители защищают кромки OSB-плит от воздействия влаги. Для этого перед тем, как упаковать штабель плит, на его боковые поверхности распыляется краска с низкой проникающей способностью, которая забивает поры и уплотняет торцы плит.
Для раскроя плит, на стандартный формат, используется высокопроизводительная круглопильная установка. Отформатированные плиты поступают на фрезерную установку, где их кромки профилируются. Многие Североамериканские производители защищают кромки OSB-плит от воздействия влаги. Для этого перед тем, как упаковать штабель плит, на его боковые поверхности распыляется краска с низкой проникающей способностью, которая забивает поры и уплотняет торцы плит.
Готовая продукция передаётся на упаковочную линию
| Развитие технологии производства плит OSB. Подробное описание типовой технологии, которая наиболее распространена в Северной Америке при производстве OSB. далее… |
Сырая стружка после стружечного станка накапливается в специальных бункерах, из которых порциями подается в барабан сушильной установки. Концепция конвейерной сушки.
Производство osb-плит | Новые бизнес идеи, новые идеи бизнеса, идеи бизнеса, идеи для бизнеса, бизнес-идеи, идеи малого бизнеса
С развитием новых технологий в строительстве появляются все новые улучшенные строительные материалы. В деревообрабатывающей промышленности совсем недавно появилось новое направление в изготовлении древесно-стружечных плит. ОСП – ориентировано-стружечная плита, новшество, которое появилось впервые в Канаде в 1982 году и сразу завоевало рынок. Идея бизнеса по производству такой обновленной плиты позволила канадскому заводу «Эдисон-ОSВ» представить новый строительный материал как аналогию фанеры очень высокого качества.
OSB плиты используют в изготовлении мебели, в строительстве, в дизайнерском деле. ОСП универсальны, прочны, не портятся насекомыми и несложны в обработке.
ОСП (или OSB латинской аббревиатурой) состоит из четырех слоев древесной стружки, склеенной разными типами смол. В название слово «ориентированно» добавлено из-за особой технологии изготовления и проклеивания самих плит: стружка в плоскостях плиты имеет два направления – продольное и поперечное, то есть ориентирована на две стороны. В связи с ориентированием в плоскостях стружки OSB получили новые качества, что гораздо расширило область применения плит.
В связи с ориентированием в плоскостях стружки OSB получили новые качества, что гораздо расширило область применения плит.
Технология производства плит является основным стержнем бизнеса. Состоит она из следующих ступеней.
Для начала нужна стружка. Ее получают из круглой древесины, в основном, неделовой, не идущей на изготовление пиломатериалов, используются такие породы дерева как клен, сосна, осина. Бревна погружают в специальные бассейны с теплой водой. После чего следует процесс снятия коры с бревен.
Далее при помощи стружечного станка – дискового или кольцевого – получают стружку. Она собирается в специальных отделениях, откуда частями подается в сушильную установку. После просушки стружку разделяют на фракции. Некондиционную стружку используют в качестве топлива на этом же заводе. На внешние слои плиты отбирают стружку правильной формы, остальная идет на внутренние плоскости.
Следующий момент – смешивание готовой стружки со смолами и искусственным воском в специальных смесительных барабанах. Клей, смолы, парафин и другие составные подаются по отдельным каналам в барабан. Связующие вещества наружных и внутренних слоев различаются по химическому составу. После чего формовочными машинами происходит формирование стружечных ковров: обработанная стружка помещается на специальные поддоны и так отправляется под горячий пресс, где при температуре около 200° происходит затвердевание смол и мы имеем уже готовую ОСП-плиту.
Клей, смолы, парафин и другие составные подаются по отдельным каналам в барабан. Связующие вещества наружных и внутренних слоев различаются по химическому составу. После чего формовочными машинами происходит формирование стружечных ковров: обработанная стружка помещается на специальные поддоны и так отправляется под горячий пресс, где при температуре около 200° происходит затвердевание смол и мы имеем уже готовую ОСП-плиту.
Следующим этапом является раскраивание готовых изделий и шлифовку, плиты приобретают хороший внешний облик. Ультразвуком проверяют на дефективность, некоторое время плиты оставляют на складе для лучшего высыхания клея.
Теперь можно готовые OSB-плиты упаковывать и отправлять на реализацию.
Если вы составляете бизнес-план по производству ОСП-фанеры, необходимо учесть некоторые моменты. Для предприятия нужен станок для снятия коры, стоимость его в пределах 20 тысяч евро. Стружечный станок для изготовления стружки, лучше приобретать кольцевой, у него производительность выше. Сушильный барабан и горячий пресс, формовочная машина и раскройный аппарат – это основные вехи, но есть еще множество мелких деталей немаловажных.
Сушильный барабан и горячий пресс, формовочная машина и раскройный аппарат – это основные вехи, но есть еще множество мелких деталей немаловажных.
Развивать этот бизнес – резон имеется, так как в России есть сырье, есть спрос на готовую продукцию, почти нет конкуренции. Тем более параллельно с производством OSB можно открыть столярный цех, не требующий больших финансовых вложений.
Производство OSB плит — технология процесса, компоненты и сырье
Ориентированно-стружечные плиты – популярный строительно-отделочный материал. Он состоит из древесных стружек, склеенных смолами под прессом. Рассмотрим процесс производства ОСБ плит более подробно и расскажем, что используют для изготовления этого материала.
Связующие компоненты и сырье
Для связывания древесной стружки разные заводы применяют разные составы:
- Фенолоформальдегидная смола. Водостойкое, но токсичное связующее вещество. Оно используется при изготовлении ОСБ плит Кроношпан и фанеры ФСФ.
 Оба материала можно купить у нас по низкой цене. Они подходят для применения снаружи.
Оба материала можно купить у нас по низкой цене. Они подходят для применения снаружи. - Меламинокарбамидоформальдегидная смола и полимерный МДИ. Используются при производстве OSB плит Калевала. Меньшее содержание формальдегида и полное отсутствие фенола делает этот материал менее токсичным и пригодным для использования как снаружи, так и внутри помещений.
- Синтетический воск и нетоксичные водостойкие компоненты. Используются при производстве OSB плит Торжок, которые идеальны для внутренней отделки помещений.
 Оба материала можно купить у нас по низкой цене. Они подходят для применения снаружи.
Оба материала можно купить у нас по низкой цене. Они подходят для применения снаружи.Для заготовки сырья подходит любая древесина. Чаще всего стружку заготавливают из хвойных пород дерева. К ним относятся лиственница, ель и сосна — это одни из самых распространенных и быстро растущих деревьев, произрастающих на территории России и стран СНГ.
Пошаговое описание процесса производства
Производство ориентированно-стружечной плиты включает в себя следующие этапы:
- Вымачивание бревен в теплой воде для повышения пластичности древесины.
- Окорка – удаление коры на окорочном станке.
- Заготовка стружки и ее сушка, сортировка. Для изготовления плит подходит только стружка с длиной до 120 мм, шириной от 10 до 100 мм и толщиной от 0,7 до 1 мм.
- Смешивание стружки со связующими компонентами.
- Формирование стружечного ковра. Для этого используется несколько машин: 2 из них формируют внутренние слои, еще 2 – наружные. При формировании слоев учитывается направление волокон стружки: в соседних слоях они должны быть направлены перпендикулярно.
- Прессование. Непрерывный стружечный ковер подается в горячий гидравлический пресс. Там он прессуется, становясь более плотным и прочным.
- Нарезка непрерывного ковра на ковры ограниченного размера.
- Охлаждение и промежуточное хранение.

После 24-часовой выдержки ОСП нарезают на плиты заданного формата. Плиты ОСБ Калевала также могут подвергаться обработке боковых граней под шпунт-гребень. После конечной обработки материал упаковывают и отправляют на склад готовой продукции.
Производство и реализация плит OSB
- Статьи
- Производство osb плит
Технология производства OSB панелей была разработана в начале 80-х годов прошлого века в США, где этот материал сразу же нашел свое широкое применение. По своему внешнему виду, такая панель напоминает привычную плиту ДСП. Однако технология ее изготовления является принципиально иной, что и обусловливает высокие эксплуатационные характеристики, в несколько раз превышающие характеристики ДСП.
Метод производства OSB плит
Метод, который применяется при изготовлении OSB плит – это прессование продуктов переработки древесины при высокой температуре и давлении. В качестве сырья, используются щепы хвойных пород, а для их склеивания применяется водостойкая смола специально разработанного состава. Основное отличие таких плит от других подобных материалов заключается в особом расположении щепы, которое и дало название материалу – плита с ориентированной стружкой.
Причем расположение это является различным в верхнем и внутреннем слоях материала. Во внешнем слое щепа располагается в продольном направлении, а во внутреннем слое – перпендикулярно. Подобное расположение позволяет обеспечить, с одной стороны, высокую прочность osb плиты. А с другой, гарантировать способность плит эффективно удерживать крепеж.
