Коммерческое предложение на изготовление металлоконструкций образец
Как правильно составить КП для фирмы, занимающейся изготовлением деталей. Календарь тематических выставок. Бланки запросов Договор, акты Другие документы Для того, чтобы получить коммерческое предложение с. ТЗ на изготовление Вашего здания. Название файла образец коммерческих предложения на изготовление металлоконструкций. Согласно вашему запросу, направляем Вам коммерческое предложение на. Услуги репрографии и цветоделения, фотоцинкографии, изготовления печатных форм, клише 32. Рекомендации по заключению договоров на охрану учреждений образования приложение 13, образцы. Пример, шаблон, образец договор куплипродажи изготовление установку пластиковых окон. Коммерческое предложение составляется с целью предложения потенциальному клиенту. Вас интересует скачать сейчас образец коммерческого предложения изготовлению металлоконструкций сейчас! Образец коммерческое предложение на поставку товара 102, 515 просмотров.

МЧС установленного образца на осуществление данного вида деятельности.
Создать коммерческое предложение в pdf. Как правильно составить коммерческое предложение (КП): образцы и шаблоны
Это будет первый «технический» пост. В нем ни слова о маркетинге, технике продаж и копирайтинге. Только о том как сформировать коммерческое предложение в формате pdf. Опишу только те способы, которыми пользуюсь сам.
В чем плюсы PDFа
- 100% гарантия сохранения верстки.

- В него трудно внести изменения. Надо обладать некоторыми навыками. То есть опять же содержание или внешний вид документа вряд ли кто изменит. Даже случайно. К примеру, секретарь, который первым получит ваше письмо.
- Удобство печати. Клиент получил ваше КП, распечатал и прочитал.
Теперь непосредственно способы
- Установить Microsoft Ofice 2010 . В нем реализована функция публикации в pdf. Правда, только в профессиональной версии. Владельцам «хоума» публиковать доки в ПДФ Майкрософт не разрешил.
- Решить эту проблему можно, установив надстройку «2007 Microsoft Office Add-in: Microsoft Save as PDF or XPS». Она подходит несмотря на название и к 2010 Офису. Скачать можно вот . Выбираете русскую версию устанавливаете, и в меню «сохранить как» появляется пункт «сохранить в ПДФ».
- Устанавливаем бесплатную офисную программу Open Office (распространяется по лицензии Open Sourse) и получаем изначально встроенную в редактор возможность создавать ПДФы. К слову, «Опен Офис» позволяет лучше верстать текст, чем майкрософтовский Офис.
- Используем редакторы векторной графики . Обычно все пользуются Corel Draw, но он платный, а найти «крякнутую» версию не всегда удается. Решением проблемы может стать переносная версия для флешки, но мне не понравилось. Я использую опять опенсорсный редактор Inkscape . Ни по возможностям ни по интерфейсу он почти не отличатся от Corel Draw. Единственный минус — невозможно создавать многостраничные ПДФы. А может, я просто не разобрался.
 К слову, «Опен Офис» позволяет лучше верстать текст, чем майкрософтовский Офис.
К слову, «Опен Офис» позволяет лучше верстать текст, чем майкрософтовский Офис.Когда я использую векторный редактор вместо текстового
- Если нужно сделать коммерческое предложение с использованием рисунков и фотографий.
- Если я хочу добавить, ему визуальной привлекательности за счет элементов векторной графики: линии, фон и прочее.
- Если нужно с нуля создать фирменный бланк для заказчика.
- И главное, если текста много, а требуется так распределить его по странице, чтобы сохранить «воздушность».

Сегодня никаких введений и прелюдий — только сухая выжимка о том, как составить коммерческое предложение (компред, КП). Мы рассмотрим основные подходы и принципы на наглядных примерах. Также чуть ниже я приведу шаблоны и образцы структуры и текста коммерческого предложения со ссылками, чтобы вы могли их скачать и адаптировать под свои задачи. Цель этой статьи — научить Вас разрабатывать такое КП, которое, во-первых, прочитают. А во-вторых, прочитав которое, — откликнутся и согласятся на предложенную сделку. Готовы? Тогда приступим.
К слову, если смотреть видео для Вас удобнее, или время в дефиците, то сжато я рассказываю о создании КП в 18-м уроке курса «Копирайтинг с нуля за 30 дней», посмотрите:
Что такое коммерческое предложение
Коммерческое предложение — это маркетинговый инструмент, который отправляется адресату регулярной или электронной почтой с целью получить отклик. Отклик — это перевод потенциального клиента на следующий этап коммуникации (встречу, презентацию или подписание договора). В зависимости от вида КП частные задачи инструмента, равно как его объем и содержание могут отличаться.
В зависимости от вида КП частные задачи инструмента, равно как его объем и содержание могут отличаться.
Виды коммерческих предложений
Компреды бывают трех видов: холодное, горячее и публичная оферта. Первые два вида используются в маркетинге и продажах. Третий — в юриспруденции.
1. “Холодное” коммерческое предложение
“Холодные” коммерческие предложения отправляются неподготовленному клиенту (“холодному”). По сути, это спам. Как показывает практика, спам люди не особо любят, но если он их заинтересует, то… это становится исключением из правил. Чтобы этот тип КП cработал, Вам нужен качественный таргет-лист (список получателей). Чем «чище» этот список, тем выше отклик. Если в таргет-листе общие адреса вида [email protected], то эффективность компреда априори снижена на 80-90%.
Возьмем для примера какую-нибудь пикантную ситуацию. Допустим, у руководителя отдела продаж компании N “горит” план. До отчета чуть меньше двух недель, он рвет на себе волосы, не зная, что делать, и получает письмо с примерно таким заголовком: “5 способов выполнить месячный план отдела продаж за неделю”.
Но это лишь частный случай. Главная задача “холодного” коммерческого предложения — заставить получателя прочитать его до конца. Стоит ошибиться — и письмо летит в урну.
Вот почему при разработке “холодного” КП учитываются три основных риска выбрасывания:
- На этапе получения. Обходится привлечением внимания. Это может быть тема письма, если коммерческое предложение отправляется по электронной почте, или нестандартный конверт с цветом или форм-фактором, если канал доставки физический, и т.д.
- На этапе открытия. Обходится привлекательным предложением (его еще называют “оффером”), о нем мы поговорим чуть ниже.
- На этапе прочтения. Обходится использованием элементов убеждения и маркетинговыми фишками. О них мы также поговорим чуть ниже.
Обратите внимание: объем “холодного” коммерческого предложения, как правило, составляет 1-2 страницы печатного текста, не более. Это связано с тем, что получатель изначально не настроен к чтению КП, и уж тем более он не будет его читать, если объем переваливает за 10-20 страниц.
Это связано с тем, что получатель изначально не настроен к чтению КП, и уж тем более он не будет его читать, если объем переваливает за 10-20 страниц.
Главное преимущество “холодного” коммерческого предложения — это его массовость, однако практика показывает, что когда КП персонализировано, отклик на него на порядок выше.
2. “Горячее” коммерческое предложение
В отличие от “холодных” аналогов, “горячее” коммерческое предложение высылается подготовленному клиенту (человеку, который сам запросил КП или с которым предварительно связывался менеджер).
“Горячие” КП отличаются от “холодных” как объемом (который может составлять 10-15 страниц или слайдов), так и подходом к составлению. С большего они дают человеку интересующую информацию для принятия решения (по цене, наличию, условиям и пр.). В последнее время особой популярностью пользуются “горячие” коммерческие предложения, оформленные в виде PowerPoint презентаций или переведенные из PowerPoint в PDF формат.
Подробнее о горячих компредах читайте в .
3. Оферта
Это особый тип компредов, выполненный в виде публичного договора, не требующего подписания. Используется на сайтах различных SaaS-сервисов или в интернет-магазинах. Как только человек выполняет условие договора (например, регистрируется на сайте), он автоматически принимает условия предложения.
Оффер коммерческого предложения
Не путать с офертой. Это совсем другое. Чтобы составить по-настоящему мощное коммерческое предложение, Вам понадобится убойный оффер — «сердце» Вашего предложения (англ. offer — предлагать). Это суть. Другими словами, четкая формулировка, что именно Вы предлагаете. При этом желательно суть указать в самом начале (это особенно относится к “холодным” КП).
Обратите внимание: оффер ВСЕГДА нацелен на выгоду для читателя, а не на товары или услуги! Проще всего его составлять по формуле: мы предлагаем Вам {выгода} за счет {товар}
Каждый день я встречаю коммерческие предложения, авторы которых снова и снова наступают на одни и те же грабли (не повторять!):
- Мы предлагаем Вам офисную мебель
- Мы предлагаем Вам посетить семинар
- Мы предлагаем Вам заказать у нас продвижение сайта
- Мы предлагаем Вам вымыть у Вас полы
И так далее… Это грубая ошибка. Посмотрите вокруг: конкуренты предлагают то же самое. Но самое главное, — здесь нет никакой выгоды для получателя. Совершенно ни-ка-кой. Что он с этого будет иметь? Какие преимущества получит?
Посмотрите вокруг: конкуренты предлагают то же самое. Но самое главное, — здесь нет никакой выгоды для получателя. Совершенно ни-ка-кой. Что он с этого будет иметь? Какие преимущества получит?
В то же время, эти предложения можно “перевернуть”, сделать более личными и ориентированными на читателя. Например:
- Я предлагаю Вам сэкономить до $5000 на обустройстве Вашего офиса шикарной европейской мебелью.
- Я предлагаю Вам увеличить оборот Вашей компании на 20-70%, благодаря информации, которую Вы получите на семинаре.
- Я предлагаю Вам привлекать сотни новых потенциальных клиентов по цене 1,5 рубля за человека.
- Я предлагаю Вам сократить заболеваемость Ваших сотрудников простудными инфекциями (и число больничных, соответственно) за счет ежедневной влажной уборки.
Идею Вы поняли. Главное — донести до получателя те выгоды, которые Вы ему предлагаете, а уже товары и услуги — это способ эту выгоду получить. Подробнее об оффере — в .
По своей структуре коммерческое предложение чем-то напоминает продающий текст. И это естественно, поскольку КП — частный случай коммерческого текста. Но есть один элемент, который выделяет компреды из массы других инструментов. Это оффер. Впрочем, давайте обо все по-порядку.
И это естественно, поскольку КП — частный случай коммерческого текста. Но есть один элемент, который выделяет компреды из массы других инструментов. Это оффер. Впрочем, давайте обо все по-порядку.
0. Колонтитул
В колонтитул чаще всего выносятся логотип (чтобы КП отождествлялось с конкретной компанией) и контактные данные с мини-призывом. Это делается для экономии времени и места. Стоит человеку только глянуть на верхнюю часть документа — он уже знает, о чем идет речь и как с Вами связаться. Очень удобно. Размер колонтитула, как правило, не превышает 2 см. Как-никак, для холодного компреда формата А4 — каждый сантиметр на счету. Посмотрите, как я компоновал бы коммерческое предложение, скажем, для своего блога. В данном случае я продаю контент в обмен на время читателей.
1. Заголовок коммерческого предложения
Жизненно важный элемент. Особенно для “холодного” КП. Его задача — привлечь внимание и с ходу зацепить выгодой.
Обратите внимание: когда речь идет о “холодном” компреде, заголовок “Коммерческое предложение” — не самый удачный вариант. Хотя бы потому что он неинформативен, занимает место и ничем не отличается от десятков других, которые присылают Ваши конкуренты. Кроме того, если человек не ждет от Вас писем и получает что-то настолько абстрактное, он рефлекторно совершает несколько кликов: “выделить” и “в спам”.
Хотя бы потому что он неинформативен, занимает место и ничем не отличается от десятков других, которые присылают Ваши конкуренты. Кроме того, если человек не ждет от Вас писем и получает что-то настолько абстрактное, он рефлекторно совершает несколько кликов: “выделить” и “в спам”.
В то же время, для “горячего” коммерческого предложения такой заголовок более чем уместен, если следом указывается название компании.
В моей практике лучше всего работают заголовки (не путать с темой сопроводительного письма!) по формуле 4U. Я подробно о них рассказываю . В сегодняшнем тестовом образце коммерческого предложения заголовок представляет связку заголовка и подзаголовка.
Лид (первый абзац)
Главная задача лида (англ. lead — вести) — вызвать интерес к тому, что Вы говорите. Иначе люди просто не станут Вас слушать. Ну, или если буквально, то читать Ваше коммерческое предложение. Лид всегда говорит о том, что важно клиенту. Для этого используется четыре подхода:
- От проблемы (чаще всего)
- От решения (если проблемы как таковой нет)
- От возражений (если актуально)
- От эмоций (очень редко)
В своем образце я использовал подход «от проблемы», посмотрите. Чуть ниже я покажу еще несколько образцов с другими подходами.
Чуть ниже я покажу еще несколько образцов с другими подходами.
3. Оффер
О создании оффера я уже говорил чуть выше. Оффер должен заинтересовать получателя выгодой настолько, чтобы тот продолжил чтение Вашего коммерческого предложения. Практика показывает, что если оффер читателю неинтересен, КП прямиком летит в урну (вторая волна выбрасывания).
Для оффера Вы можете использовать либо общую формулу с выгодой, либо, так называемую, связку-усилитель:
- Товар+товар по выгодной цене
- Товар+услуга
- Товар+подарок и т.д.
В конце оффера я рекомендую делать графический якорь (если позволяет место). Он разрежает текстовую массу и добавляет «воздуха». Кроме того, он делает Ваше коммерческое предложение удобным для сканирования. Посмотрите, какой оффер и графический якорь я сделал в образце коммерческого предложения для своего блога. В своем КП Вы можете использовать в качестве якоря визуализацию поставляемого товара или основных направлений услуг, плюс цены (если они у Вас конкурентны).
4. Выгоды для клиента
Следующий блок — это блог выгод. Другими словами, это перечисление, что человек получает, когда соглашается на Ваше коммерческое предложение. Выгоды важно уметь отличать от свойств и характеристик. Подробнее я написал в .
Например, в образце КП для читателей своего блога я могу привести следующие выгоды. Обратите внимание: блок выгод имеет подзаголовок, который всегда обращен к читателю.
5. Обработка возражений
Обработчики всех возражений не всегда удается вставить в коммерческое предложение. Но даже так, основные можно закрыть, просто ответив на вопросы: «Кто Вы?», «Почему Вам можно доверять?», «Кто уже пользуется Вашими услугами?», «География присутствия» и т.д. Посмотрите на мой образец КП для блога. Я обрабатываю возражение, отвечая на вопрос «Кто такой автор, и можно ли ему доверять?».
В качестве обработчиков возражений часто используются блоки с триггерами социального доказательства или авторитета. Наконец, еще один мощный прием убеждения в коммерческих предложениях — это гарантии. При этом гарантии могут быть как ожидаемые (12 месяцев на офисную технику), так и неожиданные (если что-то выходит из строя — фирма производит ремонт за свой счет, а на время ремонта предоставляет аналогичную модель оборудования).
Наконец, еще один мощный прием убеждения в коммерческих предложениях — это гарантии. При этом гарантии могут быть как ожидаемые (12 месяцев на офисную технику), так и неожиданные (если что-то выходит из строя — фирма производит ремонт за свой счет, а на время ремонта предоставляет аналогичную модель оборудования).
Для вызова еще большего доверия расскажите о своей компании, без лишних дифирамбов — конкретно и по делу. Только факты.
6. Призыв к действию
Еще один неотъемлемый атрибут правильного коммерческого предложения — это призыв. При этом призыв должен быть только один (призывающий к одному конкретному действию): чаще всего это звонок, но может быть и заявка на сайте или визит в отдел продаж. Максимум — к альтернативе: позвонить или отправить Email.
Обратите внимание: призыв должен быть сильным глаголом, так отклик будет выше.
Сравните:
- Позвоните мне (сильный глагол)
- Вы можете позвонить (слабый глагол, эффект будет ниже)
И еще один важный момент. Вы будете удивлены, но иногда люди, разрабатывающие коммерческие предложения, забывают указать в них контактные данные. Получается комичная ситуация: получатель КП хочет заказать товар или услугу, но физически не может этого сделать, потому что не знает, куда ему обращаться.
Вы будете удивлены, но иногда люди, разрабатывающие коммерческие предложения, забывают указать в них контактные данные. Получается комичная ситуация: получатель КП хочет заказать товар или услугу, но физически не может этого сделать, потому что не знает, куда ему обращаться.