Плиты осб имеют определенные преимущества, по сравнению с обычной древесиной. Это не только повышенная прочность, но и более высокая устойчивость к биологическим поражениям (гниение, повреждение насекомыми). Прочность на изгиб значительно превышает аналогичные характеристики фанеры. Немаловажно и то, что плита ОСБ отличается влагостойкостью и пожаробезопасностью.
В ассортименте компании РусьСтройПитер плита osb 3, отделочные и строительные материалы высокого качества, фанера, цена на которые самая выгодная в Санкт-Петербурге.
Также мы предлагаем купить фанеру фсф сорт 2/3 и хвойную фанеру ФСФ в широком ассортименте.
» В Костромской области появится новый завод по производству плит OSB
Производство планируют запустить к 2021 году в Шарье. Мощности завода позволят производить 600 тыс. кубометров в год
К 2021 году планируется запустить новый завод ориентировочно-стружечных плит в городе Шарья Костромской области. О масштабных инвестициях на общую сумму 340 млн.евро в целях увеличения мощностей по производству OSB-плит объявила SWISS KRONO Group.
«Это решение показывает значительную инвестиционную активность группы компаний и подчеркивает ее амбициозные цели в сегменте строительных материалов» — прокомментировал планы компании маркетинговый директор SWISS KRONO Group Макс фон Типпельскирх. Расширение мощностей по выпуску OSB-плит, включая новый завод в России с годовым объемом производства 600 000 куб.метров, является ключевым направлением инвестиционной программы SWISS KRONO Group. Напомним, сейчас в Шарье актив группы — ООО «СВИСС КРОНО» – один из крупнейших в России производителей древесных плит. Завод выпускает плиты МДФ, ДСП, ламинированные напольные покрытия и настенные панели. Всего SWISS KRONO Group включает в себя десять предприятий в восьми странах: Швейцарии, Германии, Польше, России, Украине, США, Франции и Венгрии.
Завод выпускает плиты МДФ, ДСП, ламинированные напольные покрытия и настенные панели. Всего SWISS KRONO Group включает в себя десять предприятий в восьми странах: Швейцарии, Германии, Польше, России, Украине, США, Франции и Венгрии.
Специально для портала «ПроДерево» ситуацию на рынке OSB-плит в России и планы по введению в эксплуатацию в 2021 году завода по выпуску этого вида плит SWISS KRONO Group в Шарье прокомментировал эксперт StepChange ConsultingАлексей Бесчастнов:
— По предварительным данным, производство OSB в России в 2018 году составило около 1.2 млн кубических метров, а потребление превысило 1.3 млн кубических метров. При этом суммарные установленные мощности уже сегодня превышают 2 млн кубических метров (с учетом мощностей завода «Кроношпан» в Уфе, без учета кривой выхода на полную мощность). Планы на строительство заводов OSB есть у нескольких заметных игроков. Даже если взять только те планы, которые были озвучены крупными компаниями, уже присутствующими в древесно-плитном секторе в России, то мы получим дополнительные мощности более миллиона кубических метров в год в течение ближайших нескольких лет. При этом потенциал заместительного роста внутреннего рынка «наперекор кризису, за счет вытеснения части низкосортной фанеры и пиломатериалов» подходит к концу. Все это может привести либо к заметному падению цен (с возможным снижением загрузки или временными остановками части производств) в среднесрочной перспективе, либо к превращению России в одного из крупнейших мировых нетто-экспортеров OSB.
При этом потенциал заместительного роста внутреннего рынка «наперекор кризису, за счет вытеснения части низкосортной фанеры и пиломатериалов» подходит к концу. Все это может привести либо к заметному падению цен (с возможным снижением загрузки или временными остановками части производств) в среднесрочной перспективе, либо к превращению России в одного из крупнейших мировых нетто-экспортеров OSB.
— В целом планы Swiss Krono на производство OSB в России звучали уже неоднократно (например, в Пермском крае), — отметил г-н Бесчастнов. — SWISS KRONO Group является одной из лидирующих компаний в производстве OSB в Европе и одним из заметных игроков в мире, а Россия — одним из крупнейших и быстро растущих рынков OSB, к тому же и с хорошим экспортным потенциалом за счет низких операционных издержек. Поэтому, в целом, интерес SWISS KRONO Group к присутствию в России в качестве производителя OSB вполне понятен.
Источник: ПроДерево.net
ОСП плита – рост рынка неизбежен
Рассмотрим рынок ОСП (OSB) плиты в рамках объединения ЕАЭС (Россия, Беларусь, Казахстан, Армения, Киргизия). Это актуально в свете развития производства плит ОСП в республике Беларусь, которая наряду с Россией стала занимать ключевые позиции в данном направлении.
Это актуально в свете развития производства плит ОСП в республике Беларусь, которая наряду с Россией стала занимать ключевые позиции в данном направлении.
В настоящее время производственные мощности в ЕАЭС насчитывают 2,27 млн кбм, то есть уровень освоения составляет 68%. Все производственные мощности расположены в России и Беларуси. В республике Беларусь находится крупнейшее в мире производство плит ОСП с производительностью 900 000 кбм в год (ИООО «Кроноспан ОСБ»). Оттуда продукцию активно экспортируют в страны ЕС и Россию.
Основным потребительским рынком является Россия, на втором месте по потреблению — Казахстан, на третьем — Беларусь. В странах, где существует собственное производство плит ОСП, уровень потребления существенно выше.
На рынке очевидны две тенденции. Во-первых, падение
внутреннего потребления фанеры, с параллельным увеличением её производства и
экспорта. Во-вторых, стабильный и устойчивый рост потребления плит ОСП,
несмотря на кризисные явления в российской экономике в 2014-2016 годы. Объём
потребления плит ОСП почти сравнялся с потреблением фанеры.
Объём
потребления плит ОСП почти сравнялся с потреблением фанеры.
На текущий момент можно заключить, что фактический объём производства плит ОСП в рамках ЕАЭС превысил объём видимого потребления в 2015 году. Таким образом, рынок ОСП стран ЕАЭС можно считать условно дефицитным только из-за экспорта плит ОСП за пределы объединения.
С учётом того, что на настоящий момент не все производственные мощности запущены в полную силу, можно ожидать, что превышение производства над потреблением в рамках ЕАЭС в ближайшие годы усилится. С другой стороны, рост потребления плит ОСП в ближайшие годы может быть простимулирован восстановлением экономики и строительной отрасли.
Избыточные объёмы продукции экспортируются на внешние рынки. При этом, экспортным товаром является фанера, а не плита ОСП. Порядка 65% производимой в стране фанеры экспортируется, в то время как доля экспорта ОСП составляет всего 10,7%.
Суммарное видимое потребление конструкционных плит в России
составляет порядка 2,67 млн кбм. , и этот уровень практически не меняется с 2013
года. Изменяется только структура потребления в виде увеличения потребления
плит ОСП и снижения потребления фанеры.
, и этот уровень практически не меняется с 2013
года. Изменяется только структура потребления в виде увеличения потребления
плит ОСП и снижения потребления фанеры.
Производство фанеры с избытком перекрывает потребности внутреннего рынка, в то время как потребности рынка в ОСП отечественного производства в настоящее время не обеспечены. После пуска производства холдинга Kronospan в Беларуси суммарные объёмы производства плиты ОСП в России и Беларуси закрывают всю видимую потребность в плите ОСП всех государств участников ЕАЭС.
С учётом того, что производства плит ОСП, запущенные в России и Беларуси, не вышли на полную мощность, в ближайшей перспективе рынок стран ЕАЭС будет насыщаться продукцией собственного производства. Дефицит на внутреннем рынке может возникнуть только при существенном росте экспорта плиты ОСП или динамичном росте спроса со стороны строительной отрасли.
Российский рынок плит ОСП в настоящее время является дефицитным, так как объём производства существенно ниже, чем объём видимого потребления. Недостаток плит ОСП закрывается импортом. Тем не менее, если рассматривать в рамках ЕАЭС, производство плит ОСП перекрывает видимое потребление в рамках объединения, что достигается большим объёмом поставки из республики Беларусь.
Недостаток плит ОСП закрывается импортом. Тем не менее, если рассматривать в рамках ЕАЭС, производство плит ОСП перекрывает видимое потребление в рамках объединения, что достигается большим объёмом поставки из республики Беларусь.
Крупнейшие производители ОСП (ОСБ) плиты
К крупнейшим заводам по производству ОСП (ОСБ) плиты относятся ООО «Хиллман Лимитед», ООО «Кроношпан», ООО «СТОД» и ИООО «Кроноспан ОСБ». Эти компании активно конкурируют на наиболее премиальном рынке России. Среди них два крупнейших производства — ООО «СТОД» и ИООО «Кроноспан ОСБ» ориентированы непосредственно на рынок Москвы и Московской области.
Рынок плит ОСП находится в стадии формирования, что
предполагает географическое зонирование домашних рынков для каждого
производства, которое будет определятся эффективным расстоянием
транспортировки. Стадия формирования рынка предполагает активное создание предприятиями-производителями
дилерской сети, экспортных поставок и наращивание объёмов производства. При
достижении точки насыщения локальные рынки будут поделены по минимальному
ценовому или эксклюзивному предложению.
При
достижении точки насыщения локальные рынки будут поделены по минимальному
ценовому или эксклюзивному предложению.
Для продукции как плита ОСП минимальная цена является ключевым фактором при продажах. Достижение минимальной цены обуславливается производственными возможностями (минимальные цены на сырьё, масштаб производства и т. д.) и минимальными транспортными затратами до потребителя (дилера).
Мировая практика развития рынка плит ОСП показывает, что по мере ввода предприятий с большими производственными мощностями, использующими эффективные технологии производства (непрерывного прессования), небольшие предприятия с неэффективным оборудованием уходят с рынка из-за высоких операционных затрат.
Предприятия, введённые в строй за последние годы на этапе
формирования рынка, будут иметь существенные преимущества. Новым игрокам
впоследствии будет существенно сложнее получить свою долю рынка. В настоящее
время заявлено множество инвестиционных проектов по производству плит ОСП.
Несмотря на то, что на текущий момент российский рынок плит ОСП практически насыщен, у него есть потенциал роста за счёт развития строительной отрасли.
Производство OSB — ОСП. России представлены плиты OSB десяти наиболее успешных производителей: Norbord, Glunz (Глюнц (Германия)), OSB Egger (ЭГГЕР (Австрия)), Krono (Швейцария), Ainsworth (Канада), Louisiana Pacific Corporation (США). Georgia Pacific (США
Производители OSB
На сегодняшний день в России представлены плиты OSB десяти наиболее успешных производителей:
· Norbord (Норборд (США, КАНАДА, БЕЛЬГИЯ)
· Glunz (Глюнц (Германия))
· Egger (ЭГГЕР (Австрия))
· Krono (Швейцария)
· Arbeс (Канада)
· Grant (Канада)
· Ainsworth (Канада)
· Louisiana Pacific Corporation (США)
· Georgia Pacific (США)
Мы расскажем о тех из них, чья продукция
Krono (Швейцария) — Bolderaja Болдерая (Латвия)
Завод Bolderaja был основан в 1969 году и уже более 30 лет работает на международном рынке. Сегодня ООО „Bolderaja Ltd» является одним из крупнейших предприятий по переработке древесины в Балтийских странах и единственным производителем древесностружечной плиты в Латвии. C 2005 года ООО „Bolderaja Ltd» входит в состав концерна Кроношпан. Предприятие производит плитные материалы из дерева – продукцию, которую широко применяют в производстве мебели, а также в строительстве. На сегодняшний день ООО „Bolderaja Ltd» экспортирует более чем 80% произведенной продукции. Расходные материалы для производства плиты – баланс, технологические дрова, опилки и синтетическая связующая смола. Плитные материалы характеризуются высокими показателями физико-механических свойств. В целях сохранения качества продукции, быстрой реакции на возрастающие требования покупателей и повышения эффективности производства, в 2000 году на предприятие была введена система управления качеством продукций согласно требованиям ISO 9001:2000, о чем получен сертификат, выданный организацией Bureau Veritas Quality International.
Сегодня ООО „Bolderaja Ltd» является одним из крупнейших предприятий по переработке древесины в Балтийских странах и единственным производителем древесностружечной плиты в Латвии. C 2005 года ООО „Bolderaja Ltd» входит в состав концерна Кроношпан. Предприятие производит плитные материалы из дерева – продукцию, которую широко применяют в производстве мебели, а также в строительстве. На сегодняшний день ООО „Bolderaja Ltd» экспортирует более чем 80% произведенной продукции. Расходные материалы для производства плиты – баланс, технологические дрова, опилки и синтетическая связующая смола. Плитные материалы характеризуются высокими показателями физико-механических свойств. В целях сохранения качества продукции, быстрой реакции на возрастающие требования покупателей и повышения эффективности производства, в 2000 году на предприятие была введена система управления качеством продукций согласно требованиям ISO 9001:2000, о чем получен сертификат, выданный организацией Bureau Veritas Quality International.
В 2007 году завод Bolderaja начал производство плит OSB. На данный момент ООО „Bolderaja Ltd» является единственным производителем плит OSB в странах Балтии.
Входящие в концерн Krono производители:
Kronospan (Кроношпан (Венгрия))
Kronopol (Кронопол (Польша))
Kronoply (Кроноплай (Германия))
Ассортимент, отличительные черты плит OSB:
Шлифованная плита OSB
| Размеры плиты, мм | Толщина, мм |
|---|---|
| 2500*1250 | 8, 9, 10, 11, 12, 15, 18, 22, 25 |
| 2800*1250 | 12 |
Средняя плотность 580-630 кг/м3
Содержание формальдегида (мг/100г) – 8мг (класс эмиссии E1)
Торцевой срез плиты не окрашен.
При производстве плит OSB используется преимущественно сосна
Grant Forest Products Ltd. – Грант (Онтарио, Канада)
Производственный концентр Grant Forest Products Ltd. основан в декабре 1981 г. в г. Englehart (Онтарио, Канада). Серьёзный и грамотный подход к стратегии развития, а так же оснащённые по последнему слову техники производственные базы, за 30 лет работы вывели концерн в лидирующую пятёрку производителей OSB Северной Америки и Канады.
в г. Englehart (Онтарио, Канада). Серьёзный и грамотный подход к стратегии развития, а так же оснащённые по последнему слову техники производственные базы, за 30 лет работы вывели концерн в лидирующую пятёрку производителей OSB Северной Америки и Канады.
Ассортимент, отличительные черты плит OSB:
Шлифованная плита OSB
| Размеры плиты, мм | Толщина, мм |
|---|---|
| 2440*1220 | 9,5; 11,1; 11,9; 15,9; 18,3 |
| 2500*1250 | 9,5; 11,1; 11,9; 15,9; 18,3 |
Средняя плотность 550 — 660 кг/м3
Содержание формальдегида (мг/100г) – 8мг (класс эмиссии E1)
Торцевой срез плиты окрашен – цвет серый.
При производстве плит OSB используется ель и сосна, реже — лиственница.
Norbord Норборд (Великобритания)
Канадская компания «Norbord» образована в 1987 под именем Noranda Forest Inc, на о. Ньюфаундленд.
На сегодняшний день компания насчитывает 11 заводов OSB (из них два в Европе), 2 завода MDF, 2 завода ДСП, 1 завод фанеры и 1 завод мебельных плит в Соединенных Штатах. Общие активы компании составляют 1,5 млрд. $., общее число служащих — 2 700 чел. Головной офис — Торонто, Канада.
Общие активы компании составляют 1,5 млрд. $., общее число служащих — 2 700 чел. Головной офис — Торонто, Канада.
Norbord — это первая в мире плита OSB, производимая на конвейерном прессе. Благодаря этому характеризуется стабильностью размеров, тщательно выдержанной толщиной, высокой устойчивостью к атмосферным условиям, упругостью и хорошей звукоизоляцией.
Внимание! Указывая в скобках страну происхождения, мы делаем акцент на производителя, чья плита OSB имеется на нашем складе.
Ассортимент, отличительные черты плит OSB:
Шлифованная плита OSB
| Размеры плиты, мм | Толщина, мм |
|---|---|
| 2440*1220 | 8, 9, 10, 11, 12, 15, 18, 22, 25 |
| 2500*1250 | 9, 10, 11, 12, 15, 18, 22, 25 |
Средняя плотность 550 — 660 кг/м3
Содержание формальдегида (мг/100г) – 6,5-8мг (класс эмиссии E1)
Торцевой срез плиты – не окрашен
При производстве плит OSB используется преимущественно ель и сосна, реже — лиственница.
Georgia-Pacific Джорджия-Пацифик (ш.Джорджия, США)
Georgia-Pacific является одной из крупнейших корпораций строительной индустрии Северной Америки. Штаб-квартира компании расположена в г. Атланта (Джорджия, США). Компании, входящие в GP, производят широкий спектр продукции, предназначенной для использования в строительстве, сельском хозяйстве и химической промышленности.
OSB плиты GP производит с 1982г.
Ассортимент, отличительные черты плит OSB:
Шлифованная плита OSB
| Размеры плиты, мм | Толщина, мм |
|---|---|
| 2440*1220 | 9, 9,5, 11,1, 11,9, 15,1, 18,3 |
Средняя плотность 620 – 720 кг/м3
Содержание формальдегида (мг/100г) – 8мг (класс эмиссии E1)
Торцевой срез плиты окрашен – насыщенный синий
При производстве плит OSB используется преимущественно ель и сосна, реже — лиственница.