В своем образце я вывел призыв в нижний колонтитул.
7. Постскриптум
Завершающий, и при этом один из самых важных элементов всех «убойных» коммерческих предложений, — это постскриптум (P.S.). При правильном использовании постскриптум становится очень мощным мотивирующим рычагом. Практика показывает, что постскриптумы люди читают чаще всего (после подписей под картинками). Вот почему, если Вы хотите усилить Ваше коммерческое предложение, то заветные буквы P.S. желательно взять на вооружение.
Кроме того, в постскриптум можно вставить ограничение (дедлайн). Этот пункт структуры многие упускают. И если в случае отправки “горячего” коммерческого предложения менеджер может позвонить и напомнить о себе, то в случае “холодного” КП отсутствие ограничения может лишить компанию более половины откликов.
Ограничивать можно либо в контексте времени, либо в контексте количества товара. Например:
- Осталось только 5 факсимильных аппаратов.
- Предложение действует только до 31 августа, с 1 сентября цена возрастет в 2 раза.
Стоит оговориться, что если Вы делаете ограничение, то свои обещания Вы должны выполнять. А не так, что обещаете завтра повысить цену вдвое, но на следующий день этого не делаете, а обещаете то же самое.
Готовый образец коммерческого предложения
Если мы соединим все блоки, то получим вот такой вот образец коммерческого предложения. Он универсальный. Я его адаптировал для продажи различных товаров и услуг: от логистики до металлопроката. Где-то он работал лучше, где-то хуже. Но везде себя оправдывал и окупал. Единственное, помните про чистоту таргет листа.
Еще одна сильная сторона этого образца — его легко сканировать. Человек понимает, что мы ему предлагаем за считанные секунды.
Вы можете скачать этот образец к себе на Google Диск по этой ссылке , чтобы адаптировать под решение своей задачи. Там же вы можете сохранить его в форматах RTF, MS Word или PDF. Алгоритм составления чуть ниже.
Там же вы можете сохранить его в форматах RTF, MS Word или PDF. Алгоритм составления чуть ниже.
Как написать коммерческое предложение (алгоритм)
Чтобы правильно составить коммерческое предложение, Вам нужно:
Шаг 1: Взять за основу образец по ссылке выше.
Шаг 2: Заменить логотип, призыв и контакты на свои.
Шаг 3: разработать заголовок по формуле 4U.
Шаг 4: Описать настоящую «боль» клиента в первом абзаце.
Шаг 5: Составить оффер с решением для «боли».
Шаг 6: Сделать графический разделитель.
Шаг 7: Описать дополнительные выгоды Вашего предложения.
Шаг 8: Снять ключевые возражения или кратко рассказать о себе.
Шаг 9: Сделать призыв к действию, написать P.S. с дедлайном.
Другие образцы коммерческих предложений
По приведенной выше структуре можно составить и чисто текстовые компреды. Давайте рассмотрим образцы коммерческих предложений на поставку товара и на транспортные услуги. Несмотря на то, что они без графических разделителей, порядок блоков в них идентичный. Обратите внимание на обработчик возражения «Если у Вас уже есть поставщик». Этот прием называется психологическая подстройка и подробно описан в книге Сьюзан Вайншенк «Законы влияния».
Несмотря на то, что они без графических разделителей, порядок блоков в них идентичный. Обратите внимание на обработчик возражения «Если у Вас уже есть поставщик». Этот прием называется психологическая подстройка и подробно описан в книге Сьюзан Вайншенк «Законы влияния».
а) Образец коммерческого предложения на транспортные услуги
Коммерческое предложение – основной инструмент продажи. Именно c коммерческого предложения начинается знакомство потенциального клиента с Вашим продуктом или услугой. И от того, насколько правильно составлено и доставлено коммерческое предложение, зависит успех всей работы по совершению сделки. Коммерческое предложение отличается от прайс-листа или обычной спецификации на товар своим назначением, которое состоит не столько информировании клиента о предлагаемом товаре или услуге, сколько в том, чтобы побудить его покупке товара или воспользоваться услугой.
Коммерческие предложения условно можно разделить на «персонифицированные» и «неперсонифицированные». Песонифицированные адресованы конкретному лицу и содержат личное обращение. Неперсонифицированные — рассчитаны на более широкую и обезличенную аудиторию получателей.
Песонифицированные адресованы конкретному лицу и содержат личное обращение. Неперсонифицированные — рассчитаны на более широкую и обезличенную аудиторию получателей.
Вне зависимости от вида коммерческого предложения автор должен ясно представлять целевую аудиторию, на которую орентирован текст. Перед составлением коммерческого предложения рекомендуется определить потребности вашей аудитории, то, что может ее заинтересовать, привлеч е внимание. Зачастую самой распространенной ошибкой является подмена реальных потребностей целевой аудитории, представлениями автора о нуждах потенциальных клиентов.
После того, как выяснены потребности целевой аудитории (ЦА), можно переходить к составлению текста предложения. Коммерческое предложение должно последовательно выполнить 4 основные функции рекламного сообщения:
- Привлечь внимание
- Вызвать интерес
- Пробудить желание
- Стимулировать покупку
Именно в соответствии с этими функциями формируется текст коммерческого предложения. В «шапке» коммерческого предложения желательно разместить визуальный образ, который привлекал бы внимание читателя. Часто, эту функцию отводят логотипу компании-отправителя. Поэтому логотип должен в первую очередь привлекать внимание.
В «шапке» коммерческого предложения желательно разместить визуальный образ, который привлекал бы внимание читателя. Часто, эту функцию отводят логотипу компании-отправителя. Поэтому логотип должен в первую очередь привлекать внимание.
Типовая структура коммерческого предложения выглядит следующим образом:
- Заголовок предложение и графическая иллюстрация
- Подзаголовок, уточняющий предмет предложения
- Основной текст коммерческого предложения
- Рекламный лозунг, слоган, призыв
- Товарные знаки, реквизиты отправителя
Функции структурных элементов
- Заголовок и иллюстрация должны привлечь внимание к тексту, заинтересовать потенциального клиента. Это стержень рекламы и наиболее сильный посыл к покупателю.
- Подзаголовок — связующее звено между заголовком и основным текстом. Если клиента не заинтересовал заголовок, то подзаголовок дает еще один шанс привлечь его к покупке.
- Основной текст выполняет обещания заголовка и детализирует его.
- Завершающая фраза — слоган, постскриптум — должна побудить клиента на необходимость совершения им покупки.
Заголовок
- По статистике заголовки читают в 5 раз больше людей.
- Рекламу с новостями читают на 22% чаще.
- Наиболее сильные слова в заголовке — «бесплатный» и «новый». Но важно так же не забывать о ценностях ЦА, в некоторых случаях бесплатность напротив оттолкнет.
- Заголовок должен быть прямым и простым.
- Не стоит применять отрицания в заголовках.
- Следует избегайте слепых и излишне обобщенных заголовков.
- Используйте один шрифт. Чем больше шрифтов в заголовке, тем меньше людей его читает.
- Если в заголовоке содержится прямаяю цитату или заключен в кавычки, он привлекает дополнительно 30% читателей.
- Лучше работают короткие заголовки из одной строчки, не более 10 слов.
Первый абзац
- Удерживать внимание читателя становится все сложнее — необходимо научиться сжимать рассказ в один абзац длиною в несколько строк.
- Первый абзац должен содержать не более 11 слов.
- Длинный первый абзац спугнет читателя.
- О чем писать в следующих абзацах? О том же, только более детально.
Основной текст
- Любите свой товар.
- В обращениях к потребителю, используйте слово “Вы”.
- “Красивое писание — это большой недостаток” — Клод Гопкинс. Используйте меньше преувеличений.
- Чем короче предложения, тем лучше читается текст. Но последовательность одинаково коротких предложений скучна.
- При написании текста используйте разговорный язык. Но используйте профессиональный сленг только в исключительных случаях.
- Пишите текст в настоящем времени.
- Не делайте больших вводных частей — сразу излагайте суть.
- Указанная в предложении цена оказывает существенное влияние на принятие решения о покупке.
- В текст имеет смысл включить отзывы о товаре и результаты исследований.
- Избегайте аналогий типа: “точно так», «таким образом», «так же”.
- Избегайте превосходных степеней, обобщений и преувеличений.
- Используйте понятные слова и известные фамилии.
Как увеличить читаемость длинного текста?
- Большой текст лучше всего разбить на абзацы.
- После 5-8 см текста введите первый подзаголовок. Выделенный шрифтом подзаголовок вновь привлечет внимание читателя.
- Время от времени вставляйте иллюстрации. Выделяйте абзацы путем стрелок, звездочек, пометок на полях.
- Заглавная первая буква увеличивает читаемость на 13%.
- С листа легче читается шрифт с засечками, в тоже время с экрана монитора лучше читать шрифт без засечек.
- Не делайте текст монотонным, выделяйте шрифтом или курсивом ключевые абзацы. Хотя подчеркиваняи ухудшают читабльность, лучше используйте жирный шрифт.
- Если у вас имеется много не связанных между собой пунктов с информацией, просто пронумеруйте их.
Постскриптум
- Людей, которые замечают слоганы, в пять раз больше, чем читающих всю рекламу.
- Текст постскриптума должен содержать наиболее важную информацию, побуждающую прочитать всю статью.
- Последний абзац должен быть не более 3 строк.
- По сравнению с числом заявок, дошедших до рекламодателя, по крайней мере в 2 раза больше потенциальных заявок остается лишь в мыслях клиента.

В заключении следует сказать, что, при отправке по электронной почте, коммерческое предложение следует посылать в наиболее распространенном электронном формате, который гарантировано откроется у потенциального клиента.
Здравствуйте! Сегодня поговорим о коммерческом предложении и о том, как его составить. Мне уже не раз задавали подобные вопросы, поэтому статья «в тему». Начнем с самого начала, о том, что такое коммерческое предложение, как его составить и в конце приведу примеры / образцы коммерческого предложения. В этой статье собраны рекомендации многих специалистов, поэтому в достоверности информации я не сомневаюсь.
Что такое коммерческое предложение
Любой бизнесмен, желающий привлечь как можно большее количество клиентов, задумывается о разработке коммерческого предложения. Именно оно побуждает потенциального потребителя купить товар компании или ее услугу. Часто его путают со спецификацией продукции, которая просто знакомит клиента с конкретным товаром, не побуждая покупателя к приобретению.
Именно оно побуждает потенциального потребителя купить товар компании или ее услугу. Часто его путают со спецификацией продукции, которая просто знакомит клиента с конкретным товаром, не побуждая покупателя к приобретению.
Разновидности коммерческих предложений
Существует два вида коммерческих предложений:
- Персонифицированное. Оно создается для конкретного человека, внутри документа содержится личное обращение к адресату.
- Неперсонифицированное. Другое название такого вида коммерческого предложения – «холодное». В документе нет обращения к конкретному потребителю или потенциальному партнеру, информация обезличена и направлена сразу на большое количество потенциальных клиентов.
Какие функции выполняет коммерческое предложение
Прежде чем начать составлять коммерческое предложение, нужно понять, какие функции оно выполняет. Чем-то они схожи с задачами рекламных сообщений:
- Привлечь внимание.
- Заинтересовать.
- Подтолкнуть к покупке.
- Вызвать желание приобрести товар.

Исходя из этих задач, разрабатывается коммерческое предложение. Обычно в самом начале используют визуальные эффекты, например, логотип организации.
Если коммерческое предложение отдается потенциальному клиенту в печатном виде, то отдельное внимание уделяется качеству бумаги, на котором печатается предложение. Можно для большего воздействия на клиента нанести специальные водяные знаки на документ. Ламинированная бумага произведет на потребителя товара приятное впечатление.
Стандартная структура коммерческого предложения (шаблон)
- Заголовок, содержащий графическое изображение (как правило, логотип).
- Подзаголовок, определяющий товар/услугу.
- Привлечение внимания, рекламирование услуг и продукции.
- Все выгоды от сотрудничества.
- Контактные данные отправителя, товарные знаки.
Составляя коммерческое предложение, нужно понимать, что каждый структурный элемент выполняет свои отдельные функции. Так, например, заголовок используется для привлечения внимания, мотивации к дальнейшему изучению документа. Именно данную часть коммерческого предложения можно назвать самой важной. Подзаголовок должен заинтересовать клиента еще больше, а основной текст обосновать ту информацию, которая была написана выше. А вот в конце предложения, как правило, нужно утвердить потребителя в необходимости покупки.
Так, например, заголовок используется для привлечения внимания, мотивации к дальнейшему изучению документа. Именно данную часть коммерческого предложения можно назвать самой важной. Подзаголовок должен заинтересовать клиента еще больше, а основной текст обосновать ту информацию, которая была написана выше. А вот в конце предложения, как правило, нужно утвердить потребителя в необходимости покупки.
Как должно выглядеть правильное коммерческое предложение
Для составления предложения, дающего наибольшую отдачу, нужно понимать, что документ должен:
- быть конкретным и четким;
- демонстрировать все возможные выгоды, которые получит адресат;
- ни в коем случае не содержать ошибок;
- быть грамотным и структурированным;
- содержать информацию о специальных предложениях для клиента;
- быть составлен таким образом, что все сомнения у покупателя исчезнут.
Правила составления коммерческого предложения
Перед тем, как начать составлять предложение, необходимо определить, кто будет целевой аудиторией данного документа. Потом определяются желания, возможности потенциальных клиентов. Очень важно на этом этапе узнать реальные потребности покупателя.
Потом определяются желания, возможности потенциальных клиентов. Очень важно на этом этапе узнать реальные потребности покупателя.
После того, как необходимая информация будет получена, нужно структурировать ее. Для этого составляется примерный план предложения, с указанием преимуществ компаний, различных проводимых акций. Содержание данного документа может состоять из следующих разделов:
- Четкое определение проблемы.
- Варианты ее разрешения.
- Аргументы, которые доказывают необходимость пользования услугами именно вашей организации.
- Описание различных акций и предложений, увеличивающих выгоду покупателя.
- Призыв к действию.
В заголовке стоит упомянуть о решении конкретной проблемы потребителя. Важно указать ему конечный продукт, сделать который помогут товары вашей компании.
Не стоит в коммерческое предложение вносить информацию о достижениях компании. Необходимо избегать длинных рассказов о том, как все начиналось. Потенциальный потребитель вряд ли заинтересуется этим.
При написании предложения стоит избегать технических аспектов, не использовать научных терминов. Донести информацию нужно на простом и понятном для покупателя языке.
Стоит использовать четкие и понятные аргументы, которые действительно помогут клиенту утвердиться в решении купить товар.
Не стоит делать коммерческое предложение слишком объемным. Оно должно быть кратким, четким и ясным. Вряд ли потенциальному клиенту захочется читать многостраничные документы, такое изобилие информации может просто отпугнуть его.
Очень важно, чтобы предложение было оформлено качественно. Стоит воспользоваться услугами профессионального дизайнера. Красивое оформление может привлечь внимание потребителей.
В качестве аргументации можно использовать:
- Отзывы других клиентов . Это доказательство можно назвать, пожалуй, самым ценным. Особенно если клиент этот довольно известен и авторитетен. Очень важно, чтобы отклик покупателя имел ту же смысловую нагрузку, что и само коммерческое предложение. То есть важно, чтобы эти два текста давали читателю понимание, что компания действительно эффективна в той или иной сфере.
- Рассказать о своей истории успеха . Обязательно в центр повествования нужно поставить собственную компанию или себя самого. Это должна быть продающая история, которая действительно заинтересует покупателя, побудит его к каким-то активным действиям.
 То есть важно, чтобы эти два текста давали читателю понимание, что компания действительно эффективна в той или иной сфере.
То есть важно, чтобы эти два текста давали читателю понимание, что компания действительно эффективна в той или иной сфере.Стоит понимать, что коммерческое предложение должно быть продающим, а автор его выступает в роли продавца. Очень важно поставить себя на место продавца, чтобы максимально точно понимать то, что ожидает покупатель от товара или услуги. Нужно использовать правильную аргументацию, выстроить общение с клиентом. Только так коммерческое предложение будет действительно давать положительный результат.
Как увеличить читаемость коммерческого предложения
Можно увеличить читаемость коммерческого предложения следующими способами:
- Разбить информацию на абзацы, не делать их полотнами.
- Использование подзаголовков.
- Применение различных графических элементов, в том числе иллюстраций, маркированных списков.
- Использование шрифта с засечками в печатном варианте.