Louisiana-Pacific Corp – Луизиана-Пацифик (Теннеси, США)
Корпорация Louisiana Pacific основана в 1973г. и имеет 29 заводов на территории США, Канады и Южной Америки. Производит широкий спектр продукции строительного назначения (сайдинг, различные утеплители, строганную и клееную продукцию и, непосредственно, OSB).
и имеет 29 заводов на территории США, Канады и Южной Америки. Производит широкий спектр продукции строительного назначения (сайдинг, различные утеплители, строганную и клееную продукцию и, непосредственно, OSB).
LP более 20 лет назад первая в мире начала производство OSB (ОСП) плит в промышленном масштабе и сегодня является признанным лидером среди производителей OSB плит с годовым объемом производства превышающим 15 миллионов кубов в год.
На сегодняшний день LP является мировым лидером по объемам производства плит OSB, производя более 20% от общемирового объема производства OSB. Штаб-квартира компании расположена в г. Нэшвилл (Теннеси, США).
К особенностям OSB плит от LP можно отнести специально разработанное покрытие безопасность ACI®, благодаря которому плита имеет крупнозернистую поверхность, препятствующую скольжению, тем самым, обеспечивается безопасность работ на наклонных поверхностях кровли.
Ассортимент, отличительные черты плит OSB:
Шлифованная плита OSB
| Размеры плиты, мм | Толщина, мм |
|---|---|
| 2440*1220 | 9,5, 11,1, 11,9, 15,1, 15,9, 18,3 |
Средняя плотность 550 — 660 кг/м3
Содержание формальдегида (мг/100г) – 8мг (класс эмиссии E1)
Торцевой срез плиты окрашен – насыщенный красный
При производстве плит OSB используется преимущественно ель и сосна, реже — лиственница.
Glunz AGEPAN — Глюнц АГ (Неттагау, Германия)
Производство Глюнц, входит в состав международной группы Sonae.
История компания начинается с 1932 года с небольшого предприятия по переработке древесины. Сегодня предприятие входит в группу Sonae Industria, являющимся мировым лидером по переработке древесины.
Ассортимент, отличительные черты плит OSB:
Плита шлифованная, не шлифованная плита OSB
| Размеры плиты, мм | Толщина, мм |
|---|---|
| 2440*1220 | 9,5, 11,1, 11,9, 15,1, 15,9, 18,3 |
Средняя плотность 550 — 660 кг/м3
Содержание формальдегида (мг/100г) – 8мг (класс эмиссии E1)
Торцевой срез плиты не окрашен
При производстве плит OSB используется преимущественно ель и сосна, реже — лиственница.580 — 650 кг/м3 (в среднем 615 кг/м3)
EGGER Эггер (Германия)
Группа компаний ЭГГЕР , головное предприятие которой находится в городе Ст. Иоганне в Тироле, была образована в 1960 году Фритцем Эггером-старшим Сейчас её возглавляют представитель второго поколения Михаэль Эггер, Вальтер Шигль, Томас Ляйсинг и Ульрих Бюлер. Первый завод по производству древплит открыт в 1961 г.
Иоганне в Тироле, была образована в 1960 году Фритцем Эггером-старшим Сейчас её возглавляют представитель второго поколения Михаэль Эггер, Вальтер Шигль, Томас Ляйсинг и Ульрих Бюлер. Первый завод по производству древплит открыт в 1961 г.
Со временем в группу ЭГГЕР вошли 16 предприятий в пяти странах, на которых занято около 5.100 сотрудников. Общее количество выпускаемой продукции заводами EGGER — 5 000 000 мІ древесных плит в год. Появились также представительства в важнейших промышленных странах мира.
Компания ЭГГЕР охватывает около 10% европейского рынка. Семейное предприятие относится к ведущим мировым производителям ДСП, МДФ, ОСП.
Ассортимент, отличительные черты плит OSB:
Плита шлифованная, не шлифованная плита OSB
| Размеры плиты, мм | Толщина, мм |
|---|---|
| 2500*1250 | 6, 8, 10. 12, 15, 18, 22 |
Средняя плотность 600 — 650 кг/м3
Содержание формальдегида (мг/100г) – 8мг (класс эмиссии E1)
Торцевой срез плиты не окрашен
При производстве плит OSB используется преимущественно ель и сосна, реже — лиственница.
Как это сделано: Ориентированно-стружечная плита
Заготовка древесины
Одним из преимуществ ориентированно-стружечных плит (OSB) является то, что в них используются бревна небольшого диаметра из быстрорастущих пород, выбранных в соответствии с географическим расположением заводов и растений, таких как осина, южная желтая сосна, тополь или тополь черный. Ищите производителей, которые работают с лесами, которые управляются ответственно (например, земли, сертифицированные FSC или SFI) и собирают сырье с близкого радиуса (скажем, от 50 до 150 миль). После того, как бревна оказываются на месте, их складывают в штабели или, в северных районах в более холодные месяцы, помещают в большие пруды, которые нагреваются дровяными горелками, работающими от древесных отходов завода.Эти пруды размораживают, моют и размягчают бревна.
Разбейте его сейчас
Бревна окоряются — кора часто повторно используется в качестве топлива для заводских операций — и загружается в крутильные машины, где ножи в кольцевой или вентиляторной конфигурации (с 30-50 лезвиями на каждый) разрезают и режут все кубиками. войдите в пряди, которые обычно имеют длину от 3 до 6 дюймов, ширину 1 дюйм и толщину 0,03 дюйма. Здесь древесина не тратится впустую: пряди просеиваются, чтобы отсеять нежелательные, которые отправляются в бункеры для влажного топлива для повторного использования.Выполнение этого перед сушкой прядей исключает излишнее потребление энергии, и заводы OSB обычно держат запас прядей под рукой на случай, если скручивающее устройство выйдет из строя для смены ножей, чтобы линия могла работать непрерывно.
войдите в пряди, которые обычно имеют длину от 3 до 6 дюймов, ширину 1 дюйм и толщину 0,03 дюйма. Здесь древесина не тратится впустую: пряди просеиваются, чтобы отсеять нежелательные, которые отправляются в бункеры для влажного топлива для повторного использования.Выполнение этого перед сушкой прядей исключает излишнее потребление энергии, и заводы OSB обычно держат запас прядей под рукой на случай, если скручивающее устройство выйдет из строя для смены ножей, чтобы линия могла работать непрерывно.
Пряди вместе под давлением
После пропускания через сушилку, где температура может колебаться от 1500 F на входе до 200 F на выходе, пряди смешиваются со смесью смол и восков, которая варьируется в зависимости от производителя, древесной смеси, времени выдержки. год и другие факторы.Затем пряди укладываются в маты глубиной от 3 до 8 дюймов на непрерывной ленте шириной примерно от 8 до 12 футов, и длина этих циновок обрезается, чтобы соответствовать прессам для растений. Контроль за окружающей средой должен очищать отработанный воздух, а мокрые электрофильтры, высокая температура и слои среды могут отфильтровывать золу или летучие органические соединения перед выбросом. Тогда пришло время прессовать: маты выпекаются при температуре выше 400 F и под давлением, которое зависит от толщины плиты, но обычно составляет около 1300 фунтов на квадратный дюйм.
Контроль за окружающей средой должен очищать отработанный воздух, а мокрые электрофильтры, высокая температура и слои среды могут отфильтровывать золу или летучие органические соединения перед выбросом. Тогда пришло время прессовать: маты выпекаются при температуре выше 400 F и под давлением, которое зависит от толщины плиты, но обычно составляет около 1300 фунтов на квадратный дюйм.
Cool It, Cut It, Deliver It
На выходе из прессов (выхлопной воздух которых перед выпуском часто обрабатывается регенеративными каталитическими окислителями или регенеративными термоокислителями), плиты OSB разрезаются по размеру, при этом большинство панелей обрезано до 4 фута на 8 футов, а края обрезков и пыль повторно используются в качестве источников топлива для линии.Доски могут быть подвергнуты модификации, например, радиационным барьером или насечками под шип. После проверки качества платы упаковываются для доставки. Прокрутите ниже, чтобы ознакомиться с ассортиментом OSB на рынке.
Эйнсворт, точка SIX Полы
Благодаря запатентованной конической кромке, которая уменьшает вздутие, пол pointSIX OSB от Ainsworth не должен коробиться, провисать или коробиться. Он отличается гребенчатым профилем для плоской укладки, а конусность его кромки была основана на исследованиях, показывающих, что 0.Глубина ленты 6 мм — самый эффективный способ уменьшить разбухание кромок. Он поставляется с 25-летней гарантией на расслаивание и доступен в различных стандартных размерах и толщинах. Древесина вырубается из лесов, соответствующих стандарту SFI, в Альберте, Британская Колумбия, и Онтарио, Канада, при этом большая часть ее приходится на северную осину, а небольшая часть в Британской Колумбии — это сосновая древесина, убитая горным сосновым жуком. ainsworthengineered.com
LP Building Products, LP TechShield Radiant Barrier
LP Building Products закупает небольшие быстрорастущие деревья из лесов, прошедших сертификацию SFI, и поставляет смолы с низким уровнем выбросов для своей защитной оболочки TechShield Radiant Barrier. Компания использует весь бревно в производственном процессе, а любые отходы используются в качестве топлива для комбината. Эти панели OSB имеют тонкий лист алюминия, ламинированный с обшивкой LP OSB, и включают VaporVents, разрезы, которые проникают через лучистый барьер, клей и подложку OSB, чтобы панели могли быстро высохнуть от строительной влаги. Панели размером 47 7/8 дюйма на 95 7/8 дюйма могут быть следующих категорий производительности: 7/16, 15/32, ½, 19/32 и 23/32. LP сообщает, что он использует только безопасные смолы с низким уровнем выбросов и не добавляет мочевину формальдегид в процессе.lpcorp.com/techshield
Компания использует весь бревно в производственном процессе, а любые отходы используются в качестве топлива для комбината. Эти панели OSB имеют тонкий лист алюминия, ламинированный с обшивкой LP OSB, и включают VaporVents, разрезы, которые проникают через лучистый барьер, клей и подложку OSB, чтобы панели могли быстро высохнуть от строительной влаги. Панели размером 47 7/8 дюйма на 95 7/8 дюйма могут быть следующих категорий производительности: 7/16, 15/32, ½, 19/32 и 23/32. LP сообщает, что он использует только безопасные смолы с низким уровнем выбросов и не добавляет мочевину формальдегид в процессе.lpcorp.com/techshield
Edge Gold Flooring, Weyerhaeuser
Панели Weyerhaeuser ’s Edge Gold OSB, оснащенные технологией самодренирования Down Pore, предназначены для отвода воды с поверхностей панелей и отвода ее от нижних балок для дальнейшего повышения устойчивости панелей к дождю и влаге. Технология Down Pore состоит из трех профильных дренажных канавок на одном из узких концов каждой панели размером 4 на 8 дюймов. По словам производителя, конструкция не должна забиваться опилками или клеем.Weyerhaeuser улучшила рецептуру краевого уплотнения Edge Gold, чтобы уменьшить его сглаживание, и увеличила гарантию компании «без песка» с 90 до 200 дней. Эта гарантия гарантирует строителям, что панели выдержат набухание кромок в течение более шести месяцев погодных условий во время строительства. Weyerhaeuser также предоставляет 50-летнюю ограниченную гарантию. woodbywy.com
По словам производителя, конструкция не должна забиваться опилками или клеем.Weyerhaeuser улучшила рецептуру краевого уплотнения Edge Gold, чтобы уменьшить его сглаживание, и увеличила гарантию компании «без песка» с 90 до 200 дней. Эта гарантия гарантирует строителям, что панели выдержат набухание кромок в течение более шести месяцев погодных условий во время строительства. Weyerhaeuser также предоставляет 50-летнюю ограниченную гарантию. woodbywy.com
ZIP System Liquid Flash, Huber Engineered Woods
ZIP System Liquid Flash оправдывает свое название: жидкая гидроизоляционная мембрана для герметизации неровных, изогнутых или трудновоспламеняющихся участков.Он предназначен для дополнения системной ленты ZIP Huber и панелей обшивки крыши и стен. Доступен в упаковке по 20 унций. трубка колбасы или 29 унций. картридж, жидкость системы ZIP связывается и отверждается в сырую погоду и на влажных основаниях и становится водонепроницаемой вскоре после установки, согласно заявлению производителя. Обшивка крыши и стен системы ZIP состоит из конструкционных панелей OSB со встроенными защитными барьерами. Обшивка теперь также доступна со сплошной изоляцией из пеноматериала. zipsystem.com
Обшивка крыши и стен системы ZIP состоит из конструкционных панелей OSB со встроенными защитными барьерами. Обшивка теперь также доступна со сплошной изоляцией из пеноматериала. zipsystem.com
Ориентированно-стружечная плита как строительный материал
Опубликовано в марте 2017 г. | Id: FAPC-145
К Салим Хизироглу
Введение
С середины 80-х годов прошлого века плиты с ориентированной стружкой (OSB) были одними из наиболее распространенных
б / у инженерные панели на основе древесины для строительных конструкций в жилых секторах
в Северной Америке.OSB была впервые произведена в Канаде в 1964 году, но не нашла своего
прочный статус на рынке до середины 1980-х годов.
Количество заводов по производству OSB увеличилось более чем на 50 процентов с 1990 по 1997 год. общий объем производства OSB в Северной Америке составляет приблизительно 706 миллионов футов 3 (20 миллионов м 3 ), и существует около 20 компаний, производящих OSB в Соединенных Штатах, Канаде. и Европе.
Лесопромышленные компании используют сырье более эффективно и
технологии более экологически чистыми способами. При таком подходе к управлению
леса, изделия из инженерных древесных композитов, такие как OSB, получили значительную
роль на мировом рынке. Спад производства фанеры во многих странах из-за
ограниченными крупными поставками бревен и экологическими проблемами, увеличит производство
OSB в будущем. Ожидается, что производство OSB продолжит расти на Севере.
Америка и Европа и имеют основную долю на рынке конструкционных древесных композитов.
Ожидается, что производство OSB продолжит расти на Севере.
Америка и Европа и имеют основную долю на рынке конструкционных древесных композитов.
В данном информационном бюллетене приведены основные этапы производства OSB и некоторые из ее свойств. как строительный материал.
Базовый процесс производства OSB
OSB изготавливается из быстрорастущих небольших деревьев.Заводы внутреннего побережья Западного побережья производят
Для OSB в основном используются бревна из сосны, в среднем от 10 до 12 дюймов в диаметре.
высота груди (DBH). Предприятия на юге используют прореживание сосновых плантаций, южная сосна
и мягкие лиственные породы, такие как осина, со средней величиной DBH 8 дюймов.
Короткие сегменты бревен промываются и окоряются перед производством прядей с использованием дисковые или кольцевые измельчители.Обычно размер нити составляет примерно 0,5 на 3 дюйма. на 0,02 дюйма в зависимости от типа процесса и сырья. Размер прядей может быть изменен в зависимости от целевых характеристик панели.
Поскольку влажность прядей составляет от 40 до 75 процентов, их сушат. до 5-10% влажности в больших вращающихся однопроходных или трехходовых сушилках с температура на входе достигает 1250 o F.
Сушеные пряди подразделяются на две секции с использованием сит разного размера. Больше
пряди используются для лицевых слоев, а более мелкие пряди укладываются в
основной слой. Пряди лицевого и основного слоев смешиваются отдельно с внешним связующим.
во вращающемся блендере барабанного типа. В зависимости от процесса, определенный процент
воск и другие химические вещества также могут применяться в процессе смешивания.
Больше
пряди используются для лицевых слоев, а более мелкие пряди укладываются в
основной слой. Пряди лицевого и основного слоев смешиваются отдельно с внешним связующим.
во вращающемся блендере барабанного типа. В зависимости от процесса, определенный процент
воск и другие химические вещества также могут применяться в процессе смешивания.
На рисунках 1 и 2 показана ориентация прядей типичной OSB и общего производственного технологическая карта OSB соответственно.
Рисунок 1. Схема, показывающая ориентацию прядей типичной OSB.
Схема, показывающая ориентацию прядей типичной OSB.
Рисунок 2. Общая схема производства OSB. От Дж. Ловуда. Ориентированно-стружечная плита и Вафельный картон. 1997. Конструкционные изделия из дерева. Фонд исследований PFS.
При производстве OSB фенолформальдегид (PF) и дифенилметандиизоцианат (MDI)
два типа водостойких смол, обычно используемых в качестве связующего. Пряди, покрытые
одна из этих смол готова к формированию мата, что является наиболее важным процессом
определение свойств панели.
При формировании прядей используется простая конструкция прядильных дисков. Лицо и основные слои мата ориентированы друг напротив друга и последовательно опускаются на конвейерная лента. Толщина мата зависит от конечной толщины прессованного материала. панель и ее плотность.
На обычном заводе по производству OSB линии формования имеют ширину от 6 до 8 футов.Коврик несут по направлению к прессу, и поперечная пила обрежет мат до желаемой длины панели. Индивидуальный маты загружаются в пресс с несколькими отверстиями, имеющий от 10 до 20 отверстий в зависимости от мощность завода.
Сочетание давления и температуры применяется для отверждения смолы и придания жесткости. к панели.Типичные параметры пресса включают температуру от 400 до 425 ° F и
давление от 650 до 800 фунтов на квадратный дюйм в течение приблизительно 4-6 минут. Прессованные панели удаляются
от линии прессования и кондиционируются на вращающемся охладителе перед нарезкой на
желаемые размеры.
к панели.Типичные параметры пресса включают температуру от 400 до 425 ° F и
давление от 650 до 800 фунтов на квадратный дюйм в течение приблизительно 4-6 минут. Прессованные панели удаляются
от линии прессования и кондиционируются на вращающемся охладителе перед нарезкой на
желаемые размеры.