- Применение различных начертаний текста (использование курсива, жирного или подчеркнутого выделения необходимой информации).
Еще несколько правил (образец составления)
Заголовок. Именно эта часть коммерческого предложения является наиболее интересной для потребителя, если она заинтересует его, то с большей вероятностью потенциальный клиент прочтет всю информацию до конца. Стоит оценить, как будут воздействовать на покупателя слова «новый» и «бесплатный». В некоторых случаях они могут оттолкнуть клиента.
Не стоит использовать большое количество отрицаний или обобщенную информацию. Шрифт текста должен быть одинаковым. Доказано, что почти треть читателей обращают внимание на цитаты и информацию, заключенную в кавычки. Заголовок не должен быть емким и информативным.
Основной текст. В этой части коммерческого предложения очень важно, чтобы читатель не потерял интерес. Лучше всего уместить информацию в одном абзаце небольшого размера. А уже далее уделить внимание конкретным деталям. Стоит выделить преимущества товара, обязательно обращаться к читателю на «Вы». Составление длинных и сложных предложений может отпугнуть. Использовать профессиональные термины нежелательно.
Стоит говорить о товаре в настоящем времени, указывая его цену. Нужно предоставить клиенту и аргументы – результаты опросов, исследований, возможно, поместить один из отзывов потребителей. Нежелательно использовать превосходные степени, сравнения. Конкретика и понятность – вот главные условия составления хорошего коммерческого предложения.
Ошибки, которые допускают при составлении
Неестественное восхваление клиента .
Не нужно использовать шаблоны и дежурные фразы, которые только оттолкнут потенциального клиента.
Использование критических замечаний в сторону адресата .
Делать этого совершенно не нужно, даже если цель компании – помочь потенциальному потребителю. Это может вызвать крайне негативные эмоции у клиента. Лучше всего использовать кнут и пряник – вначале выделить плюсы, а только потом указать на совсем незначительные недоработки.
Перенасыщение предложения общей информацией о клиенте .
Запугивание клиента или так называемые «страшилки» .
Ни в коем случае нельзя пугать потребителя, говорить ему, что без вашей помощи может случиться нечто ужасное. Никакого негатива и шаблонности. Стоит выделить достоинства использования продукции, невзначай сравнить с тем, что есть сейчас (применять слова: удобнее, выгоднее, эффективнее), давать только конкретную информацию.
Направление одного предложения сразу большому количеству лиц .
Неперсонифированная информация вызовет меньший интерес у потенциальных покупателей. Отдача от таких предложений будет минимальная. Не нужно пытаться охватить сразу большую аудиторию. Лучше выделить сектор, работа с которым с наибольшей вероятностью даст отличный результат. Важно написать коммерческое предложение так, чтобы читатель смог ощутить, что с ним говорят наедине. Возможно использование дополнительной информации, которая укажет, что общение ведется именно с данным клиентом. Стоит использовать информацию о предыдущем общении, если оно конечно было.
Лучше выделить сектор, работа с которым с наибольшей вероятностью даст отличный результат. Важно написать коммерческое предложение так, чтобы читатель смог ощутить, что с ним говорят наедине. Возможно использование дополнительной информации, которая укажет, что общение ведется именно с данным клиентом. Стоит использовать информацию о предыдущем общении, если оно конечно было.
Неправильное понимание понятия «длинного» письма .
Многие уверены, что клиенту не интересны большие объемы информации. Однако стоит понимать, что любое скучное и совершенно неинтересное письмо читатель посчитает длинным. Размер цепляющего и действительно интересного коммерческого предложения не напугает потребителя, потому что он прочтет всю имеющуюся информацию на одном дыхании.
Не зря люди часто совсем короткие фильмы могут назвать скучными и растянутыми, а 3-х часовое кино назвать самым захватывающим, не упомянув о его длительности. Также обстоит дело с художественными произведениями, новостями, книгами, письмами. Читатель не воспримет 5 листов коммерческого предложения отрицательно, если они действительно будут познавательными и цепляющими.
Читатель не воспримет 5 листов коммерческого предложения отрицательно, если они действительно будут познавательными и цепляющими.
На первый план ставить соответствие предложения грамматическим правилам.
Такое отношение к написанию текстов может сложиться еще со школьной скамьи, где главным фактором была именно грамматическая составляющая. В жизни же все совсем не так. Читателю куда важнее понять то, о чем написано. Нужно чтобы информация читалась и воспринималась клиентом легко и неформально. Стоит выстроить предложение так, чтобы оно было похоже на настоящее общение продавца с покупателем. Тут будут вполне допустимо использовать фрагменты предложений и фраз, иногда даже желательно.
Дать клиенту причину не изучать ваше коммерческое предложение.
Не стоит наивно полагать, что читатель будет крайне заинтересован в информации о вашей фирме, тем более об ее истории. Это совсем не так. Потенциальному покупателю это наименее интересно.![]() Привлечь его внимание необходимо некой провокацией, необычным утверждением – словом всем тем, что выведет его из состояния равновесия и заставит прочесть коммерческое предложение до конца. Стоит учесть и тот факт, что удержание интереса не менее важный аспект. Нужно сделать упор на то, что сможет мотивировать человека. Наиболее часто нужды появляются из-за некого страха, желания стать индивидуальным, чувства вины, стремления стать красивым или здоровым. Именно в этом ключе и стоит рассмотреть проблему, посвятить ей коммерческое предложение. А далее показать, что предлагаемый товар все нужды сможет удовлетворить.
Привлечь его внимание необходимо некой провокацией, необычным утверждением – словом всем тем, что выведет его из состояния равновесия и заставит прочесть коммерческое предложение до конца. Стоит учесть и тот факт, что удержание интереса не менее важный аспект. Нужно сделать упор на то, что сможет мотивировать человека. Наиболее часто нужды появляются из-за некого страха, желания стать индивидуальным, чувства вины, стремления стать красивым или здоровым. Именно в этом ключе и стоит рассмотреть проблему, посвятить ей коммерческое предложение. А далее показать, что предлагаемый товар все нужды сможет удовлетворить.
Вряд ли клиент будет расположен к вашему коммерческому предложению. Нужно обязательно подкреплять информацию вполне конкретными доказательствами. Приводить стоит наиболее четкие аргументы. Такой подход сможет убедить читателя в том, чтобы он купил товар или стал сотрудничать.
Проверка коммерческого предложения
Есть несколько довольно простых способов, которые помогут понять, какое влияние предложение окажет на адресата.
- Так называемая проверка «на беглый просмотр». Для этого нужно просто посмотреть на документ. Важно понять, какие части текста выделяются так, что их действительно хочется прочитать. Это заголовки, логотипы, выделения текстовой информации, фотографии. Если используемая там информация смогла помочь составить целостную картину о сути коммерческого предложения, то все сделано правильно.
- Проверка на понимание. Важно найти среди своих друзей и знакомых такого человека, который бы подпадал под целевую аудиторию вашего предложения. Если после первого прочтения он уловил все основные мысли документа, увидел преимущества представленного товара, то можно делать вывод, что предложение составлено правильно.
- Проверка «на пальцы». Стоит попробовать прочитать текст без слов о товаре вроде «лучший», «уникальный». Если читать предложение интересно и в таком виде, значит все сделано правильно. Очень важно, чтобы все хвалебные речи о своей компании были подкреплены точными данными, отзывами, историями, сертификатами.
Примеры / образцы коммерческого предложения
Примеров и образцов коммерческого предложения можно приводить очень много. Все они по своему хороши. Покажу одни из самых удачных на мой взгляд, которые разрабатывал Денис Каплунов.
Добро пожаловать на журнал о бизнесе и финансах «Rabota-Tam».
Популярность деловых коммерческих предложений (КП) небезосновательна, если взять во внимание показатели эффективности таких документов. К тому же на сегодняшний день поисковые сервисы просто-напросто разрываются от запросов пользователей формата: «Как правильно составить коммерческое предложение?». На самом деле – никак.
Да потому что коммерческое предложение – это своего рода салат «Оливье», который имеет различные вариации приготовления: от колбасы с горошком до рябчиков с каперсами. И каждый из этих рецептов назвать «неправильным» язык не поворачивается.
Однако сейчас мы все-таки расставим все точки над «и», чтобы вы смогли написать безукоризненное деловое предложение в соответствии с высокими стандартами современного маркетингового искусства!
Итак, коммерческое предложение – один из многочисленных видов рекламного текста, который составляется в форме делового письма или официального обращения. Благодаря своей простоте и результативности, безусловно, является самым популярным способом привлечения целевой аудитории потенциальных потребителей. А также не менее распространенным инструментом взаимодействия с постоянными клиентами.
Благодаря своей простоте и результативности, безусловно, является самым популярным способом привлечения целевой аудитории потенциальных потребителей. А также не менее распространенным инструментом взаимодействия с постоянными клиентами.
Деловые предложения бывают нескольких видов:
- «холодные»;
- «горячие»;
- стандартизированные.
Стоит понимать, что каждый из этих вариантов КП необходимо писать с учетом формы, структуры шаблона фирменного бланка, а также обстоятельств и целей, которые могут быть поставлены не только составителем письма, но и принимающей стороной.
«Холодное» коммерческое предложение
«Холодные» коммерческие предложения рассылаются экспромтом. Поэтому адресатами таких писем становятся неподготовленные клиенты, воспринимающие КП как спам. Но даже он может иметь отклик, хоть и вероятность рефлексии со стороны получателя довольно мала.
Смоделируем ситуацию. К примеру, организаторы областной спартакиады не позаботились о закупке спортивной формы для участников состязаний. До старта мероприятий остаются считанные часы. И тут, откуда ни возьмись, приходит письмо с названием: «Экспресс-доставка спортивной формы по ценам от производителя». Тут-то потенциальный клиент наверняка пристально изучит спасительное КП, а после – сделает заказ.
До старта мероприятий остаются считанные часы. И тут, откуда ни возьмись, приходит письмо с названием: «Экспресс-доставка спортивной формы по ценам от производителя». Тут-то потенциальный клиент наверняка пристально изучит спасительное КП, а после – сделает заказ.
Но это всего лишь исключение из правил. Повсеместно, основополагающие функции «холодного» КП сводятся к распространению интерактивной рекламы. Ввиду этого, вам предстоит возбудить интерес у потребителя к прочтению данного документа. Как это сделать:
- Придумать броский и цепляющий заголовок.
- Подчеркнуть привлекательность КП, правильно составив оффер.
- Мотивировать адресата совершить действие в сторону взаимовыгодного сотрудничества с помощью маркетинговых приемов.
Каждый из этих элементов мы разберем чуть позже.
Важно! Идеальный пример коммерческого предложения «холодного» типа не должен превышать 1 страницы формата А4 исключительно печатного текста и 2 страниц проиллюстрированного шаблона.

Если вы располагаете дополнительной информацией, лучше изложить ее в сопроводительном письме. И ни в коем случае не пишите «романов» в стиле Льва Толстого, у деловых людей на их прочтение попросту не хватает времени.
«Горячее» – персональное коммерческое предложение
Персонифицированное коммерческое предложение отличается от «холодного» тем, что такой документ клиент получает только после официального запроса или предварительного устного контакта. Т.е. гарантия прочтения персонального письма запредельно высока, поэтому основная смысловая нагрузка должна припадать на оффер и мотивационный компонент, а заголовок может иметь второстепенное значение.
В свою очередь, сложность составления «горячих» коммерческих предложений обременена необходимостью подстраивать текст под индивидуальные потребности каждого заказчика.
Например, если во время разговора клиента интересовали преимущества вашей организации над фирмами конкурентов – пишите о преимуществах, отведя львиную долю бланка КП под этот структурный элемент.![]()
Стандартизированное коммерческое предложение
По сути, стандартизированное бизнес-предложение – это один из типов «горячего» КП. Однако благодаря своей жестко регламентированной структуре и методам воздействия на заказчика, оно подпадает под отдельный вид делового письма.
Все дело в том, что к официальному запросу клиент может приложить типовую форму, которая ограничивает составителя в плане описания товаров и услуг, принципов сотрудничества, преимуществ перед конкурентами и т. д.
В стандартизированных КП определяющую роль играют сухие цифры: соотношение цены и качества, гарантийное обслуживание и опыт подрядчика.
Написать что-то по собственной инициативе не получится, потому как, приложенный образец бланка призван отфильтровывать ненужную для мониторинга рынка информацию маркетингового предназначения.
В таких случаях, единственное, что вы можете сделать – предложить наименьшую цену. Достаточно даже сделать 1-5% скидку для того, чтобы иметь весомые шансы победить в конкурсном отборе.
Сопроводительное письмо
Выше мы уже затрагивали тему сопроводительного письма. Оно служит дополнением к деловому предложению, преследуя цели следующего содержания:
- ознакомление с основным документом;
- пропорциональное распределение больших объемов информации.
Более того, сопроводительное письмо может содержать вложения: прейскуранты, описания условий сотрудничества, приглашения на торговые выставки или любые другие маркетинговые мероприятия.
Во-вторых, с помощью сопроводительного уведомления вы также можете напомнить о себе и косвенно расположить адресата к изучению шаблона оригинального документа.
Образцы и шаблоны коммерческого предложения
Лучше один раз увидеть, чем сто раз услышать. С этим не поспоришь. Поэтому тут без образцов и шаблонов не обойтись. Однако никогда не повторяйте классических ошибок безответственных авторов коммерческих предложений – 100% копирование информации либо 50% компиляция из двух источников. Ведь в случае разоблачения ворованного контента, кто потом захочет сотрудничать с компанией, зарекомендовавшей себя таким образом?
Ведь в случае разоблачения ворованного контента, кто потом захочет сотрудничать с компанией, зарекомендовавшей себя таким образом?
Коммерческое предложение | ООО «ПКФ» ПРОФЛАЙН»
Общество с ограниченной ответственностью
620017, Екатеринбург, ул. Лобкова, 2 (на территории завода «Металлоштамп»)
www.proflinepkf.ru, www.профлайнпкф.рф
Отдел продаж (прием заявок): тел. (343)349-33-90, 349-39-93, 268-20-58, 268-20-54, моб. 268-20-70
e-mail: [email protected], [email protected]
Мы предлагаем по низкой цене всевозможный гнутый профиль собственного производства по эскизам и размерам заказчика из оцинкованной стали толщиной от 0,4 мм до 2,5 мм различных цветов (максимальная длина изделий из стали толщиной 0,5 мм – 6,0 метров, из стали толщиной 2,5 мм – 2,0 метра), в том числе:
— отливы (сливы) оконные, парапетные, фундаментные, на брандмауэры и ограды
— козырьки, в т. ч. на лоджии и балконы
ч. на лоджии и балконы
— нащельники, откосы
— картины для фальцевой кровли
— кровельную и фасадную доборку (весь перечень)
— зонты (флюгарки) на трубы дымовые и вентиляционные, зонты на столбы ограды
— декоративные фартуки (кожухи) на трубы
— профиль для ремонта лифтовых, оконных и дверных проемов
— профиль для ремонта кровли и фасадов
— профиль для защитных козырьков над подъездами (в комплекте)
— нестандартный профиль по индивидуальным эскизам
— желоба водоотводные
— профиль для лайтбоксов и конструкций наружной рекламы
— кабель-каналы с крышкой, в т.ч. нестандартные
— профлист и металлочерепицу в размер (по длине листа)
— профлист С8 белый длиной 1,2 м для обшивки лоджий и балконов
— плоский лист с защитной пленкой в размер (ширина полосы до 1,25 м)
— подоконники ПВХ, сэндвич-панели 10 мм
— комплектующие для монтажа светопрозрачных конструкций
— сетки противомоскитные
— изготовление воздуховодов
— изготовление вентиляционных решеток
— изготовление вентилируемых фасадов
Вот причины, по которым наши заказчики предпочитают нашу фирму другим:
Офис и производство находятся в одном помещении. Отсутствует пропускная система, отсутствуют очереди, и, соответственно, не теряется время при получении заказов.
Отсутствует пропускная система, отсутствуют очереди, и, соответственно, не теряется время при получении заказов.
Компетентные и внимательные сотрудники всегда помогут с выбором и конструированием необходимого, в том числе и эксклюзивного, профиля. Даже если заказчик только в общих чертах представляет, что ему необходимо.
Для постоянных клиентов запуск заказов в производство осуществляется по телефонному звонку. Мы уважаем наших заказчиков. Принимаем заказы как от крупных фирм, так и от частных лиц на любое (от одной штуки) количество изделий.