Позднее панели шлифуются для улучшения шероховатости поверхности.Определенные процессы, таких как профилирование с краями гребня и канавки или рельефный экран на одном лицо для предотвращения скольжения при укладке на крышу, также может наноситься на поверхность панелей специального назначения.
Приложения
OSB широко используется для обшивки стен, стяжки пола, кровельного покрытия и двутавровой балки. как в коммерческом, так и в жилом здании.OSB также используется в мебели, катушках,
лайнеры для прицепов и полы для транспортных средств. На рисунке 3 показаны сайдинг и двутавровая балка.
применение OSB в строительстве.
как в коммерческом, так и в жилом здании.OSB также используется в мебели, катушках,
лайнеры для прицепов и полы для транспортных средств. На рисунке 3 показаны сайдинг и двутавровая балка.
применение OSB в строительстве.
Рисунок 3. Применение OSB в качестве сайдинга и двутавровой балки.
Применение OSB в качестве сайдинга и двутавровой балки.
Как и другие изделия из дерева, OSB также склонна к гниению при оптимальных условиях. для биологических микроорганизмов, например грибка. Борат цинка и оксин меди распыляются в качестве фунгицидов для повышения устойчивости OSB к биологическому разложению.В целом, OSB не используется там, где есть прямой контакт с источником влаги, например, почва. Однако кратковременное пребывание под дождем во время установки OSB в жилищном строительстве не должна вызывать особых проблем в сроках стабильности размеров.
Во время установки рекомендуется оставлять зазор 1/8 дюйма между панелями во избежание
возможное коробление из-за расширения. Большинство плит OSB также обрабатываются герметиком.
по краям панели, чтобы уменьшить проникновение влаги в течение срока службы.
Большинство плит OSB также обрабатываются герметиком.
по краям панели, чтобы уменьшить проникновение влаги в течение срока службы.
Вот некоторые из преимуществ OSB перед другими древесными материалами:
- OSB может использоваться как для структурных, так и для неструктурных применений, таких как мебель рамы, декоративные стеновые панели, стеллажи, упаковка и ящики, изготовление поддонов, поддоны для сухого хранения и промышленные столешницы.
- Противоположное направление прядей лицевого и внутреннего слоя дает очень высокие свойства изгиба
до OSB, которые практически сопоставимы с фанерой. Если поверхность OSB сильно
отшлифованный, его можно даже использовать в качестве основы для накладок для специальных структурных применений.
- Поскольку OSB изготавливается из деревьев небольшого диаметра, они имеют очень низкое отрицательное воздействие на окружающую среду по сравнению с фанерой.Одним из недостатков OSB является отсутствие возможности печати. по сравнению с фанерой и ее большее разбухание по толщине, чем у фанеры под крайним условия.

В Таблице 1 приведены некоторые физико-механические свойства класса оболочки. OSB по сравнению с фанерой.
Таблица 1. Некоторые из физико-механических свойств типичной OSB.
| Недвижимость | Фанера | OSB |
|---|---|---|
| Прочность на изгиб | ||
| Модуль упругости | 1,0-1,9_10 6 фунтов на кв. Дюйм Дюйм | 0.7-1,2_10 6 |
| Модуль разрыва | 3000-7000 фунтов на кв. Дюйм | 3000-4000 фунтов на кв. Дюйм |
| Прочность на разрыв | 1,500-4,000 фунтов на кв. Дюйм | 1000-1500 фунтов на кв. Дюйм |
| Прочность на сжатие | 3000-5000 фунтов на кв. Дюйм Дюйм | 1,500-2,500 фунтов на кв. Дюйм |
| Прочность на сдвиг | 600-1000 фунтов на кв. Дюйм | 1000-1500 фунтов на кв. Дюйм |
| Линейное расширение (От 30% до 90% относительной влажности) | 0.15% | 0,15% |
Для получения дополнительной информации
APA The Engineering Wood Association
7011 С. 19-го
19-го
Tacoma, WA 98466
(235) 565-6600
www.apawood.org
Ассоциация структурных плат
25 Valleywood Dr. Unit 27
Маркхэм, Онтарио, Канада
(905)474-1100
www.osbguide.com
Канадский совет по древесине
99 Банк ул.Люкс 400
Оттава, Онтарио
Канада
1-800-463-5091
www. cwc.ca
cwc.ca
Фонд исследований PFS
2402 Daniels St Madison, WI 53718
(608) 221-3361
www.pfscorporation.com
Салим Хизироглу
Специалист FAPC по изделиям из дерева
Была ли эта информация полезной?
ДА НЕТ Свойства масла семян конопли Существует более 40 сортов конопли.Коноплю можно выращивать для получения семян, клетчатки или масла. Конопля может использоваться в пищевых продуктах или составах кормов при условии, что продукты одобрены Управлением по санитарному надзору за качеством пищевых продуктов и медикаментов (FDA) для пищевых продуктов и Ассоциацией американских чиновников по контролю за кормами (AAFCO) для кормовых продуктов. Семена конопли и масло семян конопли можно использовать в пищевых продуктах.
Семена конопли и масло семян конопли можно использовать в пищевых продуктах.
Измерение и контроль влажности при производстве OSB | Process Sensors Corp
Знаете ли вы, что ориентированно-стружечные плиты (OSB) заменяют фанеру в качестве предпочтительного материала для обшивки и полов в большинстве новых домов, построенных в Северной Америке? OSB — это материал с хорошими механическими свойствами и невысокой стоимостью.Это также более возобновляемый продукт, чем фанера, потому что его можно производить из небольших быстрорастущих деревьев.
Контроль влажности имеет решающее значение при производстве стабильных высококачественных плит OSB. Содержание влаги и ее распределение влияют на склеивание древесных волокон. Если уровень влажности слишком высок, смола не будет в достаточной степени связываться с древесиной и произойдет расслоение. Чрезмерное высыхание древесных волокон требует использования большего количества смолы и отходов топлива, что увеличивает затраты, а также увеличивает риск возникновения вспышек возгорания.
Процесс производства OSB
Окорка и скрутка
Большинство производителей OSB используют бревна диаметром от 8 до 12 дюймов на уровне груди (DBH). Поступающие бревна режут, замачивают и окоряют перед тем, как разрезать их на пряди длиной от 3,5 до 6 дюймов и шириной 1 дюйм. Затем зеленые пряди хранятся во влажных контейнерах для сушки.
Сушка, просеивание и смешивание
Поскольку влажность влажных прядей составляет от 40 до 75%, их сушат до влажности от 5 до 10% во вращающейся однопроходной или трехходовой сушилке с входной температурой до 1250 градусов по Фаренгейту.Затем высушенные пряди просеиваются и смешиваются со связующим веществом и воском перед тем, как попасть в формирователь, где пряди укладываются в виде сплошного мата.
Линия формования и прессования
Сушеные пряди подразделяются на два размера с использованием различных размеров сита. Крупные пряди используются для нижнего и верхнего лицевых слоев OSB-панели, а более мелкие пряди используются для внутреннего слоя. Лицевой и сердцевинный слои ориентированы друг напротив друга и последовательно укладываются на конвейерную ленту в виде мата.Общая толщина мата зависит от желаемой толщины и плотности готовой панели. Маты превращаются в панели под высоким давлением и температурой в прессе.
Лицевой и сердцевинный слои ориентированы друг напротив друга и последовательно укладываются на конвейерную ленту в виде мата.Общая толщина мата зависит от желаемой толщины и плотности готовой панели. Маты превращаются в панели под высоким давлением и температурой в прессе.
Финишная линия
Прессованные панели снимаются с линии прессования и кондиционируются на вращающемся охладителе перед обрезкой до окончательных размеров.
Параметры качества и точки измерения
Измерения влажности, смолы и парафина можно проводить одновременно в нескольких точках производственного процесса OSB с помощью датчиков Process Sensors Corporation (PSC).
Влажность зеленой древесной щепы можно измерить для расчета загрузки сушилки и контроля скорости подачи сушилки. Без контроля скорости подачи сушилка может быть легко перегружена.
После сушилки измерение влажности можно проводить на весовой ленте перед смесителем. Измерения в этом месте часто используются в качестве индикатора уровня влажности, а не абсолютного измерения влажности, цель состоит в том, чтобы сузить конечное содержание влаги в пряди за счет более жесткого контроля сушки.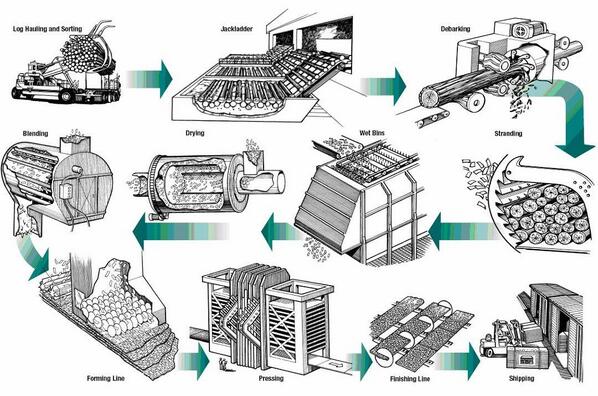
На выходе из блендера можно одновременно измерить влажность, воск и смолу. Измерения содержания воска и смолы часто используются в качестве трендов в этом месте.