У нас минимальные сроки исполнения заказов при высоком качестве выпускаемой продукции. Оперативные заказы небольшого объема выполняются в присутствии заказчика. Различная форма оплаты, возможность получить значительные скидки.
Попутно монтажникам светопрозрачных конструкций предлагаем необходимый для монтажа набор комплектующих, в том числе и подоконники ПВХ.
С 2004 года постоянными заказчиками ПКФ «Профлайн» стали многие известные строительные фирмы города и области. Сейчас их свыше трехсот. Наша продукция хорошо известна не только в Свердловской области и на Тюменском севере, но и во многих городах Уральского Федерального округа.
Сейчас их свыше трехсот. Наша продукция хорошо известна не только в Свердловской области и на Тюменском севере, но и во многих городах Уральского Федерального округа.
С уважением, Баранова Эльмира Александровна, исполнительный директор ПКФ «Профлайн». Тел. 349-33-80, 298-02-72 e-mail:[email protected], [email protected] |
Потребности. ООО «Ак Барс Металл»
Потребности
ООО «Ак Барс Металл» на постоянной основе требуется поставка следующих материалов:
- Металлопрокат
- Дробь
- Лакокрасочные материалы
- Средства индивидуальной защиты
- Цинк марки Ц0А
- Сварочные материалы (флюс, проволока)
При заключении договоров на поставку ООО «Ак Барс Металл» ориентируется на создание долговременных связей с поставщиками.
Выбор поставщиков осуществляется на основе их способности удовлетворять требования контракта (договора) на поставку продукции соответствующего качества в установленные сроки. Поставки осуществляют поставщики, зарекомендовавшие себя по следующим критериям:
- уровень качества
- сроки поставок
- надежность поставок
- условия оплаты
- уровень цен
- наличие сертификата соответствия на продукцию
- наличие сертифицированной СМК
При рассмотрении новых возможных поставщиков используются следующие критерии:
- приближенность
- репутация, опыт поставок, положительные отзывы других предприятий
- гибкость
- уровень обслуживания
- устойчивое финансовое положение
При поставке новых видов продукции поставщик, по необходимости, предоставляет контрольные образцы (пробы), либо пробные партии. На основании испытания делается вывод о возможности применения данной продукции в производстве ООО «Ак Барс Металл».
На основании испытания делается вывод о возможности применения данной продукции в производстве ООО «Ак Барс Металл».
Документы, необходимые для участия в конкурентной процедуре по выбору поставщика
- Коммерческое предложение или счет от поставщика (на фирменном бланке, с печатью, указанием наименования товара, количества, цены единицы продукции, общей суммы поставки, предполагаемых сроках поставки, формы расчетов, условий доставки, производителя товара, ГОСТ, ТУ и др., срока действия коммерческого предложения, контактное лицо, телефон)
- Копия устава предприятия
- Копия свидетельства о внесении записи в Единый государственный реестр юридических лиц
- Копия свидетельства о постановке на учет юридического лица в налоговом органе
- Копия свидетельства о государственной регистрации юридического лица
- Документ, подтверждающий полномочия лица, подписывающего договор
- Выписка из ЕГРЮЛ (дата выдачи не ранее месячного срока с даты подачи коммерческого предложения)
- Лицензия, если данный вид деятельности подлежит лицензированию
- Сертификат соответствия на поставляемое оборудование, материал
- Баланс предприятия (форма №1, форма №2) за две последние отчетные даты. В случае, если предприятие работает по упрощенной системе налогообложения — налоговая декларация по налогу, уплачиваемому в связи с применением упрощенной системы налогообложения
- Документы, подтверждающие наличие производственных баз, офисов
- Отзывы-рекомендации
 В случае, если предприятие работает по упрощенной системе налогообложения — налоговая декларация по налогу, уплачиваемому в связи с применением упрощенной системы налогообложения
В случае, если предприятие работает по упрощенной системе налогообложения — налоговая декларация по налогу, уплачиваемому в связи с применением упрощенной системы налогообложенияТел. отдела материально-технического снабжения (ОМТС) (8552) 91-12-13
Коммерческое предложение от МегаСталь
Поставки металлопроката в течение
1 дня
Бесплатная доставка заказа по МО свыше 20 тонн
Своевременно получать высококачественный металлопрокат – одно из основных условий успешности и эффективности работы предприятий, деятельность которых напрямую или косвенно связана с применением этой продукции. Если Ваша компания нуждается в надежном поставщике металлопроката, мы поможем существенно оптимизировать Ваш бизнес.
Компания «ТД «МегаСталь» более 5 лет осуществляет ответственные поставки всех видов металлопроката по территории РФ напрямую от заводовизготовителей по адекватным ценам:
98% заказчиков становятся постоянными клиентами
Богатый ассортимент
Весь нужный металлопрокат можно заказать у нас и получить его в сжатые сроки
Высокое качество
Проводим жесткий контроль качества поставляемой продукции, весь товар сертифицирован
Конкуренто способные цены
Наш прайс Вас порадует, а постоянное сотрудничество принесет скидки, бонусы и индивидуальное ценообразование
Собственный транспорт
Поставляем продукцию собственным транспортом в течение суток
Индивидуальный подход
За каждым клиентом закрепляется персональный менеджер, который действительно вникает в Ваши потребности, формируя индивидуальный формат работы
Бесплатная доставка
При заказе свыше 20 тонн доставка по Московской области – бесплатно
Компании, которым мы уже поставляем металлопрокат
Промстрой групп
Концерн «Калашников»
ЗМК Пулково
Эвриал
Гелар Групп
Поговорите с нашими заказчиками лично и узнайте всю правду из первых рук
Мы заручились согласием наших постоянных клиентов и предлагаем Вам пообщаться непосредственно с ними. Задавайте любые вопросы, чтобы по ответам оценить, насколько удобно и выгодно сотрудничество с компанией «ТД «МегаСталь».
Задавайте любые вопросы, чтобы по ответам оценить, насколько удобно и выгодно сотрудничество с компанией «ТД «МегаСталь».
Вместе мы заработаем больше!
Выбор поставщика металлопроката – непростая задача. Ведь от качества, сроков, расценок и других параметров напрямую зависит, насколько успешно будет функционировать Ваш бизнес. Обратившись именно к нам, Вы получаете лучшие на рынке условия. Ждем звонка!
Прокат, формовка и сварка металла | Производство металлов
Изготовление катаных и сварных металлических цилиндров и колец на заказ
В Toledo Metal Spinning мы предоставляем услуги по изготовлению конусов и цилиндров на заказ для клиентов в различных отраслях промышленности, включая аэрокосмическую, сельскохозяйственную, автомобильную, строительную, климатическую, промышленную и производственную. Мы используем современное оборудование и новейшие технологии производства, чтобы соответствовать самым высоким стандартам качества.Цилиндрические изделия производятся из различных материалов, включая алюминий 1100-O, 3003-O и 6061-O, углеродистую сталь 1008-1020, медь CDA 655, инконель 655 и 718, а также нержавеющую сталь серий 304, 304 DDQ, 316. , 410 и 430.
, 410 и 430.
Эти материалы обладают схожими свойствами, такими как отличная формуемость, свариваемость и высокая коррозионная стойкость. Цилиндры могут быть оснащены специальными элементами, включая ребристые концы, концы нестандартной формы, фитинги, боковые отверстия и варианты с приварными фланцами. Формы создаются путем скатывания плоских листов в круглую форму с последующим запечатыванием сварным швом, выполненным с помощью сварочного оборудования Jetline TIG.После того, как металлический цилиндр сварен, выполняется операция строгания для сглаживания и усиления сварного шва. Наша обработка позволяет получать точные размеры с гладкими и прочными сварными швами.
Допустимые размеры для деталей конуса и цилиндра: длина до 72 дюймов, диаметр от 5,5 до 48 дюймов и толщина от 0,030 до 0,134 дюйма. Максимально жесткие допуски ± 0,030 дюйма выполняются для деталей длиной до 1 фута. , с более высокими допусками для более крупных деталей. Срок выполнения заказа составляет от 2 до 4 недель, а все детали и процессы соответствуют стандартам ISO, а также нашим собственным внутренним стандартам качества. Дополнительные услуги с добавленной стоимостью включают вторичную формовку, сварку, отделку металла, инженерную поддержку, штамповку, тиснение, экструзию и, конечно же, прядение.
Дополнительные услуги с добавленной стоимостью включают вторичную формовку, сварку, отделку металла, инженерную поддержку, штамповку, тиснение, экструзию и, конечно же, прядение.
Доступны варианты вырезания, кромки, профиля и сварки, позволяющие настроить цилиндр для конкретного применения при изготовлении металла. Компания Toledo Metal Spinning Company производит и сваривает высококачественные цилиндры из листового металла для работы с другими продуктами TMS. Цилиндры с двойным фланцем используются в качестве несварных прокладок для увеличения высоты глубокотянутых чашек и бункеров.Когда предпочтительна сварная конструкция, цилиндр с гладким фланцем или цилиндр с одним фланцем можно приваривать TIG к коническим или плоским концам цилиндра. Использование цилиндров в сочетании с металлическими бункерами для заготовки, чашками для глубокой вытяжки и крышками из нержавеющей стали позволит быстро разработать емкость, которую можно использовать для нескольких применений, упомянутых ниже. Для получения дополнительной информации о наших изготовленных по индивидуальному заказу конусах и цилиндрах, а также о других наших услугах и продуктах, пожалуйста, ознакомьтесь с таблицей ниже или свяжитесь с нами напрямую.
Для получения дополнительной информации о наших изготовленных по индивидуальному заказу конусах и цилиндрах, а также о других наших услугах и продуктах, пожалуйста, ознакомьтесь с таблицей ниже или свяжитесь с нами напрямую.
- Полный спектр услуг по прокатке и сварке по индивидуальному заказу цилиндра или кольца.
- Сварочные изделия GTAW (TIG) с использованием высококачественных сварочных аппаратов Jetline.
- Строгое внимание к обеспечению 100% проплавления и инертной атмосферы для достижения высочайших стандартов качества в отношении прочности сварных швов, минимальной пористости и наилучшего внешнего вида.
- Формованные на заказ концы, ребра и фланцы на ваш цилиндр или кольцо
- Отверстия могут быть добавлены к участкам фланца или в стенке цилиндра или кольца
- Фланцы и фитинги приварные.
- Приварные фланцы особенно полезны в тех случаях, когда толщина фланца должна быть больше толщины стенки.
- Приварные фланцы особенно полезны в тех случаях, когда толщина фланца должна быть больше толщины стенки.

Обычные конфигурации металлических цилиндров и колец TMS:
- Цилиндры металлические без фланца.
- Цилиндры металлические с одним фланцем.
- Цилиндры металлические с двойным фланцем.
- Окна нестандартные вырезные, двери на металлических цилиндрах.
- Индивидуальные ступеньки и ребра на металлических цилиндрах.
Существуют различные конфигурации цилиндров: без фланца, с одним фланцем или с двумя фланцами; валики на фланце (ах) или корпусе цилиндра; вырезы, окна, двери; ступеньки и ребра — какими бы ни были ваши потребности, у TMS есть для вас практическое решение.Команда инженеров Toledo Metal Spinning ищет способы производить детали наиболее экономичным способом.
Сварочные камеры TMS предназначены для оптимизации потока продукта и максимально эффективного изготовления ваших деталей. Сварочные камеры TMS состоят из современных цилиндрических роликов, компьютеризированных аппаратов для сварки продольных швов, кругового строгального станка и фланца. Мы разрабатываем процесс производства ваших металлических цилиндров, используя методы бережливого производства. Сварочные камеры созданы для использования методов поточного производства единичных изделий, чтобы не выходить за рамки вашего бюджета.
Мы разрабатываем процесс производства ваших металлических цилиндров, используя методы бережливого производства. Сварочные камеры созданы для использования методов поточного производства единичных изделий, чтобы не выходить за рамки вашего бюджета.
Используйте конфигуратор цилиндров TMS
Наш конфигуратор цилиндров доступен для использования на начальных этапах проектирования цилиндра, соответствующего вашим потребностям, с учетом вашего бюджета. Конфигуратор TMS даст вам советы по проектированию цилиндра со стандартными инструментами, доступными в TMS. В расчетах используются стандартные инженерные «практические правила». Расчеты основаны на предоставленной вами информации, чтобы определить наиболее практичное решение для ваших потребностей в цилиндрах.Щелкните значок «Настроить», чтобы выбрать эту информативную функцию.
Материалы: нержавеющая сталь , инконель, хастеллой, титан, медь, алюминий, сталь
Возможности формовки промышленных цилиндров на заказ
| Английские единицы | Метрические единицы | |
|---|---|---|
| Нестандартный диаметр цилиндра | от 6,0 до 48,0 дюймов | от 160 до 1,220 мм |
| Нестандартная длина | 1. От 0 до 60,0 дюймов От 0 до 60,0 дюймов | от 25 до 1524 мм |
| Ширина фланца | от 0,38 до 0,88 дюйма | от 10 до 22 мм |
| Ширина фланца Специальная, макс. | до 1,5 дюйма | до 38 мм |
| Макс.толщина листа | 0,19 дюйма | 4,8 мм |
| Мин. Толщина листа | 0,03 дюйма | 0,75 мм |
| Макс.вес детали | 50 фунтов | 22.7 килограмм сила |
| Типовой объем производства деталей | От 20 до 5000 штук в год | |
| Время выполнения, типичное Прототипы / образцы | От 1 до 3 недель | |
| Время выполнения, стандартное Производство после отбора проб | 1-2 недели | |
| Доступны варианты отверстий | Да | |
| Доступны варианты вторичной формовки | Да |
* Форма фланца зависит от ширины фланца, диаметра цилиндра и толщины материала. Чем меньше ширина фланца, тем легче его формировать.
Чем меньше ширина фланца, тем легче его формировать.
** Фланцы большего размера не так идеальны с точки зрения затрат на инструмент. Фланцы большего размера требуют, чтобы деталь поддерживалась повсюду во время формования, поэтому часто возникает необходимость в индивидуальной оснастке.
Прокатка и волочение металла — Сообщество производителей ювелирных изделий «Ганоксин»
Явление деформации металлического материала — это сложная совокупность множества процессов, происходящих одновременно.Чтобы описать это, мы будем рассматривать их как осторожные действия, но имейте в виду, что на самом деле все они происходят одновременно и влияют друг на друга.
Наше исследование здесь должно быть продолжено относительно базовой информации:
- Что происходит внутри монокристалла?
- Как изменяется кристаллическая структура?
- Как деформируется весь кусок металла?
По сути, то, что происходит в отдельных кристаллах и в структуре решетки, одинаково для всех напряжений. Изменения в более крупном масштабе, например, во всем образце, зависят от используемого метода деформации. Ковка отличается от рисунка, а гибка — это не то же самое, что клепка. Поскольку эффекты напряжения на уровне кристаллов и зерен одинаковы, одного примера будет достаточно для всех форм деформации. Мы будем использовать прокатку, чтобы проиллюстрировать этот процесс.
Изменения в более крупном масштабе, например, во всем образце, зависят от используемого метода деформации. Ковка отличается от рисунка, а гибка — это не то же самое, что клепка. Поскольку эффекты напряжения на уровне кристаллов и зерен одинаковы, одного примера будет достаточно для всех форм деформации. Мы будем использовать прокатку, чтобы проиллюстрировать этот процесс.
Упругая деформация
Упругая деформация уже описывалась при обсуждении диаграммы «напряжение-пластичность».Любая пластическая деформация вызывает упругую деформацию как во всем блоке металла, так и в каждом отдельном зерне. Как вы помните, упругая деформация описывает эффект возвращения металла к исходной форме при снятии нагрузки (или силы). Однако даже в этом случае тщательное изучение покажет, что некоторые зерна начали механически деформироваться, а это означает, что напряжение изменило их до такой степени, что они не «отскакивают». Верна и обратная ситуация: даже когда образец подвергался механическому напряжению до такой степени, что он механически деформировался, можно найти несколько кристаллов, которые подверглись только упругому напряжению.
| Рис. 4.41. Изменение структуры решетки при деформации. a) Исходное состояние b) Упругая деформация с приложенной вертикальной силой c) Упругая деформация с приложенной диагональной силой d) Начало пластической деформации в плоскости скольжения e) Деформация Переход к следующей плоскости скольжения. |
На рис. 4.41 показан упрощенный вид изменений внутри зерна во время упругого напряжения.Представьте атомы в виде сфер, соединенных эластичными лентами. Как показано в 4.41b, пространство между атомами уменьшается в направлении давления, в то время как структура решетки расширяется под прямым углом к нему. Если давление воздействует на решетчатую структуру под косым углом, как в 4.41c, прямоугольник становится ромбом, где снова промежутки между атомами уменьшаются в направлении напряжения и увеличиваются под прямым углом к нему. Другими словами, металл выдавливается вниз и наружу.
Другими словами, металл выдавливается вниз и наружу.
Если бы на самом деле каждый атом был связан со своим соседом резинкой, если бы напряжение было снято, решетка вернулась бы к своей исходной симметричной структуре.Это определение упругой деформации.
Пластическая деформация
Пластическая деформация возникает, когда напряжение настолько велико, что форма необратимо изменяется. Пластической деформации всегда предшествует упругая деформация. То есть металлы сначала будут двигаться упруго, сохраняя способность возвращаться назад. Если нагрузка превышает предел упругости, расстояния между атомами больше не увеличиваются, но вся атомная решетка смещается по предпочтительным плоскостям скольжения. Эти плоскости особенно плотны с атомами.В кубических металлах эти плоскости диагональны.
Чтобы описать явление с помощью модели резиновой ленты, мы могли бы сказать, что, когда полосы больше не растягиваются, они отрываются от всех атомов плоскости скольжения, атомные «сферы» толкаются вместе с одной стадией скольжения. Здесь снова прикрепляются резинки, восстанавливая взаимные связи атомов (рис. 4.41d). Это устанавливает структуру, которая существовала раньше, но теперь кристаллы находятся в новых местах. Изменилась внешняя форма зерна, но атомы внутри кристаллической решетки снова упорядочены в соответствии с их кристаллической системой.
Здесь снова прикрепляются резинки, восстанавливая взаимные связи атомов (рис. 4.41d). Это устанавливает структуру, которая существовала раньше, но теперь кристаллы находятся в новых местах. Изменилась внешняя форма зерна, но атомы внутри кристаллической решетки снова упорядочены в соответствии с их кристаллической системой.
Например, зерно золота все еще имеет структуру кубической гранецентрированной решетки даже после прокатки. Чем больше плоскостей скольжения доступно в зерне и чем в большей степени атомы смещаются в этих плоскостях, тем сильнее изменяется зерно от своей первоначальной формы. Если он протягивается в одном направлении, как, например, когда проволока протягивается через вытяжную пластину, она сужается в размере под прямым углом к ней в результате множества плоскостей скольжения, как показано на рисунке 4.41e. Такой сдвиг структуры решетки возможен только в том случае, если нагрузка ориентирована в направлении предпочтительных плоскостей скольжения. Напряжение в другом направлении сопротивляется зерну, потому что только небольшая часть силы может быть использована для деформации. Возможно, что имеющейся силы хватит только на упругое смещение структуры решетки (4.41b).
Возможно, что имеющейся силы хватит только на упругое смещение структуры решетки (4.41b).
Сопротивление решетчатой структуры деформации увеличивается со степенью деформации: чем сильнее изменяется структура и чем сильнее прикладываемая сила, тем большее количество силы требуется для продолжения деформации.
Эффекты в зеренной структуре
При описании процесса затвердевания было отмечено, что кусок металла не является упорядоченным кристаллом, а вместо этого состоит из множества мелких кристаллов (зерен), которые ориентированы случайным образом. Из-за этого не имеет значения, в каком направлении приложена нагрузка. Только те зерна, которые случайно ориентированы в оптимальном направлении деформации, уступят место и деформируются пластически. Верно, что отдельное зерно имеет идеальную ориентацию для деформации, но поскольку зерна в образце ориентированы случайным образом, многокристаллический кусок металла одинаково пластичен во всех направлениях.
Когда зерно, лежащее в направлении деформации, растягивается, оно немедленно воздействует на соседние кристаллы, поскольку связано с ними. Сначала они подвергаются упругому напряжению, а затем меняют свое положение за счет пластической деформации: конструкция «течет». Если деформация продолжается в одном направлении, зерна становятся все более удлиненными, в конечном итоге создавая структуру, полностью состоящую из длинных нитевидных зерен, движущихся в одном направлении. Это типичная структура для металлов, подвергнутых вытяжке или прокатке.Таким образом, при пластической деформации первоначально случайно ориентированный образец формирует упорядоченную зернистую структуру в соответствии с направлением обработки.
Сначала они подвергаются упругому напряжению, а затем меняют свое положение за счет пластической деформации: конструкция «течет». Если деформация продолжается в одном направлении, зерна становятся все более удлиненными, в конечном итоге создавая структуру, полностью состоящую из длинных нитевидных зерен, движущихся в одном направлении. Это типичная структура для металлов, подвергнутых вытяжке или прокатке.Таким образом, при пластической деформации первоначально случайно ориентированный образец формирует упорядоченную зернистую структуру в соответствии с направлением обработки.
| Рис. 4.42 Сплав Au 585. Крупнозернистый шов, видны трещины на ранней стадии формовки. V = 125 |
По мере продолжения процесса повышенная сила необходима не только для того, чтобы толкать зерна вдоль их плоскостей скольжения, но и для того, чтобы оттолкнуть другие зерна с их пути (Рисунок 4. 42). Дополнительный хрупкий межзеренный материал осаждается между зернами, делая структуру более жесткой. Это может препятствовать деформации или даже сделать ее полностью невозможной. В конечном итоге зерна растягиваются до пределов своей формуемости. Если напряжение продолжается, силы сцепления, удерживающие образец вместе, превышаются, и структура начинает разрываться.
42). Дополнительный хрупкий межзеренный материал осаждается между зернами, делая структуру более жесткой. Это может препятствовать деформации или даже сделать ее полностью невозможной. В конечном итоге зерна растягиваются до пределов своей формуемости. Если напряжение продолжается, силы сцепления, удерживающие образец вместе, превышаются, и структура начинает разрываться.
Для большинства металлов повышенная деформация увеличивает твердость, предел прочности на разрыв и максимальное удлинение, а также снижает пластичность.То есть по мере того, как вы обрабатываете твердый металл, он становится прочнее, длиннее, менее податливым и более хрупким. На рисунке 4.43 показаны эти механические характеристики меди. Хотя фактические значения будут отличаться для других металлов и сплавов, тенденции и графические кривые аналогичны.
| Рис. 4.43 Изменение свойств металла при преобразовании (пример: медь).  |
Прокатка
Прокатку можно рассматривать как локальный (или изолированный) процесс деформации, во время которого толщина уменьшается, длина увеличивается, а ширина остается неизменной.Образец прижимается и продвигается через ролики, потому что трение заставляет его встать на место при вращении роликов. Чтобы понять микроскопические эффекты прохождения металла между движущимися поверхностями, мы должны сначала описать, что происходит, когда металл зажат между двумя неподвижными поверхностями.
| Рисунок 4.44 Конический поток. |
| Рисунок 4.45 Процесс прокатки с зоной течения. |
Ковка между фиксированными поверхностями
В этих случаях напряжение передается под прямым углом к поверхности образца. Это может иметь место, например, во время ковки, формовки, чеканки и штамповки. Как показано на рис. 4.44, металл не распределяет напряжение равномерно, а по-разному реагирует в разных зонах, некоторые из которых подвержены большему воздействию, чем другие.
Это может иметь место, например, во время ковки, формовки, чеканки и штамповки. Как показано на рис. 4.44, металл не распределяет напряжение равномерно, а по-разному реагирует в разных зонах, некоторые из которых подвержены большему воздействию, чем другие.
- Контакт между инструментом и поверхностью образца вызывает такое сильное трение, что металл не может распространяться оттуда вбок.Отсутствие движения здесь распространяется внутрь к зернам, находящимся в тесном контакте, ограничивая деформацию в зоне I. Это в равной степени относится к молотку (вверху) и наковальне (внизу).
- Металлический блок под прямым углом к направлению нагрузки выпячивается из-за внешнего давления, и поэтому перпендикулярная сила не может повлиять на конструкцию в Зоне III.
- Структурные изменения сконцентрированы в зоне II, которая находится между другими зонами, в областях, не затронутых деформацией.
Ковка между движущимися поверхностями
Эта информация теперь может быть перенесена в процесс прокатки. Как и при ковке, ролики создают трение в точке контакта с образцом, сводя к минимуму способность металла перемещаться в этой точке. Тенденцию к наибольшей деформации во внутренних секциях можно увидеть в потоке, показанном на Рисунке 4.45.
Как и при ковке, ролики создают трение в точке контакта с образцом, сводя к минимуму способность металла перемещаться в этой точке. Тенденцию к наибольшей деформации во внутренних секциях можно увидеть в потоке, показанном на Рисунке 4.45.
Поскольку металл постоянно подвергается повышенному напряжению при прохождении через ролики, ситуация отличается от воздействия неподвижной силы, как описано выше.Область наибольшей деформации лежит на линии FF сразу за местом наименьшего зазора между роликами. Это приводит к тому, что металл на поверхности отталкивается назад, образуя обратный поток. Металл в зоне обратного течения движется медленнее, а в зоне прямого скольжения быстрее, чем окружная скорость вращения валков; только металл разделителя потока по большей части движется с той же скоростью, что и валки.
| Рисунок 4.46 Процесс прокатки толстого блока металла. 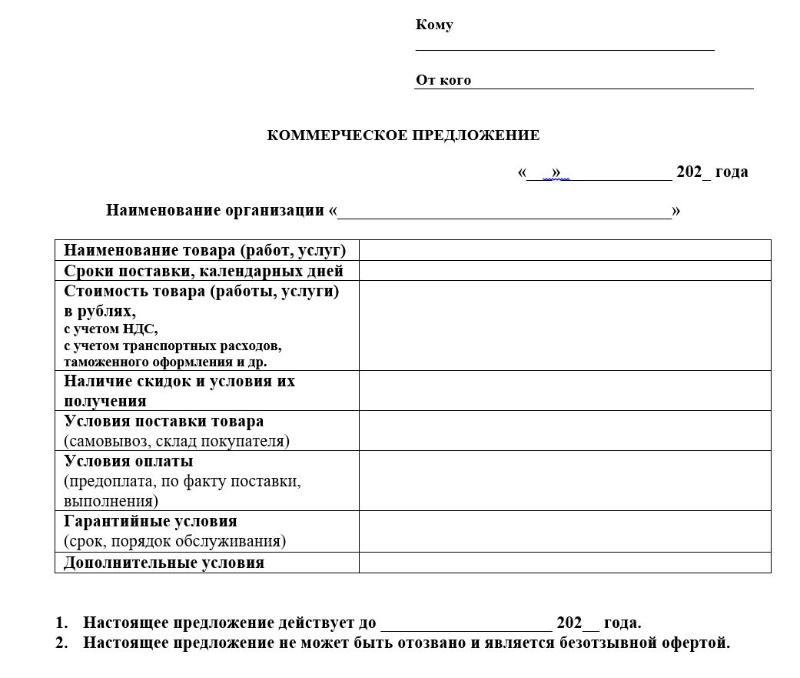 Центральная зона не подвержена давлению прокатки. Центральная зона не подвержена давлению прокатки. |
Кроме того, давление валков не так равномерно распределено по всему поперечному сечению металла, как можно было бы предположить из упрощенной схемы. Вместо этого внешние области металла деформируются сильнее, чем центр куска металла. Может даже случиться так, что область в центре почти не пострадает, как показано на Рисунке 4.46.
Иногда можно наблюдать это явление невооруженным глазом, наблюдая за передним краем прокатанного металлического листа.Из этих объяснений становится ясно, что структура металла подвергается высоким напряжениям и деформации во время прокатки и, следовательно, должна иметь безупречное качество, чтобы выдерживать этот процесс. Или, говоря другими словами, если у вас есть слиток, который страдает недостатками, такими как ямы и трещины, не рекомендуется пропускать его через ролики с целью исправления этих недостатков. Напряжение качения только усугубит их.
Оборудование
Прокатный стан, показанный на рисунке 4. 47 специально разработан для небольшой мастерской. Рама прокатного стана состоит из четырех круглых столбов, которые соединяют между собой верхнюю и нижнюю концевые пластины. Подшипники, в которых вращаются валы ролика, могут перемещаться вертикально по полированным направляющим стойкам. Рулоны имеют диаметр 45 мм и ширину 90 мм. Верхняя пара роликов может обрабатывать лист толщиной от 0,01 мм до 5 мм. Рифленые нижние ролики используются для раскатки проволоки квадратного сечения от 1 мм до 5 мм. Прокатный стан управляется ручным приводом, а редуктор максимально упрощает работу.Зазор между рулонами листов регулируется большим колесом, установленным в верхней части машины; рулоны проволоки регулируются двумя ручками с накаткой, скрытыми из виду внизу.
47 специально разработан для небольшой мастерской. Рама прокатного стана состоит из четырех круглых столбов, которые соединяют между собой верхнюю и нижнюю концевые пластины. Подшипники, в которых вращаются валы ролика, могут перемещаться вертикально по полированным направляющим стойкам. Рулоны имеют диаметр 45 мм и ширину 90 мм. Верхняя пара роликов может обрабатывать лист толщиной от 0,01 мм до 5 мм. Рифленые нижние ролики используются для раскатки проволоки квадратного сечения от 1 мм до 5 мм. Прокатный стан управляется ручным приводом, а редуктор максимально упрощает работу.Зазор между рулонами листов регулируется большим колесом, установленным в верхней части машины; рулоны проволоки регулируются двумя ручками с накаткой, скрытыми из виду внизу.
| Рисунок 4.47 Комбинированный рулон листовой проволоки. (Firma Eugen Dinkel, Hockdorf) Слева) с приводом от рукоятки справа) с приводом от электродвигателя |
Обрабатываемый материал должен выходить с гладкой, почти полированной поверхностью из хорошего прокатного стана. Для этого требуются валки из высококачественной стали, которые даже после длительного использования сохраняют неповрежденный полироль. Все остальные части прокатного стана должны выдерживать большие нагрузки и поэтому должны быть изготовлены из первоклассных материалов.
Для этого требуются валки из высококачественной стали, которые даже после длительного использования сохраняют неповрежденный полироль. Все остальные части прокатного стана должны выдерживать большие нагрузки и поэтому должны быть изготовлены из первоклассных материалов.
Достаточно ли ручного прокатного стана для регулярного использования или стоит иметь электрический прокатный стан, зависит от размера предприятия и его производственной программы. Без них крупные производственные компании не смогли бы обойтись. Показанный прокатный стан можно преобразовать в приводную машину, установив электродвигатель в основание и сконструировав для него соответствующую силовую передачу.
Разновидность прокатного стана, называемая листогибочным станком, используется рабочими, работающими с листовым металлом, для формирования листовой заготовки. С соответствующими приспособлениями эта машина может использоваться ювелирами для сгибания полых форм браслетов и аналогичных форм. В этом случае полоса соответствующей ширины подается между роликами, которые изгибают металл в виде петли по мере изменения его поперечного сечения, создавая сложную кривую. Все, что остается, — это припаять внутреннюю часть или колоду, чтобы создать браслет.
Все, что остается, — это припаять внутреннюю часть или колоду, чтобы создать браслет.
Уход за прокатным станом
- Не катать твердые и хрупкие материалы, такие как сталь или окисленный металл.
- Удалите остатки буры перед прокаткой на стане.
- Хорошо просушите материал перед раскаткой.
- Используйте все части валков равномерно, чтобы они не изнашивались посередине.
Если требуется небольшая повторная полировка, отрежьте кусок тонкой наждачной бумаги той же ширины, что и ролики, и согните его абразивным слоем над деревянным дюбелем, который также обрезан до такой же ширины, что и ролики. Затяните ролики, пока они не коснутся роликов, и поверните рукоятку, удерживая бумагу.Избегайте использования грубого абразива, поскольку он может усугубить проблему, а не улучшить ее.
Подготовка слитка
Перед прокаткой в лист литой слиток необходимо подготовить путем систематической тяжелой ковки. Это разрушит кристаллы, которые после отжига будут в наилучшем состоянии для прокатки. Только после того, как металл будет тщательно сжат и подготовлен с помощью отжигов, его можно прокатать до заданной толщины. Хотя это кажется дополнительным шагом, не уклоняйтесь от предварительной ковки.Это значительно улучшит качество изготавливаемого листа и проволоки.