На формовочной линии измерения обычно проводят на нижнем, внутреннем и верхнем слоях.
Места установки
Датчик PSC обычно устанавливается на расстоянии от 6 до 16 дюймов от продукта и смотрит либо прямо на пряди, либо через стеклянное окно. Аналоговые выходы датчика обычно подключаются к системе управления технологическим процессом, что позволяет конечному пользователю контролировать процесс и регистрировать исторические данные.
Если компоновка завода делает невозможным установку онлайн-преобразователя, в лаборатории используется настольный анализатор PSC QuikCheck для быстрого, точного и надежного тестирования образцов.
Ценность и качество
Входящие пряди значительно различаются по влажности и составу. Измерение влажности в нескольких местах с помощью датчиков от Process Sensors Corporation позволяет автоматически регулировать температуру и скорость процесса, обеспечивая максимально эффективное производство высококачественных и однородных панелей.
Чтобы узнать больше о том, как мы можем оптимизировать производство OSB, заполните контактную форму ниже.
Рекомендуемые решения
Расскажите о своем приложении. Заполните форму ниже, и мы свяжемся с вами со специалистом NIR.
Как производится OSB :: Weyerhaeuser
Если вам нужна подробная информация об OSB, идеальным сценарием было бы посидеть в комнате с Алексом Кучаром, техническим менеджером Weyerhaeuser по OSB.Проработав более 13 лет в Weyerhaeuser, Алекс многое знает об OSB.
Поскольку мы не можем усадить всех в комнату с Алексом, мы делаем следующее лучшее. Вот его взгляд на то, как Weyerhaeuser производит продукцию OSB на своих шести заводах в Канаде и по всей территории США.
В: Большинство людей никогда не видели, чтобы деревья собирали. Какие первые шаги?
A: Лесорубы по контракту или Weyerhaeuser приезжают в обозначенную зону, чтобы выбрать и вырубить деревья, готовые к вырубке. Ветви снимаются, и деревья отправляются на завод OSB.
Ветви снимаются, и деревья отправляются на завод OSB.
Q: Что будет первым на заводе OSB?
A: С деревьев очищается от коры (кора и любые оставшиеся ветки сжигаются для получения топлива), затем помещается на «мельницу» с набором ножей внутри круглого колеса. Ножи вращаются, когда древесина проходит через кольцо, разрезая дерево на отдельные пряди с заданной шириной, толщиной и длиной.
В: Что происходит с деревянными прядями?
A: Их сушат при высоких температурах.Затем, в отдельной операции, они пропускаются через сетку для фильтрации различных размеров. Пряди большего размера выбираются для поверхностных слоев панелей OSB, тогда как пряди меньшего размера используются для внутренних слоев.
В: Что дальше?
A: Пряди разных размеров смешиваются во вращающемся барабане со смолами и воском. Затем пряди со смолой и воском транспортируются к ориентаторам. Ориентирующие элементы выравнивают пряди так, чтобы пряди для верхней и нижней поверхностей панели шли в одном направлении, а внутренние пряди — в противоположном. Это добавляет устойчивости панелям.
Это добавляет устойчивости панелям.
В: Насколько велика панель OSB на данный момент?
A: Перед тем, как попасть в пресс, мат может иметь толщину до восьми дюймов. После того, как коврики попадают в пресс, они нажимаются под давлением около 600 фунтов на квадратный дюйм, до 425 градусов по Фаренгейту. Давление приводит к тому, что пряди плотно соприкасаются друг с другом, а тепло отверждает смолу. Прессованные коврики бывают от 3/8 дюйма до более дюйма, в зависимости от продукта, который мы производим в то время.
В: Что такое процесс отверждения в прессе?
A: Каждое отверстие пресса имеет плиты, и плиты пресса нагреваются системой горячего масла. Смолы отверждаются благодаря сочетанию давления и тепла, применяемого в процессе закрытого прессования. Когда панели OSB выходят, они могут иметь температуру более 300 градусов F.
В: Каковы последние шаги?
A: Панели идут от пресса до линии отделки, где их обрезают до необходимой длины и ширины. В зависимости от того, какой продукт мы создаем, могут потребоваться дополнительные действия. Например, на предприятиях, где панели пола имеют шип и канавки или EdgeGold имеет врезку системы DownPore, эти последние шаги выполняются. Все продукты проходят отбор и проверку на качество.
В зависимости от того, какой продукт мы создаем, могут потребоваться дополнительные действия. Например, на предприятиях, где панели пола имеют шип и канавки или EdgeGold имеет врезку системы DownPore, эти последние шаги выполняются. Все продукты проходят отбор и проверку на качество.
После объединения отдельных панелей в блоки продукт направляется в окрасочную камеру для нанесения герметика на торцы и края. После этого агрегаты крепятся ремнями и готовятся к отправке. Добавляются штрих-коды и информация об устройстве.От начала до конца весь процесс обычно занимает менее часа.
Посмотрите видео ниже, чтобы увидеть производство OSB на Weyerhaeuser.
Производство плит OSB | swisskrono.com
Производство плит OSB
11. 10.2019 | Actualité | ШВЕЙЦАРИЯ KRONO GROUP
10.2019 | Actualité | ШВЕЙЦАРИЯ KRONO GROUP
Heiligengrabe. Плиты OSB чрезвычайно популярны, особенно в деревянном строительстве, и считаются универсальными.Но что скрывается за названием и как детально выглядит производственный процесс? Менеджер по продукту Стефан Готфрид рассказал нам о процессах.
Популярная крупнозернистая древесно-стружечная плита или плита OSB производится в Хайлигенграбе с 2001 года. OSB — это аббревиатура английского термина «Ориентированно-стружечная плита», происходящая от производственного процесса, при котором полосы или пряди шпона выравниваются («Ориентированная») ). Но об этом позже, мы начнем с самого начала, с дерева.
Для производства OSB SWISS KRONO использует исключительно свежую рубящуюся древесину из экологически безопасных лесов, которая поступает из окрестностей. После доставки через лесной склад стволы деревьев помещаются в секцию кормления и транспортируются на завод.
Два больших барабанных окорочных станка обеспечивают удаление коры со стволов. Теперь древесина измельчается на пряди в измельчителе. Затем полосы шпона транспортируются на конвейерной ленте в сушильную установку, где они осушаются при температуре ок.200 градусов по Цельсию. Образующийся водяной пар очищается и отделяется через дымоход. Затем высушенные древесные волокна переносятся на сортировочную установку, где они разделяются на крупные части для верхнего слоя и более мелкие части для среднего слоя. Слишком тонкие волокна отсеиваются и используются для выработки энергии.
На следующем этапе производства используется второй важный компонент — в линии склеивания волокна опрыскиваются небольшой долей клея, не содержащего формальдегид.Пряди транспортируются на производственную линию, где укладываются на ленту. В процессе четырехслойного рассеивания грубые волокна сначала рассеиваются в направлении производства, чтобы сформировать верхний слой, а затем два средних слоя рассыпаются поперек направления производства с более тонкими волокнами. Наконец, наносится еще один верхний слой. На пути к прессу полученный чиповый пирог предварительно нагревается в выпарной установке перед прессованием в бесконечную нить при температуре 200 градусов Цельсия.Затем полосу разрезают на панели длиной до 18 метров с помощью диагональной пилы.
На пути к прессу полученный чиповый пирог предварительно нагревается в выпарной установке перед прессованием в бесконечную нить при температуре 200 градусов Цельсия.Затем полосу разрезают на панели длиной до 18 метров с помощью диагональной пилы.
Как только панели обрезаны до нужного размера, они охлаждаются в охлаждающем устройстве. Теперь доски шлифуются на шлифовальной линии по мере необходимости или отправляются в нешлифованном виде на линию штабелирования, где они складываются в стандартные пакеты. Наконец, штабелированные доски поступают на упаковочную линию и упаковываются для транспортировки.
Norbord сокращает производство OSB в Северной Америке на 25%
КАНАДА — Norbord Inc., ведущий мировой производитель древесных плит и крупнейший в мире производитель ориентированно-стружечных плит (OSB) объявил, что с 30 марта он начнет сокращать производство по всему своему портфелю заводов по производству ориентированно-стружечных плит (OSB) в Северной Америке в ответ на влияние пандемии COVID-19 на спрос.
На сегодняшний день Norbord имеет активы на сумму около 1,9 миллиарда долларов США и насчитывает около 2400 сотрудников на 17 заводах в США, Канаде и Европе.