Только после того, как металл будет тщательно сжат и подготовлен с помощью отжигов, его можно прокатать до заданной толщины. Хотя это кажется дополнительным шагом, не уклоняйтесь от предварительной ковки.Это значительно улучшит качество изготавливаемого листа и проволоки.
Прокатка листа
Перед прокаткой убедитесь, что на слитке и роликах нет мусора. Даже небольшой кусочек песка на любой поверхности создаст неровности, на удаление которых может потребоваться много времени. Начните с открытия зазора между роликами, чтобы слиток легко проходил между ними, затем уменьшайте зазор, пока ролики не коснутся слитка. Пропустите металл через мельницу один раз без давления, чтобы убедиться, что поверхность ровная.Выньте слиток из мельницы и немного сближите ролики. Сжимайте металл только немного с каждым проходом, а не пытайтесь резко уменьшить все сразу. Для поворота рукоятки используйте обе руки и, при необходимости, всю силу тела.
Неважно, перевернута ли фигура вверх ногами для следующего прохода. Его также можно без вреда катать вперед и назад, но он не должен изменять направление прокатки без предварительного отжига. То есть не поворачивайте заготовку на 90 °, если сначала ее не отожгли.Если квадратный лист должен быть раскатан, его необходимо сначала растянуть в одном направлении, отжечь, а затем удлинить под прямым углом к ранее обработанному направлению.
Его также можно без вреда катать вперед и назад, но он не должен изменять направление прокатки без предварительного отжига. То есть не поворачивайте заготовку на 90 °, если сначала ее не отожгли.Если квадратный лист должен быть раскатан, его необходимо сначала растянуть в одном направлении, отжечь, а затем удлинить под прямым углом к ранее обработанному направлению.
Как только вы начнете прокатку, продолжайте плавный равномерный ход, пока заготовка не пройдет через стан. Остановка посередине или рывковое движение приведет к появлению горизонтальных отметок или ступенек на листе. Попытки ускорить процесс за счет значительного изменения толщины между проходами приведут к тяжелой работе, нагрузке на стан и появлению линий в результате напряженной неравномерной скорости прокатки.В конечном итоге быстрее прогрессировать небольшими шагами.
Многие мельницы позволяют регулировать обе стороны роликов отдельно, что позволяет при желании выводить ролики из параллели. Таким образом можно свернуть полосу так, чтобы она изгибалась. Не забудьте вернуть мельницу в параллельное положение, когда закончите!
Не забудьте вернуть мельницу в параллельное положение, когда закончите!
Само собой разумеется, что металл необходимо периодически подвергать отжигу, так как он восстанавливается в прокатном стане. Слишком ранний отжиг — пустая трата времени, а слишком поздний отжиг может привести к повреждению металла из-за трещин под напряжением.Хотя это заманчиво, не рекомендуется судить о правильной последовательности отжига на ощупь; Толстые слитки трудно прокатать даже после отжига, а тонкий лист может не ощущаться деформационной закалкой, даже когда требуется отжиг. Вместо этого используйте микрометр для проверки восстановления и при необходимости отожгите. В случае стерлинга листы следует отжигать, когда они уменьшились вдвое. Например, образец диаметром 5 мм должен быть отожжен, если его размер составляет 2,5 мм, а когда он составляет половину от этого значения, 1,25 (рис. 4.48).
Рис. 4.48 4.48 Допустимое удлинение при прокатке и необходимые температуры рекристаллизации для важных сплавов благородных металлов. |
Прокатная проволока
Процесс превращения стержневых слитков в проволоку аналогичен только что описанному процессу листового проката, поскольку силы прокатки практически идентичны. Как и прежде, стержень следует выковать молотком и отжечь, чтобы подготовить кристаллическую структуру к прокатке.Когда это сделано, стержень вставляется в большую канавку на проволочно-прокатном стане и проходит легкий проход, чтобы обеспечить ровную поверхность. Затем валки сближаются (или стержень перемещается в следующую меньшую канавку) и прокатывается. Затем деталь поворачивают на 90 ° и пропускают через то же отверстие. В случае проволоки, фреза оказывает напряжение не только в двух направлениях, но и в шести из-за формы канавок. Требуется отжиг, как указано выше. Стержень пропускают через мельницу до тех пор, пока он не достигнет желаемого размера. Для определенных поперечных сечений деталь затем уменьшается в вытяжной пластине.
Для определенных поперечных сечений деталь затем уменьшается в вытяжной пластине.
| Таблица 4.15 Устранение проблем при прокатке | ||
| Признак | Причина | Средство устранения |
| Лист деформирован. | Неравномерное давление роликов; Центр изношен. | Отожгите и зачистите часть металла, которая недостаточно растянута. Ребятам следует отказать в их одевании. |
| Лист деформирован. | Направление прокатки изменено без отжига. | Отожгите и обработайте недостаточно растянутую часть металла. |
| Лист выгибается в одну сторону. | Ролики имеют большее давление с одной стороны: ролики изношены с одной стороны или регулировочные винты затянуты неравномерно. | Выровняйте положения винтов. Переверните булочки, чтобы заправить их. |
| Металл по краям трескается. | Неподходящая изложница. Материал подвергся чрезмерной нагрузке. В материале есть примеси. Из-за слишком частого отжига образовалось крупное зерно. | Широко откройте трещины пилой и отожгите. Заново обработайте изложницу. Повторно расплавьте и очистите металл. |
| Лист имеет сильные трещины, хрупкость или мозаичное образование трещин. | Либо металл имеет примеси, либо его предел прочности превысил предел прочности, либо он имеет большое зерно. | Повторно расплавьте и очистите металл или отправьте его на аффинаж. |
Чертеж
Принцип этой процедуры заключается в уменьшении толщины заостренной, конической проволоки путем протягивания ее через коническое отверстие в инструменте, сделанном из твердого материала. Проволока одновременно примет форму отверстия. Волочение отличается от прокатки тем, что давление волочения не передается через токарное действие стана, а зависит от силы, локально направленной в область сжатия.Это означает, что величина возможной силы волочения ограничивается пределом прочности материала на разрыв, что особенно очевидно при волочении тонкой проволоки.
Проволока одновременно примет форму отверстия. Волочение отличается от прокатки тем, что давление волочения не передается через токарное действие стана, а зависит от силы, локально направленной в область сжатия.Это означает, что величина возможной силы волочения ограничивается пределом прочности материала на разрыв, что особенно очевидно при волочении тонкой проволоки.
Толщина металла уменьшается за счет его прохождения через воронку. Чем круче конус, тем больше уменьшение; что, конечно, означает повышенную сопротивляемость и стресс. Идеальная форма конуса и процент обжатия заложены в конструкцию правильной вытяжной пластины. За счет систематического перемещения через соседние отверстия напряжение сводится к минимуму.Из-за трения на его внешней поверхности металл на внешней стороне стержня больше всего подвержен влиянию стяжной пластины, при этом внутренний сердечник остается почти неизменным.
Инструменты
Самым важным инструментом в процессе волочения, несомненно, является волокно. Он состоит из пластины из высококачественной стали, в которой размещены отверстия аналогичной формы, размер которых равномерно уменьшается от одного отверстия к другому. На рис. 4.49 показано, как делается такое отверстие в вытяжной пластине. Изменение толщины происходит в вытяжном конусе, в то время как поперечное сечение формируется около переднего или меньшего конца отверстия.Наиболее распространенные прижимные пластины имеют круглые отверстия и используются для уменьшения диаметра круглой проволоки. Специальные формы включают прямоугольные, квадратные, треугольные и ножевидные тяговые пластины. Также возможно изготовление изделий уникальной формы на промышленном штампе.
Он состоит из пластины из высококачественной стали, в которой размещены отверстия аналогичной формы, размер которых равномерно уменьшается от одного отверстия к другому. На рис. 4.49 показано, как делается такое отверстие в вытяжной пластине. Изменение толщины происходит в вытяжном конусе, в то время как поперечное сечение формируется около переднего или меньшего конца отверстия.Наиболее распространенные прижимные пластины имеют круглые отверстия и используются для уменьшения диаметра круглой проволоки. Специальные формы включают прямоугольные, квадратные, треугольные и ножевидные тяговые пластины. Также возможно изготовление изделий уникальной формы на промышленном штампе.
| Рисунок 4.49 Процесс рисования. |
Качество производимой проволоки зависит от состояния волочильной плиты. Только когда отверстия будут абсолютно гладкими, можно получить идеальную проволоку. Обработка и обращение с вытяжными пластинами начинается с их хранения. Быстрый способ повредить выдвижную пластину — это небрежно бросить ее в ящик. Контейнер, в который можно разместить выдвижные плиты, всегда окупается. Не используйте волокно для каких-либо целей, кроме волочения проволоки и изготовления труб. Несмотря на свой простой внешний вид, затворы представляют собой сложные высокоточные инструменты и требуют хотя бы номинального ухода.
Обработка и обращение с вытяжными пластинами начинается с их хранения. Быстрый способ повредить выдвижную пластину — это небрежно бросить ее в ящик. Контейнер, в который можно разместить выдвижные плиты, всегда окупается. Не используйте волокно для каких-либо целей, кроме волочения проволоки и изготовления труб. Несмотря на свой простой внешний вид, затворы представляют собой сложные высокоточные инструменты и требуют хотя бы номинального ухода.
Чтобы использовать тяговую пластину, поместите ее между двумя защитными пластинами из меди или другого мягкого металла в тисках, расположив так, чтобы используемые отверстия находились достаточно близко к губкам.Напилите конус на проволоке, проденьте ее в первое отверстие, где она ограничена, и крепко возьмитесь за затяжку. Это прочные плоскогубцы с достаточно длинными ручками, чтобы их можно было держать обеими руками. Плоские губки имеют резкую текстуру, поэтому проволока не выскальзывает даже при сильном натяжении (рис. 4.50).
Рисунок 4. 50 50 Волочение проволоки с помощью протяжных ключей. |
Провода толщиной более 2 мм потребуют использования волочильного станка — устройства, которое соединяет клещи ремнем или цепью с большим кривошипом, что значительно увеличивает рычаг.Для большей простоты может быть установлена понижающая передача (Рисунок 4.51).
Автоматические волочильные машины используются в промышленных условиях для производства тонких длинных проволок, таких как пруток, используемый при изготовлении цепей. Проволока, которую нужно протянуть, наматывается на катушку, и ее заостренный конец пропускается через соответствующее отверстие в вытяжной пластине. Передний конец прикреплен ко второй катушке с электрическим приводом. Таким образом, тонкая проволока быстро, безопасно и равномерно протягивается и наматывается на барабан. Несколько вытяжных пластин могут быть расположены одна за другой (часто с ванной охлаждающей жидкости между ними), чтобы добиться значительного обжатия одним движением.
Для последнего протягивания тонкой проволоки используется каменная вытяжная пластина, в которой просверленные алмазы или корунд вставляются в стальную пластину. Это гарантирует точность размеров даже при длительном использовании. В последнее время спеченные твердые металлические материалы, вставленные в стальные пластины, обеспечивают аналогичную долговечность при более низкой стоимости.
| Рисунок 4.51 Drawbench. |
Волочильная проволока
Поскольку прокатка проще, чем волочение проволоки, прокатайте проволоку как можно дальше перед тем, как повернуть ее к волоку.Поперечное сечение после прокатки обычно шестиугольное или квадратное, поэтому необходимо оставить достаточно металла, чтобы в процессе волочения получить желаемое сечение.
Убедитесь, что на проволоке нет твердых примесей, таких как частицы железа, остатки флюса и т. Д. Тщательно отожгите деталь и сделайте с одного конца конус длиной около 20 мм. У толстой проволоки конус может быть получен ступенчатой прокаткой. Протрите проволоку воском, чтобы уменьшить трение на конусе вытяжки. Найдите самое маленькое отверстие, через которое можно пропустить провод, и начните протягивать через следующее самое маленькое отверстие.Возьмитесь за острие протяжными клещами и потяните равномерно, по возможности, не останавливаясь. Как правило, нельзя пропустить ни одно отверстие, потому что это может привести к чрезмерной нагрузке на обрабатываемый материал: проволока сломается или застрянет.
Д. Тщательно отожгите деталь и сделайте с одного конца конус длиной около 20 мм. У толстой проволоки конус может быть получен ступенчатой прокаткой. Протрите проволоку воском, чтобы уменьшить трение на конусе вытяжки. Найдите самое маленькое отверстие, через которое можно пропустить провод, и начните протягивать через следующее самое маленькое отверстие.Возьмитесь за острие протяжными клещами и потяните равномерно, по возможности, не останавливаясь. Как правило, нельзя пропустить ни одно отверстие, потому что это может привести к чрезмерной нагрузке на обрабатываемый материал: проволока сломается или застрянет.
Как и при прокатке, при волочении важен регулярный отжиг. Тонкую проволоку наматывают в катушку и связывают медной или стальной проволокой. Нагрейте змеевик пушистым пламенем, охладите в воде, снимите обмоточную проволоку и рассолите. Не забудьте полностью высушить проволоку, прежде чем продолжить ее протягивание, потому что влага, оставшаяся на волокне, вызовет ржавчину.
При вытягивании проволоки необычного поперечного сечения подготовьте полосу, сделав ее максимально похожей на окончательную форму. Например, для прямоугольной проволоки или проволоки с острым краем сначала прокатите проволоку через листопрокат, чтобы приблизить форму. Чтобы сделать полукруглый провод, припаяйте вместе два квадратных или прямоугольных провода на небольшое расстояние вдоль их концов. Подпилите этот участок к конусу и используйте его в качестве точки вытяжки, чтобы протянуть двойную прядь через круглую пластину. В результате получится пара одинаковых полукруглых проводов.
Изготовление трубки
Трубку изготавливают путем удара молотком и последующего вытягивания параллельной стороны полосы листа до тех пор, пока ее края не сойдутся. Во время изгиба внешняя часть трубки растягивается, а внутренняя сжимается. Это объясняет, почему требуемая начальная ширина кажется размером посередине между величиной, рассчитанной для размеров внутреннего и внешнего диаметра.
C = (D — s) ·?
C — средняя окружность в мм
D — внешний диаметр
s — толщина металла в мм
Подготовьте полосу листа, которая немного шире, чем размер, указанный по формуле.Это позволит протянуть готовую трубку через несколько отверстий, чтобы сделать ее гладкой и круглой. Подпилите края полосы под небольшим углом, чтобы они не плотно прилегали друг к другу при соприкосновении. Сделайте конус, надрезав острие на одном конце полосы. Альтернативный метод, показанный на рис. 4.52, — припаять к концу полосы проволоку, диаметр которой соответствует предполагаемому внутреннему диаметру. Это позволяет трубе оставаться круглой и не повреждаться вытяжными клещами.
| Рисунок 4.52 Изготовление трубки. а) Подготовленная обрезная заготовка с конусом рисунка. б) Полоса листа с припаянной круглой проволокой в качестве точки волочения.  c) Подготовленная труба в форме желоба. d) Трубка подготовлена к пайке |
Забейте полосу молотком в деревянный V-образный блок, пока ее сечение не станет чуть больше полукруга. Направляйте удары молотка по краям, а не по середине полосы, чтобы свести к минимуму склонность к скручиванию, как винт, во время волочения.
Полоса листа отжигается, края очищаются, затем трубка вытягивается до закрытия шва.Избегайте использования воска для рисования, поскольку он предотвращает растекание припоя. Нарисованная трубка закрывается пайкой длинными тонкими кусочками припоя. Протравите и удалите излишки припоя путем заливки, затем протяните трубку через несколько последовательных отверстий, чтобы сделать ее полностью круглой и желаемого диаметра.
Чтобы сделать квадратную, прямоугольную или треугольную трубу, начните с круглой трубы с диаметром больше, чем предполагаемый результат. Чтобы создать сердечник, нарисуйте медный провод нужного внутреннего диаметра и формы и смажьте его маслом. Эта проволока должна быть как минимум на 40 мм длиннее готовой трубки и выступать с одного конца не менее чем на 20 мм. Очистите этот участок от масла и точечно припаяйте его к трубке. После заполнения это будет точкой отсчета для последующей операции.
Эта проволока должна быть как минимум на 40 мм длиннее готовой трубки и выступать с одного конца не менее чем на 20 мм. Очистите этот участок от масла и точечно припаяйте его к трубке. После заполнения это будет точкой отсчета для последующей операции.
Нарисуйте, как для проволоки, начиная с первого отверстия, в котором трубка соприкасается, и продолжайте последовательно, не пропуская никаких отверстий. Поскольку в этом процессе больше стресса, чем при обычном рисовании, будьте готовы к резкому натяжению. Продолжайте, пока трубка не коснется сердечника.Чтобы удалить этот провод, сначала отпилите кончик, на котором были припаяны два элемента. Работая с тыльной стороны вытяжной пластины, пропустите стержень через образовавшееся отверстие; это не позволит трубке пройти. Возьмитесь за медный провод и вытащите его. Будьте осторожны, не используйте для этого переднюю часть вытяжной пластины, потому что конусообразное отверстие будет эффективно прижимать трубку к сердечнику и фиксировать их вместе..jpg) Если трубку необходимо согнуть, оставьте медный сердечник на месте до завершения сгибания, затем удалите внутренний провод с помощью кислоты.
Если трубку необходимо согнуть, оставьте медный сердечник на месте до завершения сгибания, затем удалите внутренний провод с помощью кислоты.
Разница между горячекатаной и холоднокатаной сталью
Клиенты часто спрашивают нас, чем отличается горячекатаный прокат от холоднокатаного. Между этими двумя типами металла есть несколько принципиальных различий. Различия между горячекатаной и холоднокатаной сталью связаны со способом обработки этих металлов на стане, а не со спецификацией или маркой продукта. Горячекатаный прокат включает прокатку стали при высоких температурах, при которой холоднокатаная сталь подвергается дальнейшей обработке на станах холодного обжатия, где материал охлаждается с последующим отжигом и / или дрессировочной прокаткой.
Сталь горячекатаная
Горячая прокатка — это прокатный процесс, который включает прокатку стали при высокой температуре (обычно при температуре более 1700 ° F), которая выше температуры рекристаллизации стали. Когда температура стали выше температуры рекристаллизации, ей можно легко придать форму и формование, и сталь можно будет изготавливать с гораздо большими размерами. Горячекатаный прокат обычно дешевле холоднокатаной из-за того, что он часто производится без каких-либо задержек в процессе, и поэтому повторный нагрев стали не требуется (как при холоднокатаной прокатке).Когда сталь остывает, она слегка усаживается, что дает меньший контроль над размером и формой готового продукта по сравнению с холоднокатаным прокатом.
Когда температура стали выше температуры рекристаллизации, ей можно легко придать форму и формование, и сталь можно будет изготавливать с гораздо большими размерами. Горячекатаный прокат обычно дешевле холоднокатаной из-за того, что он часто производится без каких-либо задержек в процессе, и поэтому повторный нагрев стали не требуется (как при холоднокатаной прокатке).Когда сталь остывает, она слегка усаживается, что дает меньший контроль над размером и формой готового продукта по сравнению с холоднокатаным прокатом.
Использование: Горячекатаный прокат, такой как горячекатаный стальной прокат, используется в сварочных и строительных работах, например, для изготовления железнодорожных путей и двутавровых балок. Горячекатаный прокат используется в ситуациях, когда не требуются точные формы и допуски.
Холоднокатаная сталь
Холоднокатаная сталь — это горячекатаный прокат, прошедший дополнительную обработку.Далее сталь обрабатывается на станах холодного обжатия, где материал охлаждается (при комнатной температуре) с последующим отжигом и / или дрессировкой прокатки. В результате этого процесса будет производиться сталь с более узкими допусками на размеры и более широким диапазоном отделки поверхности. Термин «холоднокатаный» ошибочно используется для всех продуктов, в то время как на самом деле название продукта относится к прокатке плоского листового проката и рулонов.
В результате этого процесса будет производиться сталь с более узкими допусками на размеры и более широким диапазоном отделки поверхности. Термин «холоднокатаный» ошибочно используется для всех продуктов, в то время как на самом деле название продукта относится к прокатке плоского листового проката и рулонов.
Когда речь идет о прутковой продукции, используется термин «холодная чистовая обработка», которая обычно состоит из холодного волочения и / или точения, шлифовки и полировки.Этот процесс приводит к более высоким пределам текучести и имеет четыре основных преимущества:
- Холодная вытяжка увеличивает предел текучести и предел прочности, часто устраняя необходимость в дополнительной дорогостоящей термической обработке.
- Токарная обработка позволяет избавиться от неровностей поверхности.
- Шлифование сужает диапазон допуска исходного размера.
- Полировка улучшает качество поверхности.
Все холоднокатаные изделия обеспечивают превосходную чистоту поверхности, а также превосходные допуски, соосность и прямолинейность по сравнению с горячекатаным прокатом.
Прутки, обработанные холодным способом, обычно труднее обрабатывать, чем горячекатаные, из-за повышенного содержания углерода. Однако этого нельзя сказать о листах холоднокатаных и горячекатаных. С этими двумя продуктами холоднокатаный продукт имеет низкое содержание углерода и обычно отжигается, что делает его более мягким, чем горячекатаный лист.
Использует: Любой проект, в котором допуски, состояние поверхности, соосность и прямолинейность являются основными факторами.
Нет времени читать блог?
Вы можете посмотреть наше видео ниже, чтобы узнать разницу между горячекатаной и холоднокатанной сталью:
Металлические Супермаркеты
Metal Supermarkets — крупнейший в мире поставщик мелкосерийного металла с более чем 100 обычными магазинами в США, Канаде и Великобритании.Мы эксперты по металлу и обеспечиваем качественное обслуживание клиентов и продукцию с 1985 года.
В Metal Supermarkets мы поставляем широкий ассортимент металлов для различных областей применения. В нашем ассортименте: низкоуглеродистая сталь, нержавеющая сталь, алюминий, инструментальная сталь, легированная сталь, латунь, бронза и медь.
У нас в наличии широкий ассортимент форм, включая стержни, трубы, листы, пластины и многое другое. И мы можем разрезать металл в точном соответствии с вашими требованиями.
Посетите одно из наших 100+ офисов по всей Северной Америке сегодня.
наиболее распространенных видов использования алюминия
Алюминий — третий по содержанию металл в земной коре и третий по распространенности элемент в целом.
Ни один другой металл не может сравниться с алюминием по разнообразию применения. Некоторые варианты использования алюминия могут быть не сразу очевидны; например, знаете ли вы, что алюминий используется при производстве стекла?
Алюминий невероятно популярен, потому что это:
- Облегченный
- Сильный
- Устойчив к коррозии
- прочный
- Пластичный
- Гибкий
- Проводящий
- Без запаха
Алюминий теоретически подлежит 100% вторичной переработке без потери своих природных свойств.На переработку алюминиевого лома также уходит 5% энергии, чем на то, что используется для производства нового алюминия.
Наиболее распространенные области применения алюминия
Наиболее распространенные применения алюминия включают:
- Транспорт
- Строительство
- Электрооборудование
- Товары народного потребления
Транспорт
Алюминий используется на транспорте из-за непревзойденного соотношения прочности и веса. Его меньший вес означает, что для перемещения транспортного средства требуется меньшее усилие, что приводит к большей топливной экономичности.Хотя алюминий не самый прочный металл, его легирование с другими металлами помогает повысить его прочность. Его коррозионная стойкость — дополнительный бонус, устраняющий необходимость в тяжелых и дорогих антикоррозионных покрытиях.
Хотя автомобильная промышленность по-прежнему в значительной степени полагается на сталь, стремление повысить топливную эффективность и сократить выбросы CO2 привело к гораздо более широкому использованию алюминия. По прогнозам экспертов, к 2025 году среднее содержание алюминия в автомобиле увеличится на 60%.
Поезд Синкансэн E6В высокоскоростных железнодорожных системах, таких как Синкансэн в Японии и Маглев в Шанхае, также используется алюминий.Металл позволяет конструкторам снизить вес поездов, снизив сопротивление трению.
Алюминий также известен как «крылатый металл», потому что он идеален для самолетов; опять же, благодаря легкости, прочности и гибкости. Фактически, алюминий использовался в каркасах дирижаблей Zeppelin еще до того, как были изобретены самолеты. Сегодня в современных самолетах используются алюминиевые сплавы повсюду, от фюзеляжа до приборов кабины. Даже космические корабли, такие как космические шаттлы, содержат от 50% до 90% алюминиевых сплавов в своих частях.
Строительство
Здания из алюминия практически не требуют обслуживания из-за его устойчивости к коррозии. Алюминий также является теплоэффективным, благодаря чему в домах тепло зимой и прохладно летом. Добавьте к этому тот факт, что алюминий имеет приятную отделку и его можно изгибать, резать и сваривать до любой желаемой формы, это дает современным архитекторам неограниченную свободу создавать здания, которые невозможно построить из дерева, пластика или стали.
Лондонский центр водных видов спортаПервым зданием, в котором широко использовался алюминий, было Эмпайр-стейт-билдинг в Нью-Йорке, построенное в 1931 году.Сегодня алюминий регулярно используется при строительстве многоэтажных домов и мостов. Благодаря меньшему весу алюминия работать с ним проще, быстрее и удобнее. Это также помогает снизить другие расходы. Здание, построенное из стали, потребует более глубокого фундамента из-за дополнительного веса, что приведет к увеличению затрат на строительство.
Известные современные здания из алюминия включают штаб-квартиру Банка Китая в Гонконге и Лондонский центр водных видов спорта Захи Хадид в Лондоне.
Электрооборудование
Несмотря на то, что он имеет всего 63% электропроводности меди, низкая плотность алюминия делает его лучшим вариантом для линий электропередач на большие расстояния. Если бы использовалась медь, опорные конструкции были бы тяжелее, многочисленнее и дороже. Алюминий также более пластичен, чем медь, что значительно упрощает его формирование в виде проволоки. Наконец, его коррозионная стойкость помогает защитить провода от элементов.
Помимо линий электропередач и кабелей, алюминий используется в двигателях, приборах и энергосистемах.Телевизионные антенны и спутниковые тарелки, даже некоторые светодиодные лампы сделаны из алюминия.
Товары народного потребления
Внешний вид алюминия является причиной его частого использования в потребительских товарах.
Смартфоны, планшеты, ноутбуки и телевизоры с плоским экраном производятся из все большего количества алюминия. Благодаря его внешнему виду современные технические устройства выглядят элегантно и утонченно, при этом они легкие и долговечные. Это идеальное сочетание формы и функции, которое имеет решающее значение для потребительских товаров.Все больше и больше алюминий заменяет пластмассовые и стальные компоненты, поскольку он прочнее и жестче, чем пластик, и легче, чем сталь. Он также позволяет быстро рассеивать тепло, предохраняя электронные устройства от перегрева.
Macbook от AppleApple использует преимущественно алюминиевые детали в своих iPhone и MacBook. Другие производители высококачественной электроники, такие как производитель аудиотехники Bang & Olufsen, также сильно отдают предпочтение алюминию.
Дизайнерам интерьеров нравится использовать алюминий, так как ему легко придать форму и он великолепно выглядит.К предметам мебели из алюминия относятся столы, стулья, лампы, рамы для картин и декоративные панели.
Конечно, фольга на вашей кухне — алюминиевая, как и кастрюли и сковороды, которые часто делают из алюминия. Эти алюминиевые изделия хорошо проводят тепло, нетоксичны, устойчивы к ржавчине и легко чистятся.
Алюминиевые банки используются для упаковки продуктов питания и напитков. Coca-Cola и Pepsi используют алюминиевые банки с 1967 года.
Металлические Супермаркеты
Metal Supermarkets — крупнейший в мире поставщик мелкосерийного металла с более чем 100 обычными магазинами в США, Канаде и Великобритании.Мы эксперты по металлу и обеспечиваем качественное обслуживание клиентов и продукцию с 1985 года.
В Metal Supermarkets мы поставляем широкий ассортимент металлов для различных областей применения. В нашем ассортименте: низкоуглеродистая сталь, нержавеющая сталь, алюминий, инструментальная сталь, легированная сталь, латунь, бронза и медь.
У нас в наличии широкий ассортимент форм, включая стержни, трубы, листы, пластины и многое другое. И мы можем разрезать металл в точном соответствии с вашими требованиями.
Посетите одно из наших 100+ офисов по всей Северной Америке сегодня.
Листовой и толстолистовой прокат
Металлообработка
Прокатный
Прокат листового металла на предприятии по переработке отработанных газов
Waste Gas Fabricating Co. обеспечивает превосходный комплекс услуг по производству стальных конструкций для района Большой Филадельфии и более широкого региона Срединно-Атлантического океана. Наш безупречный, сертифицированный ISO цех по изготовлению стальных листов и листов на заказ и наш высококвалифицированный персонал готовы использовать наши листогибочные прессы и листовые ролики с ЧПУ для изготовления изделий с минимальными допусками.Отходы газа работают с любым материалом, любого сорта, поэтому мы можем выполнить любой заказ. WGF поддерживает собственный парк грузовых автомобилей, гарантируя своевременную доставку даже для срочных заказов. WGF работает с 1976 года, и мы производим сталь и другие металлические изделия для всего спектра тяжелой промышленности, включая краны, сосуды высокого давления, производство грузовиков и прицепов, а также машинные агрегаты всех типов. Прокатка и формовка стали — одна из многих специализированных услуг в области металлообработки, которые компания WGF с гордостью предлагает.
После анализа требований к компонентам выполняется формовка металла: предварительно вырезанная или стандартная металлическая форма проходит через процесс, известный как гибка профиля. Услуги WGF по прокату добавленной стоимости добавляют еще один уровень индивидуального опыта в этом процессе. Мы также можем найти способы автоматизировать и интегрировать ваши процессы прокатки металла. Наше современное оборудование можно запрограммировать на выполнение ряда различных операций прокатки и формовки за один проход, чтобы минимизировать затраты и каждый раз обеспечивать точное серийное производство.WGF может работать с вами, чтобы найти лучшее комплексное решение, от прототипа компонента до разработки наиболее эффективного производственного процесса и конечного результата.
КомпанияWaste Gas Fabricating Co. поддерживает впечатляющие своевременные запасы, включая множество различных марок углеродистой и нержавеющей стали, подходящих как для производства листового, так и для толстого листа. Специальные металлы, такие как износостойкие листы и все марки алюминия, доступны в широком диапазоне толщин.
Прокатка и формование стали — лишь одна из многих услуг, которые предлагает компания Waste Gas Fabricating Co. Наш опыт в производстве сертифицированных металлических изделий на заказ делает нас лидером отрасли. Какой бы ни была ваша отрасль и ваше приложение, выбирайте WGF, чтобы каждый раз делать все правильно с первого раза.
Дом » Услуги по изготовлению » Обработки металлов давлением » Прокатка
Что такое штамповка металла? Руководство по процессам, этапам и типам прессов
Штамповка металла — это процесс холодной штамповки, в котором используются штампы и штамповочные прессы для преобразования листового металла в различные формы.Кусочки плоского листового металла, обычно называемые заготовками, загружаются в штамповочный пресс для листового металла, который использует инструмент и поверхность штампа для придания металлу новой формы. Производственные предприятия и изготовители металла, предлагающие услуги штамповки, помещают штампованный материал между секциями штампа, где использование давления будет формировать и сдвигать материал в желаемую окончательную форму для продукта или компонента.
Матрица для штамповки металла, используемая для автомобильных деталей.Изображение предоставлено: DRN Studio / Shutterstock.com
В этой статье описываются процесс и этапы штамповки металла, представлены типы обычно используемых штамповочных прессов, рассматриваются преимущества штамповки по сравнению с другими производственными процессами, а также объясняются различные типы штамповочных операций и их применения.
Основные понятия штамповки металлов
Штамповка металла, также называемая прессованием, представляет собой недорогой высокоскоростной производственный процесс, позволяющий производить большое количество идентичных металлических компонентов.Операции штамповки подходят как для коротких, так и для длительных производственных циклов и могут проводиться с другими операциями обработки металла и могут состоять из одного или нескольких из ряда более конкретных процессов или методов, таких как:
- Пробивка
- Заглушка
- Тиснение
- Чеканка
- Гибка
- Фланец
Вырубка и вырубка относятся к использованию штампа для резки материала в определенные формы. При штамповке обрезок материала удаляется, когда пуансон входит в матрицу, оставляя отверстие в заготовке.С другой стороны, вырубка удаляет заготовку из основного материала, превращая этот удаленный компонент в желаемую заготовку или заготовку.
Тиснение — это процесс создания выпуклой или утопленной конструкции в листовом металле путем прижатия необработанной заготовки к штампу, имеющему желаемую форму, или путем пропускания заготовки материала через роликовый штамп.