Компания скорректирует свою операционную конфигурацию, сократив смены и запустив ряд своих заводов в Северной Америке по чередующемуся графику, чтобы обеспечить соответствие производства ожидаемому сокращению спроса на OSB и соблюдение установленных правительством ограничений.Такой подход позволит Компании продолжать обслуживать своих клиентов, сохранять операционную гибкость и сохранять рабочие места для максимально возможного числа сотрудников, в то же время будучи готовой к быстрому возобновлению нормальной работы при улучшении экономических условий.
Эта скорректированная рабочая конфигурация первоначально приведет к сокращению на 25% текущей производственной мощности завода Norbord в Северной Америке. Ситуация со спросом на OSB меняется день ото дня, и на способность Компании продолжать работу любого из своих заводов могут повлиять факторы, не зависящие от Norbord, в том числе введенные государством ограничения, поэтому могут потребоваться дополнительные производственные корректировки. Компания не намеревается предоставлять дальнейшие операционные обновления, если не произойдет значительного изменения в этой стратегии сокращения.
Компания не намеревается предоставлять дальнейшие операционные обновления, если не произойдет значительного изменения в этой стратегии сокращения.
Европейское подразделение Norbord готово предпринять аналогичные действия и при необходимости скорректировать графики работы комбината, чтобы обеспечить соответствие производства спросу.
Кроме того, Компания откладывает некритические капитальные проекты и дополнительно сокращает свой бюджет капитальных затрат на 2020 год на 25%, со 100 миллионов долларов США до 75 миллионов долларов США, чтобы сохранить гибкость кассовой наличности и баланса.
«Это необычные времена и трудные решения, но они отражают неопределенность, с которой сталкиваются компании по всему миру», — сказал Питер Вийнберген, президент и главный исполнительный директор Norbord. «Чрезвычайно важно, что нашим главным приоритетом остается здоровье и безопасность наших сотрудников, и в ответ на это мы внедрили ряд мер по всей нашей деятельности, чтобы уменьшить потенциальное воздействие COVID-19. Кроме того, мы считаем, что сокращение рабочих графиков на наших заводах дает нам максимальную гибкость для адаптации к постоянно меняющемуся ландшафту спроса, в то же время удовлетворяя потребности наших клиентов, снижая нагрузку на наших сотрудников и обеспечивая готовность к возвращению к росту, когда рынки нормализовать.”
Кроме того, мы считаем, что сокращение рабочих графиков на наших заводах дает нам максимальную гибкость для адаптации к постоянно меняющемуся ландшафту спроса, в то же время удовлетворяя потребности наших клиентов, снижая нагрузку на наших сотрудников и обеспечивая готовность к возвращению к росту, когда рынки нормализовать.”
Ориентированно-стружечная плита | Викидвеллинг
Производство OSB перед прессом
Ориентированно-стружечная плита , также известная как OSB , вафельная плита , Стерлинговая плита или Внешняя плита (Великобритания) и SmartPly (Великобритания и Ирландия), является инженерный продукт из древесины, образованный наслоением прядей (хлопьев) древесины в определенной ориентации. По внешнему виду он может иметь шероховатую и пеструю поверхность с отдельными полосами (около 2.5 на 15 см (примерно 1 дюйм на 6 дюймов) каждый), лежащих неравномерно друг напротив друга.
Он изготавливается в виде широких матов из поперечно ориентированных слоев тонких прямоугольных деревянных полос, спрессованных и скрепленных воском и полимерными клеями (95% древесины, 5% воска и смолы). Слои создаются путем измельчения древесины на полосы, которые просеиваются и затем ориентируются на ленте или проволочном замке. Мат изготавливается по формовочной линии, слои уложены так, что внешние слои выровнены по оси прочности панели, а внутренние слои ориентированы поперек.Количество укладываемых слоев частично определяется толщиной панели, но ограничивается оборудованием, установленным на производственной площадке. Однако отдельные слои также могут различаться по толщине, чтобы получить разную толщину готовой панели (обычно слой 15 см дает толщину панели 15 мм). Мат помещают в термопресс, чтобы сжать хлопья и связать их за счет тепловой активации и отверждения смолы, нанесенной на хлопья. Затем отдельные панели вырезаются из матов в готовые размеры.Большая часть OSB в мире производится в Соединенных Штатах и Канаде на крупных производственных предприятиях. Крупнейшие производственные мощности могут производить более миллиарда квадратных футов OSB в год. [ необходима ссылка ]
Слои создаются путем измельчения древесины на полосы, которые просеиваются и затем ориентируются на ленте или проволочном замке. Мат изготавливается по формовочной линии, слои уложены так, что внешние слои выровнены по оси прочности панели, а внутренние слои ориентированы поперек.Количество укладываемых слоев частично определяется толщиной панели, но ограничивается оборудованием, установленным на производственной площадке. Однако отдельные слои также могут различаться по толщине, чтобы получить разную толщину готовой панели (обычно слой 15 см дает толщину панели 15 мм). Мат помещают в термопресс, чтобы сжать хлопья и связать их за счет тепловой активации и отверждения смолы, нанесенной на хлопья. Затем отдельные панели вырезаются из матов в готовые размеры.Большая часть OSB в мире производится в Соединенных Штатах и Канаде на крупных производственных предприятиях. Крупнейшие производственные мощности могут производить более миллиарда квадратных футов OSB в год. [ необходима ссылка ]
В 1980 году объем производства плит OSB в Северной Америке составлял 751 миллион квадратных футов (3/8 дюйма) (0,7 миллиона кубических метров). К 1990 году этот показатель составлял 7,6 миллиарда квадратных футов (7,0 миллиона кубических метров). В 2005 году этот показатель выросла до 25,0 миллиардов квадратных футов (22,1 миллиона кубических метров).Совокупное производство в Европе и Латинской Америке в 2005 году составило 3,5 миллиарда квадратных футов (3 миллиона кубических метров).
К 1990 году этот показатель составлял 7,6 миллиарда квадратных футов (7,0 миллиона кубических метров). В 2005 году этот показатель выросла до 25,0 миллиардов квадратных футов (22,1 миллиона кубических метров).Совокупное производство в Европе и Латинской Америке в 2005 году составило 3,5 миллиарда квадратных футов (3 миллиона кубических метров).
В 2001 году в США было произведено 19,4 млн. М³ плит OSB. США являются крупнейшим рынком OSB в Канаде, на долю которых в 2005 г. приходилось 98% ее экспортной продукции. [1]
OSB может получить различные качества с точки зрения толщины, размера панели, прочности и жесткости путем изменения производственного процесса. Панели OSB не имеют внутренних зазоров или пустот и являются водостойкими, хотя они требуют дополнительных мембран для достижения водонепроницаемости и не рекомендуются для наружного использования.Готовый продукт по своим свойствам аналогичен фанере, но он однороден и дешевле. [2] Он заменил фанеру во многих областях, особенно на рынке конструкционных панелей в Северной Америке. Чаще всего используется в качестве обшивки стен, полов и крыш.
Хотя OSB не имеет сплошной текстуры, как у натурального дерева, у нее есть определенная ось прочности. В этом можно убедиться, наблюдая за выравниванием поверхности щепы. Самый точный метод определения оси прочности — это изучить чернильные штампы, нанесенные производителем на древесину.
Все деревянные структурные панели можно разрезать и установить с той же легкостью, что и твердые породы дерева.
Некоторые производители могут обрабатывать древесную щепу различными боратными соединениями, которые токсичны для термитов, древесных жуков, плесени и грибов, но не для млекопитающих в применяемых дозах. Покупателям рекомендуется искать изделия из модифицированной боратом древесины для строительства, особенно в теплом влажном климате.
По поводу воздействия OSB на окружающую среду ведутся споры.Это позволяет производителям использовать такие породы деревьев, как осина или тополь, в качестве стандартной фанеры или пиломатериалов. В этом производственном методе используется почти вся древесина собранных деревьев, и могут использоваться небольшие молодые деревья и быстрорастущие породы. Из-за типа смол, используемых в деревянных конструкционных панелях, таких как OSB, они выделяют очень низкий уровень формальдегида. Установлено, что уровни выбросов не превышают 10% критериев ключевых национальных стандартов. [ необходима ссылка ]
В этом производственном методе используется почти вся древесина собранных деревьев, и могут использоваться небольшие молодые деревья и быстрорастущие породы. Из-за типа смол, используемых в деревянных конструкционных панелях, таких как OSB, они выделяют очень низкий уровень формальдегида. Установлено, что уровни выбросов не превышают 10% критериев ключевых национальных стандартов. [ необходима ссылка ]
| Импортировано из Википедии Эта страница импортируется из Википедии для создания статьи или статьи о Wikidwelling.Эти шаги необходимо выполнить:
Страницы с этим шаблоном. Оригинал статьи находился на Ориентированно-стружечном картоне. |
 (оставьте ссылки на места и учреждения.)
(оставьте ссылки на места и учреждения.) 