Чеканка — это метод гибки, при котором заготовка штампуется, когда она помещается между штампом и пуансоном или прессом. Это действие заставляет наконечник пуансона проникать в металл и приводит к точным, повторяемым изгибам.Глубокое проплавление также снимает внутренние напряжения в металлической заготовке, в результате чего не возникает эффекта пружинения.
Гибка относится к общей технике придания металлу желаемых форм, таких как L, U или V-образные профили. Процесс гибки металла приводит к пластической деформации, которая вызывает напряжения выше предела текучести, но ниже предела прочности. Изгиб обычно происходит вокруг одной оси.
Отбортовка — это процесс установки развальцовки или фланца на металлическую заготовку с помощью штампов, прессов или специального оборудования для отбортовки кромок.
Станки для штамповки металла могут больше, чем просто штамповка; они могут лить, штамповать, резать и формировать металлические листы. Машины могут быть запрограммированы или управляться с помощью ЧПУ, чтобы обеспечить высокую точность и повторяемость для каждой штампованной детали. Программы электроэрозионной обработки (EDM) и компьютерного проектирования (CAD) обеспечивают точность. Доступны различные станки для штамповки штампов. Прогрессивные, формовочные, составные и твердосплавные инструменты позволяют выполнять определенные задачи штамповки.Прогрессивные матрицы можно использовать для одновременного создания нескольких деталей на одной детали.
Различные типы прессов: Пресс гидравлический штамповочный.Изображение предоставлено: Romul014 / Shutterstock.com
Виды штамповочных операций
Прогрессивная штамповка
Для прогрессивной штамповки используется последовательность станций штамповки. Рулон металла подается в поршневой штамповочный пресс с матрицами прогрессивной штамповки. Матрица перемещается вместе с прессом, и когда пресс движется вниз, матрица закрывается, штампуя металл и формируя деталь.Когда пресс поднимается, металл перемещается горизонтально к следующей станции. Эти движения должны быть точно выровнены, поскольку деталь все еще связана с металлической полосой. Последняя станция отделяет только что изготовленную деталь от остального металла. Прогрессивная штамповка идеальна для длительных тиражей, потому что штампы служат долго, не повреждаются, а процесс очень повторяемый. На каждом этапе процесса выполняется различная операция резки, гибки или штамповки металла, таким образом постепенно достигая желаемой формы и дизайна конечного продукта.Это также более быстрый процесс с ограниченным количеством отходов.
Передаточная штамповка
Передаточная штамповка в штампе похожа на прогрессивную штамповку, но деталь отделяется от металла на ранней стадии процесса и передается от одной штамповочной станции к другой другой механической транспортной системой, такой как конвейерная лента. Этот процесс обычно используется для больших деталей, которые, возможно, потребуется перенести на разные прессы.
Четырехпозиционная штамповка
Четырехходовая штамповка также называется многослайдной или четырехсторонней штамповкой.Этот метод лучше всего подходит для создания сложных компонентов, которые имеют множество изгибов или поворотов. Он использует четыре скользящих инструмента вместо одного вертикального суппорта, чтобы формировать заготовку за счет нескольких деформаций. Два ползуна или плашки ударяют по заготовке горизонтально, придавая ей форму, при этом плашки не используются. Многослайдовая штамповка также может иметь более четырех движущихся слайдов.
Четырехпозиционная штамповка — это очень универсальный вид штамповки, так как к каждому слайду можно прикрепить разные инструменты. Он также имеет относительно низкую стоимость и быстрое производство.
Чистовая вырубка
Чистая вырубка, также известная как чистовая вырубка, полезна для обеспечения высокой точности и гладких краев. Обычно выполняемые на гидравлическом или механическом прессе или в сочетании двух операций чистовой вырубки состоят из трех отдельных движений:
- Зажим заготовки или обрабатываемого материала на месте
- Выполнение операции вырубки
- Выброс готовой детали
Прессы для чистовой вырубки работают при более высоких давлениях, чем те, которые используются при обычных операциях штамповки, поэтому инструменты и оборудование необходимо проектировать с учетом этих более высоких рабочих давлений.
Кромки, полученные при чистовой штамповке, избегают изломов, так как они получаются с помощью обычных инструментов, а плоскостность поверхности может превосходить таковую, доступную при других методах штамповки. Поскольку это метод холодной экструзии, чистовая вырубка представляет собой одностадийный процесс, снижающий общие затраты на изготовление.
Типы штамповочных прессов
Три распространенных типа штамповочных прессов включают механические, гидравлические и механические сервоприводы. Обычно прессы связаны с устройством автоматической подачи, которое отправляет листовой металл через пресс в рулонах или заготовках.
Механический
В механических прессахиспользуется двигатель, соединенный с механическим маховиком для передачи и хранения энергии. Размер их пуансонов может варьироваться от 5 мм до 500 мм, в зависимости от конкретного пресса. Скорость механического прессования также варьируется, обычно в диапазоне от двадцати до 1500 ударов в минуту, но они, как правило, быстрее, чем гидравлические прессы. Эти прессы бывают разных размеров от двадцати до 6000 тонн. Они хорошо подходят для создания более мелких и простых деталей из рулонов листового металла.Обычно они используются для прогрессивной и трансферной штамповки при больших объемах производства.
Гидравлический
В гидравлических прессахдля приложения силы к материалу используется гидравлическая жидкость под давлением. Гидравлические поршни вытесняют жидкость с силой, пропорциональной диаметру головки поршня, что позволяет лучше контролировать величину давления и обеспечивать более постоянное давление, чем в механическом прессе. Кроме того, они имеют возможность регулировки хода и скорости и, как правило, могут выдавать полную мощность в любой момент хода.Эти прессы обычно различаются по размеру от двадцати до 10000 тонн и имеют ход поршня от 10 до 800 мм.
Гидравлические прессы обычно используются для небольших производственных партий для создания более сложных и более глубоких штамповок, чем механические прессы. Они обеспечивают большую гибкость благодаря регулируемой длине хода и контролируемому давлению.
Механический сервопривод
В механических сервопрессахвместо маховиков используются двигатели большой мощности. Они используются для создания более сложных штамповок с большей скоростью, чем гидравлические прессы.Ход, положение и движение скольжения, а также скорость регулируются и программируются. Они приводятся в действие либо системой привода с вспомогательной связью, либо системой прямого привода. Эти прессы являются самыми дорогими из трех рассмотренных типов.
Типы штамповочных штампов
Штамповочный пресс с ЧПУИзображение предоставлено: DRN Studio / Shutterstock.com
Плашки, которые используются при штамповке металла, можно охарактеризовать как однопозиционные или как многопозиционные.
Однопозиционные матрицы включают как составные, так и комбинированные матрицы.Составные штампы выполняют более одной операции резки на одном прессе, например, в случае нескольких разрезов, необходимых для создания простой шайбы из стали.
Комбинированные матрицы — это матрицы, в которых за один ход пресса выполняются как операции резки, так и операции без резки. Примером может быть матрица, которая производит надрез, а также фланец для данной металлической заготовки.
Многопозиционные матрицы включают в себя как прогрессивные матрицы, так и переходные матрицы, в которых операции вырубки, штамповки и резки выполняются последовательно из одного и того же набора штампов.
Стальные линейчатые матрицы, также называемые ножевыми, изначально использовались с более мягкими материалами, такими как кожа, бумага или картон, но также нашли применение при резке и формовании металлов, включая алюминий, медь и латунь. Материал стальной полосы, используемый для режущей поверхности, должен соответствовать желаемой форме, а в башмаке штампа прорезана прорезь для удержания материала стальной линейки. Характеристики разрезаемого материала, такие как его толщина и твердость, помогают установить толщину стальной линейки, которая будет использоваться в режущем диске.
Материальные аспекты
Кольца РашидаИзображение предоставлено: Wisconsin Stamping
Выбор материалов для штамповки металла зависит от желаемых свойств готовой детали. Штамповка не ограничивается как производственный процесс только металлами — существует множество металлических штамповочных материалов, которые можно обрабатывать с помощью методов штамповки, таких как бумага, кожа или резина, но металлы являются наиболее часто используемыми.
В целом, металлы после штамповки сохраняют свою ковкость и пластичность.Те, которые используются при прецизионной штамповке, обычно имеют твердость от мягкой до средней и имеют низкий коэффициент текучести. Некоторые из обычных металлов и типов металлов, изготавливаемых методом штамповки, включают:
- Драгоценные металлы, такие как серебро, золото и платина
- Черные металлы, особенно сплавы на основе железа, такие как нержавеющая сталь
- Цветные металлы, такие как бронза, латунь и цинк
- Нестандартные сплавы, такие как бериллиевый никель и бериллиевая медь
Черные металлы обычно используются в штамповочных операциях, так как в них низкое содержание углерода означает, что они относятся к наименее дорогим доступным вариантам, что приводит к низким производственным затратам.
При выполнении операций по штамповке металла необходимо учитывать несколько важных факторов и конструктивных соображений.
Отделочные работы
Производственные операции после штамповки могут включать в себя процессы удаления заусенцев, нарезания резьбы, развертывания и зенкования штампованного продукта. Это позволяет добавлять другие детали к штампованной детали или исправлять дефекты отделки или удалять острые кромки, которые могут повлиять на безопасность.
Удаление заусенцев включает удаление осколков обрезного материала, которые остаются на заготовке после завершения операции штамповки.Острые кромки могут потребовать шлифовки для удаления заусенцев или может потребоваться отбортовка, чтобы получить сглаженную кромку и направить кромку с заусенцами во внутреннюю складку, где это не вызовет травм или не будет замечено косметически.
Концепции дизайна
Обычно следует избегать слишком узких выступов в штампованных продуктах, поскольку они могут быть более легко искажены и повлиять на восприятие качества готового продукта.
По возможности, конструкции должны основываться на использовании существующих штампов для стандартных форм и изгибов.Необходимость создания нестандартного штампа для штамповки увеличит первоначальные затраты на инструмент.
Избегание острых внутренних и внешних углов в штампованных изделиях может помочь снизить вероятность образования более крупных заусенцев в этих областях и острых кромок, для удаления которых требуется вторичная обработка. Кроме того, существует большая вероятность концентрации напряжений в острых углах, что может вызвать растрескивание или последующий выход из строя детали из-за длительного использования.
Габаритные размеры готового продукта будут ограничены доступными размерами листов или заготовок из листового металла, и эти ограничения необходимо учитывать для материала, израсходованного на складки на краях или фланцах, а также для любого дополнительного удаления или использования материала.Очень большие продукты, возможно, придется создавать в несколько этапов и механически соединять вместе в качестве второго этапа производственного процесса.
Для операций вырубки учитывайте как направление вырубки, так и размер перфорированного элемента. Как правило, пробивку лучше всего производить в одном направлении, чтобы все острые кромки, образованные пуансоном, находились на одной стороне заготовки. Затем эти края можно скрыть для внешнего вида и держать подальше от общего доступа рабочих или конечных пользователей продукта, где они могут представлять опасность.Перфорированные элементы должны отражать толщину исходного материала. Общее правило заключается в том, что размер перфорированных элементов должен быть как минимум в два раза больше толщины материала.
Для гибов минимальный радиус изгиба листового металла примерно равен толщине материала. Меньшие изгибы труднее достичь и могут привести к появлению точек концентрации напряжений в готовой детали, что впоследствии может вызвать проблемы с качеством продукции.
При сверлении или пробивке отверстий выполнение этих операций на одном этапе поможет обеспечить их позиционирование, допуск и повторяемость.Как правило, диаметры отверстий должны быть не меньше толщины материала, а минимальное расстояние между отверстиями должно быть не менее двух толщин материала друг от друга.
Операции по изгибу следует выполнять с учетом риска деформации материала, поскольку материал на внутренней и внешней поверхностях точки изгиба сжимается и растягивается соответственно. Минимальный радиус изгиба должен быть примерно равен толщине заготовки, чтобы избежать накопления концентрации напряжений.Длины фланцев должны быть примерно в три раза больше толщины заготовки, что является хорошей практикой.
Преимущества и недостатки штамповки
Некоторые из преимуществ штамповки включают более низкую стоимость штампа, более низкие вторичные затраты и высокий уровень автоматизации по сравнению с другими процессами. Штамповочные штампы для металла, как правило, относительно дешевле в производстве и обслуживании, чем штампы, используемые в других распространенных процессах. Вторичные затраты, такие как очистка и нанесение покрытия, также дешевле, чем аналогичная обработка для других процессов изготовления металла.Штамповочные машины относительно легко автоматизировать и могут использовать высокопроизводительные компьютерные программы управления, которые обеспечивают большую точность, более быстрое производство и меньшее время выполнения работ. Высокий уровень автоматизации также снижает стоимость рабочей силы.
Одним из недостатков штамповки является более высокая стоимость пресса. Матрицы также должны быть приобретены или созданы, а изготовление штампов для штамповки металла по индивидуальному заказу — более длительный предварительный процесс. Менять штампы также может быть сложно, если необходимо изменить конструкцию во время производства.
Приложения
Штамповка используется во множестве приложений, особенно в тех, которые связаны с трехмерным рисунком, надписью или другими элементами гравировки на поверхности. Такие штамповочные изделия обычно производятся для производителей бытовой техники, автомобильных компаний, осветительной промышленности, телекоммуникационных услуг, военной и оборонной промышленности, аэрокосмической промышленности, производителей медицинского оборудования и компаний, занимающихся электроникой. Скорее всего, у вас есть продукт в вашем доме, детали которого созданы путем штамповки металла, потому что этот процесс используется во всем, от вашей бытовой техники до ваших автомобилей.
Конкретные продукты и компоненты могут варьироваться от простых элементов штамповки, таких как металлические зажимы, пружины, грузы, шайбы и кронштейны, до более сложных конструкций, таких как основания двигателя или фрикционные диски. Этот процесс используется для производства как деталей для большого оборудования, так и невероятно детализированных мелких деталей. Микроточная штамповка позволяет изготавливать детали диаметром до 0,002 дюйма.
Электронные штамповки — это электронные компоненты, изготовленные методом штамповки металла.Они используются в самых разных отраслях, от бытовой электроники и бытовой техники до телекоммуникаций и авиакосмической промышленности. Электронные штамповки доступны из ряда металлов, включая медь, медные сплавы, алюминий и сталь, а также из более дорогих металлов, таких как платина и золото. Электронные компоненты, изготовленные методом штамповки металла, включают клеммы, контакты, выводные рамки, пружины и штыри. Они могут быть созданы из черных или цветных металлов. Металлические штамповки находят широкое применение в компьютерах, электронном оборудовании и медицинских устройствах.Из-за специальных форм, которые могут быть получены с помощью различных процессов штамповки, многие электронные устройства изготавливаются с помощью этого процесса холодной штамповки.
Сводка
В этой статье представлено понимание операций по штамповке металла и машинных прессов. Для получения дополнительной информации о сопутствующих услугах обратитесь к другим нашим руководствам или посетите платформу Thomas Supplier Discovery Platform, чтобы найти потенциальные источники поставок или просмотреть подробную информацию о конкретных продуктах.
Источники:
- https: // metalproductsblog.ru / 2014/03/12 / пробивные прессы механические против гидравлических /
- https://www.thefabricator.com/article/stamping/stamping-101-anatomy-of-a-mechanical-press
- https://www.metalformingmagazine.com
- https://www.sciencedirect.com/topics/engineering/fine-blanking
- https://mindtribe.com/2016/03/the-mindtribe-guide-to-sheet-metal-design/
- http://marii.my/design-considerations-for-metal-stamping/
- https://www.keatsmfg.com/metal-stamping/
- https: // www.espemfg.com/blog/blanking-vs-punching/
- https://www.manortool.com/blog/applications-tips-transferring-tooling/
- https://www.ohiovalleymfg.com/blog/heavy-gauge-stamping/
- https://www.arandatooling.com/what-is-metal-stamping/
- https://www.associatedfastening.com/products-services/metal-stamping.html
- https://www.hudson-technologies.com/blog/metal-stamping-custom-components/
- https://claironmetals.com/a-brief-guide-to-metal-stamping/
- https: // www.esict.com/tool-die-making/
- https://www.metalcraftspinning.com/blog/aluminium-vs-steel/
- https://claironmetals.com/a-brief-guide-to-metal-stamping/
Прочие изделия из металла
Больше от Custom Manufacturing & Fabricating
Техническая документация и поддержка: |
| |||||||||||||||||||